Potrebbero piacerti anche
- Spot Welding Interview Success: An Introduction to Spot WeldingDa EverandSpot Welding Interview Success: An Introduction to Spot WeldingNessuna valutazione finora
- A Novel Satisfaction Function and Distance-Based Approach For Machining Performance Optimization During Electro-Discharge Machining On Super Alloy Inconel 718Documento22 pagineA Novel Satisfaction Function and Distance-Based Approach For Machining Performance Optimization During Electro-Discharge Machining On Super Alloy Inconel 718mustafa sertNessuna valutazione finora
- AFM Surface Investigation of Inconel 825 With Multi Wall Carbon Nano Tube in Electrical Discharge Machining Process Using Taguchi AnalysisDocumento22 pagineAFM Surface Investigation of Inconel 825 With Multi Wall Carbon Nano Tube in Electrical Discharge Machining Process Using Taguchi AnalysisBalu BhsNessuna valutazione finora
- A Review Paper On (EDM) Electrical Discharge MachiningDocumento3 pagineA Review Paper On (EDM) Electrical Discharge MachiningVishal Kumar JaiswalNessuna valutazione finora
- Analyzing The Effect of Cutting Parameters On Surface Roughness and Tool Wear When Machining Nickel Based Hastelloy - 276Documento11 pagineAnalyzing The Effect of Cutting Parameters On Surface Roughness and Tool Wear When Machining Nickel Based Hastelloy - 276Antonius Adi Hendra SaputraNessuna valutazione finora
- Influence of EDM Process Parameters in Deep Hole Drilling of Inconel 718Documento11 pagineInfluence of EDM Process Parameters in Deep Hole Drilling of Inconel 718Pranes RainaNessuna valutazione finora
- Experimental Investigation of Inconel 718 During Die-Sinking Electric Discharge MachiningDocumento10 pagineExperimental Investigation of Inconel 718 During Die-Sinking Electric Discharge MachiningHaydarNessuna valutazione finora
- Experimental Study On Pulse Electrochemical Machining of Inconel 718Documento6 pagineExperimental Study On Pulse Electrochemical Machining of Inconel 718International Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Experimental Assessment of Surface Integrity of Inconel-825 in Wire-EdmDocumento21 pagineExperimental Assessment of Surface Integrity of Inconel-825 in Wire-EdmNitesh TiwariNessuna valutazione finora
- Research Article: Optimization of Plasma Arc Cutting Parameters On Machining of Inconel 718 SuperalloyDocumento13 pagineResearch Article: Optimization of Plasma Arc Cutting Parameters On Machining of Inconel 718 SuperalloyEstifanos EndalewNessuna valutazione finora
- Sustainable Electrical Discharge Machining of Nimonic C263 SuperalloyDocumento21 pagineSustainable Electrical Discharge Machining of Nimonic C263 SuperalloyVIRAJ PATILNessuna valutazione finora
- Journal of Manufacturing Processes: SciencedirectDocumento13 pagineJournal of Manufacturing Processes: SciencedirectPrabhataNessuna valutazione finora
- Investigating Effects of Process Variables On MRR in EDM by Using Taguchi Parameter Design ApproachDocumento6 pagineInvestigating Effects of Process Variables On MRR in EDM by Using Taguchi Parameter Design ApproachPujara ManishNessuna valutazione finora
- Experimental Investigation On Surface Integrity in Machining of Inconel X750 With WEDM Using Taguchi TechniqueDocumento15 pagineExperimental Investigation On Surface Integrity in Machining of Inconel X750 With WEDM Using Taguchi TechniqueRiddhijit ChattopadhyayNessuna valutazione finora
