Potrebbero piacerti anche
- Manual Propietario Kawasaki Z750Documento194 pagineManual Propietario Kawasaki Z750AdriánGozaloÁlvarez67% (3)
- Manual Seat Motores 1 8l 2 0l Tsi PDFDocumento76 pagineManual Seat Motores 1 8l 2 0l Tsi PDFMelquisedec Sierra Sandoval100% (1)
- NTP 321 102 2002 PDFDocumento49 pagineNTP 321 102 2002 PDFFrancoNessuna valutazione finora
- Proyecto Final GTLDocumento23 pagineProyecto Final GTLAlexander R NC100% (3)
- Refinación Del Petróleo - Clase 5Documento26 pagineRefinación Del Petróleo - Clase 5ErwinNessuna valutazione finora
- EjerciciosDocumento9 pagineEjerciciosHelen EnriquezNessuna valutazione finora
- Bio CombustiblesDocumento49 pagineBio CombustiblesYESHUA HA MASHIAJNessuna valutazione finora
- TIPOS DE REFIRNERÍA (Clase 3)Documento17 pagineTIPOS DE REFIRNERÍA (Clase 3)Luis Cisneros0% (1)
- Comercialización de HC en 2017Documento77 pagineComercialización de HC en 2017alexlakimikapestaNessuna valutazione finora
- Combustible DieselDocumento117 pagineCombustible DieselJorge Huaypar SoteloNessuna valutazione finora
- 1 Entrega, Como Se Modernizara TalaraDocumento31 pagine1 Entrega, Como Se Modernizara TalaraGiuliano Anestis Suclupe MaurtuaNessuna valutazione finora
- Presentacion HidroprocesosDocumento41 paginePresentacion HidroprocesosJB GGHT100% (1)
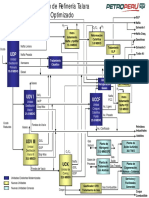
- PETROPERU SA - Ref Talara Diagrama - Configuracion - Procesos PDFDocumento1 paginaPETROPERU SA - Ref Talara Diagrama - Configuracion - Procesos PDFRicardoOct57Nessuna valutazione finora
- Refinación Del Petróleo - Clase 4Documento16 pagineRefinación Del Petróleo - Clase 4ErwinNessuna valutazione finora
- Gasolina sDocumento118 pagineGasolina skendy yalta chuquimbalquiNessuna valutazione finora
- 4 Comercialización de HC en 2021Documento70 pagine4 Comercialización de HC en 2021Lizeth JamiNessuna valutazione finora
- Propiedades y composición de fluidos hidrocarburíferosDocumento81 paginePropiedades y composición de fluidos hidrocarburíferosDayver Pascual LazcanoNessuna valutazione finora
- Modulo de Aprendizaje - Fraccionamiento Del LGNDocumento147 pagineModulo de Aprendizaje - Fraccionamiento Del LGNApoloniaGomezR100% (1)
- Diagrama de Bloques BalanceDocumento3 pagineDiagrama de Bloques BalanceJunior12Edu08Nessuna valutazione finora
- CATO Tecnologia GN, GNL, GNC (Secc D)Documento146 pagineCATO Tecnologia GN, GNL, GNC (Secc D)Luis BarrientosNessuna valutazione finora
- REFINACIÓNDocumento54 pagineREFINACIÓNWilians Churqui CondoriNessuna valutazione finora
- Refinación petróleo procesos separaciónDocumento86 pagineRefinación petróleo procesos separacióncarla condeNessuna valutazione finora
- Alquilación: Proceso y química de la reacción de alquilaciónDocumento31 pagineAlquilación: Proceso y química de la reacción de alquilaciónAnabel HernándezNessuna valutazione finora
- FCCDocumento20 pagineFCCAnthony BolívarNessuna valutazione finora
- 01-Esquemas de Refinacion en LADocumento12 pagine01-Esquemas de Refinacion en LAMaría Argomedo ReyesNessuna valutazione finora
- Unidad de Craqueo CatalíticoDocumento13 pagineUnidad de Craqueo CatalíticoGianfrancoNessuna valutazione finora
- Capitulo 1Documento71 pagineCapitulo 1Juanita ArcoirisNessuna valutazione finora
- Refinación de petróleo y economía del procesoDocumento40 pagineRefinación de petróleo y economía del procesoOmar Rondón HuertasNessuna valutazione finora
