Potrebbero piacerti anche
- Tintas na Construção Civil: Constituintes, Propriedades e AplicaçõesDocumento42 pagineTintas na Construção Civil: Constituintes, Propriedades e AplicaçõesRicardo Thiessen100% (2)
- MT - Caderno de Atividades - 4 Ano - 3 e 4 Bimestres PDFDocumento100 pagineMT - Caderno de Atividades - 4 Ano - 3 e 4 Bimestres PDFTamika OwensNessuna valutazione finora
- Composição ligas Ni-CuDocumento6 pagineComposição ligas Ni-CuEder C. Araújo100% (2)
- Ficheiros de Armazém e Contas CorrentesDocumento2 pagineFicheiros de Armazém e Contas CorrentesLucia Margarida Ponte Alcaidinho0% (1)
- Aula Circulo Mohr Teorias Materiais DucteisDocumento36 pagineAula Circulo Mohr Teorias Materiais DucteisAnderson009690Nessuna valutazione finora
- A Busca Da Agua Com A Vara IndicadoraDocumento34 pagineA Busca Da Agua Com A Vara IndicadoraLorena PinhoNessuna valutazione finora
- Peças de Reposição JOST JSK 38CDocumento1 paginaPeças de Reposição JOST JSK 38CRonilso S Toledo100% (1)
- Deals won over time by user segmented by serviceDocumento1 paginaDeals won over time by user segmented by serviceMarcosGobbiNessuna valutazione finora
- Parâmetros PRODIST para Baixa TensãoDocumento10 pagineParâmetros PRODIST para Baixa TensãoMarcosGobbiNessuna valutazione finora
- Dissertação 2021048Documento182 pagineDissertação 2021048MarcosGobbiNessuna valutazione finora
- Comportamento de Grupos Geradores na Presença de Banco de CapacitoresDocumento6 pagineComportamento de Grupos Geradores na Presença de Banco de CapacitoresMarcosGobbiNessuna valutazione finora
- MAR83 SDocumento2 pagineMAR83 SMarcosGobbiNessuna valutazione finora
- Auditória Sefaz - SCDocumento3 pagineAuditória Sefaz - SCMarcosGobbiNessuna valutazione finora
- Rihgb 2022 Numero 0488Documento322 pagineRihgb 2022 Numero 0488MarcosGobbiNessuna valutazione finora
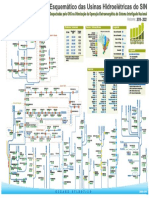
- Diagrama Esquemático das Usinas Hidroelétricas do SINDocumento1 paginaDiagrama Esquemático das Usinas Hidroelétricas do SINboyna_ramoneNessuna valutazione finora
- Passivação dos equipamentos emDocumento1 paginaPassivação dos equipamentos emMarcosGobbiNessuna valutazione finora
- Relés de Proteção Easergy P3 - REL52047Documento4 pagineRelés de Proteção Easergy P3 - REL52047MarcosGobbiNessuna valutazione finora
- Claudionei Guimarães TCC TBA 2021Documento48 pagineClaudionei Guimarães TCC TBA 2021MarcosGobbiNessuna valutazione finora
- Rima - LT 230 KV Biguaçu-Ratones C1 e C2 e Subestação RatonesDocumento60 pagineRima - LT 230 KV Biguaçu-Ratones C1 e C2 e Subestação RatonesMarcosGobbiNessuna valutazione finora
- Resumo SemanaleliteDocumento4 pagineResumo SemanaleliteMarcosGobbiNessuna valutazione finora
- Guia para resolver problemas de fermentaçãoDocumento30 pagineGuia para resolver problemas de fermentaçãoMarcosGobbiNessuna valutazione finora
- Tabel A Periodic ADocumento1 paginaTabel A Periodic AMarcosGobbiNessuna valutazione finora
- Eaton-BECO-MEMBRAN-PS Beer-TechnicalDataSheet-PTDocumento4 pagineEaton-BECO-MEMBRAN-PS Beer-TechnicalDataSheet-PTMarcosGobbiNessuna valutazione finora
- Manual Usuário Controlador Temperatura STC-1000XDocumento2 pagineManual Usuário Controlador Temperatura STC-1000XMarcosGobbiNessuna valutazione finora
- Manual do Aspirador de Pó Maxxi TurboDocumento13 pagineManual do Aspirador de Pó Maxxi TurboMarcosGobbiNessuna valutazione finora
- Proteção de SistemasDocumento124 pagineProteção de SistemasMarcello FerreiraNessuna valutazione finora
- A arte de produzir ótimas cervejas caseirasDocumento25 pagineA arte de produzir ótimas cervejas caseirasMaria Eduarda DenadaiNessuna valutazione finora
- Elaboracao ReceitasDocumento8 pagineElaboracao ReceitasMarcosGobbiNessuna valutazione finora
- Luminária Industrial IP65Documento4 pagineLuminária Industrial IP65eletronica55Nessuna valutazione finora
- MTR 2300 1104 BR PDFDocumento43 pagineMTR 2300 1104 BR PDFMarcosGobbiNessuna valutazione finora