- Effects of wire-EDM Parameters On The Surface Integrity and Mechanical Characteristics of Additively Manufactured Inconel 939Documento5 pagineEffects of wire-EDM Parameters On The Surface Integrity and Mechanical Characteristics of Additively Manufactured Inconel 939mustafa sertNessuna valutazione finora
- Machining of Shape Memory Alloys by Using WEDMDocumento5 pagineMachining of Shape Memory Alloys by Using WEDMIJIRSTNessuna valutazione finora
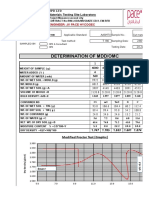
- Determination of Material Removal Rate in Electro Discharge Machining Through Copper ElectrodeDocumento7 pagineDetermination of Material Removal Rate in Electro Discharge Machining Through Copper ElectrodeIJRASETPublicationsNessuna valutazione finora
- The in Uence of Welding Parameters On The Joint Strength of Resistance Spot-Welded Titanium SheetsDocumento8 pagineThe in Uence of Welding Parameters On The Joint Strength of Resistance Spot-Welded Titanium Sheetskaliappan45490100% (1)
- Experimental Research On The Electrochemical Machining of Modern Titanium-And Nickel - Based Alloys For Aero Engine ComponentsDocumento17 pagineExperimental Research On The Electrochemical Machining of Modern Titanium-And Nickel - Based Alloys For Aero Engine ComponentsRabindra DashNessuna valutazione finora
- Optimization of Friction Stir Spot Welding Process Using Artificial Neural NetworkDocumento6 pagineOptimization of Friction Stir Spot Welding Process Using Artificial Neural NetworkIJSTENessuna valutazione finora
- Effect of Nickel On Mechanical Properties of Alloy Steel Produced by Powder MetallurgyDocumento7 pagineEffect of Nickel On Mechanical Properties of Alloy Steel Produced by Powder MetallurgyUsman FarooqNessuna valutazione finora
- A Review On Electron Beam Welding ProcessDocumento17 pagineA Review On Electron Beam Welding ProcessRafael SilvaNessuna valutazione finora
- Kumarsahu 2018Documento9 pagineKumarsahu 2018Elumalai BoominathanNessuna valutazione finora
- Microstructure Analysis of Arc Welded Mild Steel Plates: IOP Conference Series: Materials Science and EngineeringDocumento7 pagineMicrostructure Analysis of Arc Welded Mild Steel Plates: IOP Conference Series: Materials Science and EngineeringAniekanNessuna valutazione finora
- FEM Inocal Effect of Nose Radius On ForceDocumento7 pagineFEM Inocal Effect of Nose Radius On Forceamit chapagainNessuna valutazione finora
- A Study of Electrical Discharge Grinding Using A Rotary Disk ElectrodeDocumento9 pagineA Study of Electrical Discharge Grinding Using A Rotary Disk ElectrodeSarath ChandraNessuna valutazione finora
- Materials Today: Proceedings: Paridhi Malhotra, R.K. Tyagi, Nishant K. Singh, Basant Singh SikarwarDocumento6 pagineMaterials Today: Proceedings: Paridhi Malhotra, R.K. Tyagi, Nishant K. Singh, Basant Singh SikarwarMENessuna valutazione finora
- Spot WeldingDocumento13 pagineSpot Weldingshanmukha MechanicalNessuna valutazione finora
- Powder Mixed Electric Discharge Machining of HastelloyDocumento4 paginePowder Mixed Electric Discharge Machining of HastelloyIJRASETPublicationsNessuna valutazione finora
- Sadeq 2020 IOP Conf. Ser. - Mater. Sci. Eng. 671 012161Documento10 pagineSadeq 2020 IOP Conf. Ser. - Mater. Sci. Eng. 671 012161Krisna SuarnaNessuna valutazione finora
- Efeito Do PMEDM em InconelDocumento7 pagineEfeito Do PMEDM em InconeldanikichlerNessuna valutazione finora