- CombustiblesDocumento25 pagineCombustiblesalfonso garciaNessuna valutazione finora
- El PetroleoDocumento50 pagineEl PetroleoLady MendozaNessuna valutazione finora
- 3.3. R Proceso de Desintegración Catalítica FluidizadaDocumento29 pagine3.3. R Proceso de Desintegración Catalítica FluidizadaElizabeth GarcíaNessuna valutazione finora
- Reflux819 Technicalbrochure ESP RevaDocumento28 pagineReflux819 Technicalbrochure ESP RevacarlosNessuna valutazione finora
- Sesion 12 - Petroleo - Refinación - 2018Documento64 pagineSesion 12 - Petroleo - Refinación - 2018Marco Antonio Polo FuentesNessuna valutazione finora
- Procesos en Una Etapa de Equilibrio en Estado Estacionario. Parte 2Documento43 pagineProcesos en Una Etapa de Equilibrio en Estado Estacionario. Parte 2Liseli Cristina PalaciosNessuna valutazione finora
- Combustibles fósiles energíaDocumento9 pagineCombustibles fósiles energíaJohn Ugarte ChoqueNessuna valutazione finora
- AviacionDocumento135 pagineAviacionkendy yalta chuquimbalquiNessuna valutazione finora
- 2) Petroleo y Procesos de RefinacionDocumento32 pagine2) Petroleo y Procesos de RefinaciondanielaNessuna valutazione finora
- Cap 4 Plantas de SeparaciónDocumento89 pagineCap 4 Plantas de SeparaciónCarlos Ubillas AlcaldeNessuna valutazione finora
- Ficha Tecnica Medidor Pietro FiorentiniDocumento20 pagineFicha Tecnica Medidor Pietro Fiorentinijmrozo3Nessuna valutazione finora
- Destilación del crudo y desulfuraciónDocumento10 pagineDestilación del crudo y desulfuraciónluceroNessuna valutazione finora
- Curso de RefinacionDocumento62 pagineCurso de RefinacionIván Javier Gutiérrez GómezNessuna valutazione finora
- Tema Procesos de ConversiónDocumento25 pagineTema Procesos de ConversiónCarlos A. VillanuevaNessuna valutazione finora
- Fraccionamiento de LíquidosDocumento29 pagineFraccionamiento de Líquidosalfonsobonilla5939Nessuna valutazione finora
- Procesos de RefinacionDocumento24 pagineProcesos de RefinacionBrandon Gonzalez100% (1)
- Refinación del petróleo: Procesos físicos y químicosDocumento53 pagineRefinación del petróleo: Procesos físicos y químicosphier leonNessuna valutazione finora
- PROCESOS DE REFINACION I – REFORMADO CATALÍTICODocumento38 paginePROCESOS DE REFINACION I – REFORMADO CATALÍTICOPipo HernándezNessuna valutazione finora
- Refinado del petroleoDocumento1 paginaRefinado del petroleoramiro.ramirez0728Nessuna valutazione finora
- Refinacion de PetroleoDocumento194 pagineRefinacion de PetroleoJuan Alva100% (2)
- Presentacion de Refinacion de Petroleo Unidades 9 Al 12Documento70 paginePresentacion de Refinacion de Petroleo Unidades 9 Al 12marcia karinaNessuna valutazione finora
- Industrialización del gas natural en BoliviaDocumento148 pagineIndustrialización del gas natural en Boliviajhon.rojas.ery1489Nessuna valutazione finora
- Gas Nat Editacion 2Documento23 pagineGas Nat Editacion 2Jair Jhosue Zavala RojasNessuna valutazione finora
- (Parte 1) - Manual Tecnologia Del Gas Natural VehicularDocumento30 pagine(Parte 1) - Manual Tecnologia Del Gas Natural Vehiculardalia gutierrez pedrazaNessuna valutazione finora
- Procesos de Una RefineriaDocumento27 pagineProcesos de Una RefineriaDumar Armando RiañoNessuna valutazione finora
- Aceite Negro y Aceite VolatilDocumento20 pagineAceite Negro y Aceite VolatilFrida Barrales100% (2)
- Curso de Refinacion - Casa Del PetroleroDocumento31 pagineCurso de Refinacion - Casa Del PetroleroMoises CopaNessuna valutazione finora