- E Book CoposDocumento13 pagineE Book CoposMarcosGobbiNessuna valutazione finora
- Manual de Instalacao Trocadores de Calor A Placas Brasados - 352Documento4 pagineManual de Instalacao Trocadores de Calor A Placas Brasados - 352Luciano MoraisNessuna valutazione finora
- Fundamentos da Cerveja ArtesanalDocumento105 pagineFundamentos da Cerveja ArtesanalIzabelli de PieriNessuna valutazione finora
- Ep 08.11.064 PT RaDocumento15 pagineEp 08.11.064 PT RaMarcosGobbiNessuna valutazione finora
- Arquivo PDFDocumento11 pagineArquivo PDFMarcosGobbiNessuna valutazione finora
- 297 1 1050 1 10 20140117 PDFDocumento9 pagine297 1 1050 1 10 20140117 PDFMarcosGobbiNessuna valutazione finora
- Manual Técnico de Instalação Pro 488 Eh - Rev02 - 587 - 17062019Documento2 pagineManual Técnico de Instalação Pro 488 Eh - Rev02 - 587 - 17062019Silas JatubaNessuna valutazione finora
- Inspeção em Concreto RefratarioDocumento8 pagineInspeção em Concreto RefratarioMarcos LimaNessuna valutazione finora
- Tasco Acessorios para PaineisDocumento1 paginaTasco Acessorios para PaineisEdmar S JNessuna valutazione finora
- Montagem suspensão e rolamentos rodasDocumento14 pagineMontagem suspensão e rolamentos rodasNuno CristaoNessuna valutazione finora
- Catálogo de produtos Branco 2016/2017Documento116 pagineCatálogo de produtos Branco 2016/2017vmeottiNessuna valutazione finora
- Exercícios Potencial EléticoDocumento4 pagineExercícios Potencial EléticoGeovana RodriguesNessuna valutazione finora
- Depositos SandometalDocumento48 pagineDepositos SandometalCarlos SopasNessuna valutazione finora
- Catálogo - Pisos Elevados Giroflex - LEEDDocumento2 pagineCatálogo - Pisos Elevados Giroflex - LEEDCastoroil7Nessuna valutazione finora
- Equipamentos e sistemas para piscinas residenciaisDocumento72 pagineEquipamentos e sistemas para piscinas residenciaisGustavo Henrique de OliveiraNessuna valutazione finora
- Execução tradicional de vala a céu aberto para rede de esgotoDocumento2 pagineExecução tradicional de vala a céu aberto para rede de esgotoANTONIO CARLOS DANTAS MONTEIRONessuna valutazione finora
- Combate à CorrosãoDocumento100 pagineCombate à CorrosãoIgorRosaNessuna valutazione finora
- Fisica MTDocumento39 pagineFisica MTLuiz HenriqueNessuna valutazione finora
- Travessias de Obstaculos Nas Linhas de TransmissãoDocumento5 pagineTravessias de Obstaculos Nas Linhas de TransmissãoWeverton PessoaNessuna valutazione finora
- Partidas e componentes de partida-potênciaDocumento49 paginePartidas e componentes de partida-potênciaJohnny Sá DiasNessuna valutazione finora
- Agentes Inteligentes e AmbientesDocumento19 pagineAgentes Inteligentes e AmbientesSerafim NascimentoNessuna valutazione finora
- Hidros A2Documento1 paginaHidros A2Thiago MasoNessuna valutazione finora
- Flexbox CSS Guia Completo, Elementos e ExemplosDocumento1 paginaFlexbox CSS Guia Completo, Elementos e ExemplosMaria FernandaNessuna valutazione finora
- 1 Exercicios RevisaoDocumento4 pagine1 Exercicios RevisaoMaykon MoraisNessuna valutazione finora
- Calculo EngrenagemDocumento2 pagineCalculo EngrenagemrafaelNessuna valutazione finora
- 01 - Termologia - Termodinamica - Trabalho Termodinamico - Nivel Medio PDFDocumento9 pagine01 - Termologia - Termodinamica - Trabalho Termodinamico - Nivel Medio PDFKethelyNessuna valutazione finora
- Caracterização de partículas: métodos para medir tamanho e propriedadesDocumento10 pagineCaracterização de partículas: métodos para medir tamanho e propriedadesDriNay13Nessuna valutazione finora
- Projeto Executivo Thamara R2Documento11 pagineProjeto Executivo Thamara R2Felipe MontaliNessuna valutazione finora
- Manual de operação M70/700 SeriesDocumento134 pagineManual de operação M70/700 SeriesCaioNessuna valutazione finora
- Circuitos integrador e diferenciadorDocumento32 pagineCircuitos integrador e diferenciadorCassio PazNessuna valutazione finora