- Influencia de Resistividad Electrica...Documento9 pagineInfluencia de Resistividad Electrica...Cristian Perez AnguloNessuna valutazione finora
- The Microstructure and Mechanical Properties of Deposited-In718 by Selective Laser MeltingDocumento6 pagineThe Microstructure and Mechanical Properties of Deposited-In718 by Selective Laser MeltingsfaNessuna valutazione finora
- A Study On Rotary Friction Welding of Titanium AllDocumento10 pagineA Study On Rotary Friction Welding of Titanium AllmadhukarNessuna valutazione finora
- Chapter 1 - Introduction EDMDocumento5 pagineChapter 1 - Introduction EDMPraveen RnNessuna valutazione finora
- Electroformed Parts: E. N. CastellanoDocumento8 pagineElectroformed Parts: E. N. CastellanosolquihaNessuna valutazione finora
- Experimental Investigation On Surface Characteristics of Nickel-Based Super Alloy in Powder Mixed Electric Discharge MachiningDocumento8 pagineExperimental Investigation On Surface Characteristics of Nickel-Based Super Alloy in Powder Mixed Electric Discharge MachiningIJRASETPublicationsNessuna valutazione finora
- Review of State of Art and Process Parameter Influence in EDM TechnologyDocumento9 pagineReview of State of Art and Process Parameter Influence in EDM TechnologyNguyễn Hữu PhấnNessuna valutazione finora
- Study On Machining Response in Wire EDM of Inconel 625Documento8 pagineStudy On Machining Response in Wire EDM of Inconel 625mustafa sertNessuna valutazione finora
- Comparative Analysis of Mild Steel Before and After Stabilization and Evaluate Machine Parameters Using EcmDocumento13 pagineComparative Analysis of Mild Steel Before and After Stabilization and Evaluate Machine Parameters Using Ecmk eswariNessuna valutazione finora
- A Comparative Study of The Fatigue Behavior of Two Heat-Treated Nodular Cast IronsDocumento12 pagineA Comparative Study of The Fatigue Behavior of Two Heat-Treated Nodular Cast IronsMárcia SilvaNessuna valutazione finora
- M.tech ProjectDocumento7 pagineM.tech ProjectNOMAN KASHIFNessuna valutazione finora
- Materials and DesignDocumento7 pagineMaterials and DesignMilli Aline SantannaNessuna valutazione finora
- Electromagnetic Forming - Hani Aziz AmeenDocumento46 pagineElectromagnetic Forming - Hani Aziz AmeenHani Aziz AmeenNessuna valutazione finora
- Analysis of Cutting Forces On LAM PDFDocumento10 pagineAnalysis of Cutting Forces On LAM PDFSAKTHIVEL S SNessuna valutazione finora
- Altin2007 The Effects of Cutting Speed On Tool Wear and Tool Life When Machining PDFDocumento5 pagineAltin2007 The Effects of Cutting Speed On Tool Wear and Tool Life When Machining PDFSiddharth Kumar PandeyNessuna valutazione finora
- Tool Life Models of Nano Ceramic Tool For Turning Hard Steel Based On FEM Simulation and ExperimentsDocumento10 pagineTool Life Models of Nano Ceramic Tool For Turning Hard Steel Based On FEM Simulation and ExperimentsDrRoja A RNessuna valutazione finora
- 18.apem9 4 - 181 186Documento7 pagine18.apem9 4 - 181 186QwertyNessuna valutazione finora
- Optimization of Various Machining Parameters of Electrical Discharge Machining (EDM) Process On AISI D2 Tool Steel Using Hybrid Optimization MethodDocumento9 pagineOptimization of Various Machining Parameters of Electrical Discharge Machining (EDM) Process On AISI D2 Tool Steel Using Hybrid Optimization MethodInternational Journal of Application or Innovation in Engineering & ManagementNessuna valutazione finora