- Programacion RefineriasDocumento15 pagineProgramacion Refineriasale22Nessuna valutazione finora
- Cracking CataliticoDocumento8 pagineCracking CataliticoMarco Antonio Fernández SalazarNessuna valutazione finora
- 3 - Tratamiento de CrudoDocumento107 pagine3 - Tratamiento de CrudoAllison Jazmin Castro PionceNessuna valutazione finora
- Rexton2 SpanishDocumento320 pagineRexton2 Spanishsoas-laraNessuna valutazione finora
- Reconocimiento de Combustible PrimaxDocumento16 pagineReconocimiento de Combustible PrimaxAnonymous 0OwMifk0% (1)
- Diagramas VariosDocumento38 pagineDiagramas VariosElias SandobalNessuna valutazione finora
- VTX1300SDocumento118 pagineVTX1300SOnair ArtigasNessuna valutazione finora
- PROCESOS DE DESTILACIÓN Y FRACCIONAMIENTO EN UNA REFINERÍADocumento4 paginePROCESOS DE DESTILACIÓN Y FRACCIONAMIENTO EN UNA REFINERÍAViankita CáceresNessuna valutazione finora
- Taller 2 - 1101 - 2 - 3 - 4 - JMDocumento2 pagineTaller 2 - 1101 - 2 - 3 - 4 - JMHenry A. Perez EslavaNessuna valutazione finora
- Variable Gasolina (Precios)Documento8 pagineVariable Gasolina (Precios)Mariana RiosNessuna valutazione finora
- Manual Productos RECOPE 2015Documento122 pagineManual Productos RECOPE 2015solanoleNessuna valutazione finora
- Mejoradores de octanaje: Obtención de MTBE y TAMEDocumento8 pagineMejoradores de octanaje: Obtención de MTBE y TAMEpeterNessuna valutazione finora
- Capitulo 1 y 2Documento21 pagineCapitulo 1 y 2Pierre NeiraNessuna valutazione finora
- Tipos de OctanajeDocumento7 pagineTipos de Octanajeerick maiguaNessuna valutazione finora
- Gasolina de Aviación Grado 100Documento1 paginaGasolina de Aviación Grado 100VictorFernandezNessuna valutazione finora
- Tipos de GasolinaDocumento5 pagineTipos de GasolinaEver Jhonatan Ramos IslaNessuna valutazione finora
- El FodaDocumento18 pagineEl FodaMILUSKANessuna valutazione finora
- Motor EsDocumento631 pagineMotor EsManuel JB17Nessuna valutazione finora
- Motores de Comnustion InternaDocumento94 pagineMotores de Comnustion InternaRuben Eduardo Solis LeyvaNessuna valutazione finora
- Manual Xre 300Documento90 pagineManual Xre 300EDUARDO KHALEB SANCHEZ OSORIO100% (2)
- Trabajo 2 Resumen Libro Petroquimica y Sociedad de La Dra. Susana Chow Con Una Larga Trayectoria Academica Importante, Fundadora Del Area de Investigacion Del IMPDocumento9 pagineTrabajo 2 Resumen Libro Petroquimica y Sociedad de La Dra. Susana Chow Con Una Larga Trayectoria Academica Importante, Fundadora Del Area de Investigacion Del IMPerikuribe0% (1)
- Refineria ConchanDocumento42 pagineRefineria ConchanYlen Carhuaricra Avendaño100% (1)
- Generalidades Del Petróleo y Su RefinaciónDocumento5 pagineGeneralidades Del Petróleo y Su RefinaciónLuis VazquezNessuna valutazione finora
- DIA Modificacion Grifo Estacion Servicios GLPDocumento112 pagineDIA Modificacion Grifo Estacion Servicios GLPKevin bNessuna valutazione finora
- Análisis de Combustibles y LubricantesDocumento3 pagineAnálisis de Combustibles y LubricantesElio Zapata CalizayaNessuna valutazione finora
- GOVVIDocumento19 pagineGOVVIjoseNessuna valutazione finora
- 14 Especificaciones de La Gasolina EspecialDocumento1 pagina14 Especificaciones de La Gasolina EspecialYonny AlvarezNessuna valutazione finora
- 2007 Manual de Propietario - 00000A01859-01E02Documento216 pagine2007 Manual de Propietario - 00000A01859-01E02Juan Carlos HierroNessuna valutazione finora