- A FEM Model To Study The Fiber Laser Welding of Ti6Al4V Thin SheetsDocumento8 pagineA FEM Model To Study The Fiber Laser Welding of Ti6Al4V Thin SheetsАлександр Николаевич ПоляковNessuna valutazione finora
- IJETR021255Documento6 pagineIJETR021255erpublicationNessuna valutazione finora
- Journal of Manufacturing Processes: Mingfeng Li, Yanjun Wang, Shanglu Yang, Wu Tao, Guotao ZhangDocumento12 pagineJournal of Manufacturing Processes: Mingfeng Li, Yanjun Wang, Shanglu Yang, Wu Tao, Guotao Zhangfara latifaNessuna valutazione finora
- Sciencedirect: Tool Wear Assessment During Machining of Inconel 718Documento9 pagineSciencedirect: Tool Wear Assessment During Machining of Inconel 718Gopala Rao ThellaputtaNessuna valutazione finora
- Electrical Discharge Machine (Edm) PDFDocumento65 pagineElectrical Discharge Machine (Edm) PDFsujayan2005100% (3)
- Accepted Manuscript: 10.1016/j.vacuum.2014.08.016Documento28 pagineAccepted Manuscript: 10.1016/j.vacuum.2014.08.016Amine OsmaniNessuna valutazione finora
- 67 Ijmperdaug201867Documento6 pagine67 Ijmperdaug201867TJPRC PublicationsNessuna valutazione finora
- Machined Surface Integrity of Inconel 718 in High-Speed Dry Milling Using Sialon Ceramic ToolsDocumento10 pagineMachined Surface Integrity of Inconel 718 in High-Speed Dry Milling Using Sialon Ceramic ToolsAnonymous 5AmJ13mLkNessuna valutazione finora
- EDMDocumento5 pagineEDMNibedit NahakNessuna valutazione finora
- The Effect of Current On SMAW Welding To Tensile Strength and Micro Structure of Low Carbon SteelDocumento5 pagineThe Effect of Current On SMAW Welding To Tensile Strength and Micro Structure of Low Carbon Steelmade dwi payanaNessuna valutazione finora
- Studies On Effect of Tool Pin Profiles and Welding Parameters On The Friction Stir Welding of Dissimilar Aluminium Alloys AA5052 & AA6063Documento15 pagineStudies On Effect of Tool Pin Profiles and Welding Parameters On The Friction Stir Welding of Dissimilar Aluminium Alloys AA5052 & AA6063IJRASETPublicationsNessuna valutazione finora
- Chapter 6: Angle Relationships and Properties of Geometrical Fi Gures 1Documento8 pagineChapter 6: Angle Relationships and Properties of Geometrical Fi Gures 1hasib_07Nessuna valutazione finora
- Chapter 1: Algebraic Techniques 2 and Indices: 1 A B C D 2 A B C D 3 A B C D 4 A B C D 5 A B C DDocumento10 pagineChapter 1: Algebraic Techniques 2 and Indices: 1 A B C D 2 A B C D 3 A B C D 4 A B C D 5 A B C Dsheela baralNessuna valutazione finora
- Truth Table For Negative Edge Triggered JK Flip Flops CK J K Q 0 0 1 0 1 0 0 1 0 1 1 1 0,1 X XDocumento2 pagineTruth Table For Negative Edge Triggered JK Flip Flops CK J K Q 0 0 1 0 1 0 0 1 0 1 1 1 0,1 X Xhasib_07Nessuna valutazione finora
- Robofil X40 CC Us PDFDocumento28 pagineRobofil X40 CC Us PDFhasib_07Nessuna valutazione finora
- Chapter 6 Angle Relationships and Properties of Geometrical Figures 1 PDFDocumento56 pagineChapter 6 Angle Relationships and Properties of Geometrical Figures 1 PDFhasib_07Nessuna valutazione finora
- The Message of The Quran PDFDocumento907 pagineThe Message of The Quran PDFKhaled Ahmed El Sherief100% (3)
- Quiz 7 SolutionDocumento1 paginaQuiz 7 Solutionhasib_07Nessuna valutazione finora
- Pseudocode Example SlidesDocumento16 paginePseudocode Example Slideshasib_07Nessuna valutazione finora
- Safari - Dec 24, 2017 at 2:08 AMDocumento1 paginaSafari - Dec 24, 2017 at 2:08 AMhasib_07Nessuna valutazione finora
- hmk5 f17 Problem 1 SolnDocumento1 paginahmk5 f17 Problem 1 Solnhasib_07Nessuna valutazione finora
- The Macarthur Study Bible and Bible CommentaryDocumento15 pagineThe Macarthur Study Bible and Bible Commentaryhasib_07Nessuna valutazione finora
- HMK 3 f17Documento3 pagineHMK 3 f17hasib_07Nessuna valutazione finora
- Organization Name Type Eligibility Amount Deadline: Fall 2010 Funding Opportunities College of EngineeringDocumento7 pagineOrganization Name Type Eligibility Amount Deadline: Fall 2010 Funding Opportunities College of Engineeringhasib_07Nessuna valutazione finora
- Separation of Variables - Two Examples - Laplace's Equation in Polar CoordinatesDocumento42 pagineSeparation of Variables - Two Examples - Laplace's Equation in Polar CoordinatesunistarNessuna valutazione finora
- Outline of Current Research On Surface Texturing, Grinding and EDMDocumento8 pagineOutline of Current Research On Surface Texturing, Grinding and EDMhasib_07Nessuna valutazione finora
- MECH918 HW3Report Rashidul HasibDocumento3 pagineMECH918 HW3Report Rashidul Hasibhasib_07Nessuna valutazione finora
- Fall 2017 MD Rashidul Hasib MECH 991 Seminar ReportDocumento2 pagineFall 2017 MD Rashidul Hasib MECH 991 Seminar Reporthasib_07Nessuna valutazione finora
- EDM and USM of Hard Materials: K. P. Rajurkar University of Nebraska-Lincoln, USADocumento85 pagineEDM and USM of Hard Materials: K. P. Rajurkar University of Nebraska-Lincoln, USAhasib_07Nessuna valutazione finora
- Elzouka Et Al-2017-Scientific ReportsDocumento8 pagineElzouka Et Al-2017-Scientific Reportshasib_07Nessuna valutazione finora
- MECH 991 Sec 001 Seminar: Seminars CoordinatorDocumento2 pagineMECH 991 Sec 001 Seminar: Seminars Coordinatorhasib_07Nessuna valutazione finora
- Structures MoJ1Documento7 pagineStructures MoJ1hasib_07Nessuna valutazione finora
- Surface Integrity Evolution From Main Cut To Finish Trim Cut I 2014 ProcediaDocumento6 pagineSurface Integrity Evolution From Main Cut To Finish Trim Cut I 2014 Procediahasib_07Nessuna valutazione finora
- Surface Integrity Characteristics in Wire EDM of Inconel 718 A 2013 ProcediaDocumento6 pagineSurface Integrity Characteristics in Wire EDM of Inconel 718 A 2013 Procediahasib_07Nessuna valutazione finora
- N Comms 8036Documento8 pagineN Comms 8036hasib_07Nessuna valutazione finora
- Enhancing The Surface Integrity of Ti 6al 4V Alloy Through CR 2014 ProcediaDocumento6 pagineEnhancing The Surface Integrity of Ti 6al 4V Alloy Through CR 2014 Procediahasib_07Nessuna valutazione finora
- Wire Electro-Discharge Machining of Titanium AlloyDocumento6 pagineWire Electro-Discharge Machining of Titanium Alloyhasib_07Nessuna valutazione finora
- In Frame FabricationDocumento1 paginaIn Frame Fabricationhasib_07Nessuna valutazione finora
- MJB4 Mask Aligner Operating ProcedureDocumento7 pagineMJB4 Mask Aligner Operating Procedurehasib_07Nessuna valutazione finora
- Machining Induced Surface Integrity in Titanium and Nickel Alloys A Review PDFDocumento31 pagineMachining Induced Surface Integrity in Titanium and Nickel Alloys A Review PDFhasib_07Nessuna valutazione finora
- The Searcher February 2019Documento100 pagineThe Searcher February 2019PipeGoNessuna valutazione finora
- Governing System of 210mw KwuDocumento21 pagineGoverning System of 210mw KwuNitesh Rasekar100% (3)
- Pamplet Cube Press CBR MarDocumento18 paginePamplet Cube Press CBR MarMauridi KaminyuNessuna valutazione finora
- Senior Engineer SW AutosarDocumento2 pagineSenior Engineer SW AutosarDeepak Kumar RautNessuna valutazione finora
- CemFIL AntiCrak HP 6736 Product Sheet WW 10-2014 Rev8 en FinalDocumento2 pagineCemFIL AntiCrak HP 6736 Product Sheet WW 10-2014 Rev8 en FinalvliegenkristofNessuna valutazione finora
- Product Manual IRB 6400R M2000 - Rev02Documento554 pagineProduct Manual IRB 6400R M2000 - Rev02Alejandro PuenteNessuna valutazione finora
- NGOBOKA Jean de Dieu Kigali Ku Wa 30 Mutarama 2019Documento12 pagineNGOBOKA Jean de Dieu Kigali Ku Wa 30 Mutarama 2019NSANZUMUHIRE TheogeneNessuna valutazione finora
- Clyde Lighthouse Trust 1755 - 1965Documento8 pagineClyde Lighthouse Trust 1755 - 1965Clyde SteamersNessuna valutazione finora
- RMHS Team Weekly Plan & Compliance 1-12-2017Documento190 pagineRMHS Team Weekly Plan & Compliance 1-12-2017anjna100% (1)
- Mugen MBX5TDocumento1 paginaMugen MBX5Tbc24flNessuna valutazione finora
- 114 WPIF-MO-01 VGG Application FormDocumento6 pagine114 WPIF-MO-01 VGG Application FormJithu RajNessuna valutazione finora
- Unit 1Documento105 pagineUnit 1P S HARSHITA75% (4)
- GL - .01000h0200s0083s0083an 03aabebbaae. - .A00033z1 Z - .Documento3 pagineGL - .01000h0200s0083s0083an 03aabebbaae. - .A00033z1 Z - .javier david looez ruedaNessuna valutazione finora
- Check List Start Up and Comissioning of Fire Pumps 2Documento6 pagineCheck List Start Up and Comissioning of Fire Pumps 2ismail_khansNessuna valutazione finora
- Aerospace Software LibraryDocumento4 pagineAerospace Software LibraryevanNessuna valutazione finora
- BAC ProdAppHBii2007Documento664 pagineBAC ProdAppHBii2007John Barrow100% (1)
- (Core 2) Prepare Computer-Aided DrawingsDocumento116 pagine(Core 2) Prepare Computer-Aided DrawingsOliver Sanchez82% (11)
- Dutch Barge For Sale - 69ft X 14ft TjalkDocumento2 pagineDutch Barge For Sale - 69ft X 14ft TjalkDominic Miles100% (1)
- Compressor ManualDocumento276 pagineCompressor Manualoth369100% (1)
- EL 403-Power SystemDocumento54 pagineEL 403-Power SystemkaruppusamymariNessuna valutazione finora
- Mazda Bt50 WL C & We C Wiring Diagram f198!30!05l10Documento1 paginaMazda Bt50 WL C & We C Wiring Diagram f198!30!05l10staff0550% (1)
- BMW E34 EtmDocumento701 pagineBMW E34 EtmKoos Spindler50% (4)
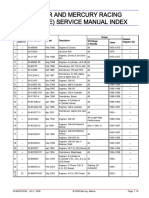
- 2008 Mercruiser Service Manual Index PDFDocumento6 pagine2008 Mercruiser Service Manual Index PDFkujawat11Nessuna valutazione finora
- Control Strategies For Milking Parlor Clean in Place PDFDocumento6 pagineControl Strategies For Milking Parlor Clean in Place PDFGrant russellNessuna valutazione finora
- Peugeot 207 Caravan PDFDocumento255 paginePeugeot 207 Caravan PDFsiile100% (1)
- Hydraulic Questions For StudentsDocumento8 pagineHydraulic Questions For StudentsJowi100% (1)
- Upstairs Th132afDocumento3 pagineUpstairs Th132afDee MistryNessuna valutazione finora
- PIP CVC01018 (Project Data Sheet)Documento15 paginePIP CVC01018 (Project Data Sheet)bowitchhazel100% (1)
- DC Power-System-Design-for-Telecommunications PDFDocumento512 pagineDC Power-System-Design-for-Telecommunications PDFgirm2002100% (3)
- Caterpillar CAT 140H Motor Grader Parts Catalogue Manual PDFDocumento38 pagineCaterpillar CAT 140H Motor Grader Parts Catalogue Manual PDFfjjsekfksemm100% (11)