Potrebbero piacerti anche
- Biohydrogen III: Renewable Energy System by Biological Solar Energy ConversionDa EverandBiohydrogen III: Renewable Energy System by Biological Solar Energy ConversionNessuna valutazione finora
- Science of The Total EnvironmentDocumento13 pagineScience of The Total EnvironmentIon CorbuNessuna valutazione finora
- Science of The Total EnvironmentDocumento13 pagineScience of The Total EnvironmentIon CorbuNessuna valutazione finora
- 1 s2.0 S0360319918339326 MainDocumento9 pagine1 s2.0 S0360319918339326 MainJhansi VaranasiNessuna valutazione finora
- Harvesting MicroalgaeDocumento16 pagineHarvesting MicroalgaeAdi permadiNessuna valutazione finora
- OCEN 201 Introduction To Ocean & Coastal Engineering: Renewable Marine EnergyDocumento45 pagineOCEN 201 Introduction To Ocean & Coastal Engineering: Renewable Marine EnergyBibhuti B. RoulNessuna valutazione finora
- 1 s2.0 S1364032120305670 MainDocumento15 pagine1 s2.0 S1364032120305670 MainJhansi VaranasiNessuna valutazione finora
- DESALINATION AND RENEWABLE ENERGY SYSTEMS Esmaeilion2020 - Article - HybridRenewableEnergySystemsFoDocumento47 pagineDESALINATION AND RENEWABLE ENERGY SYSTEMS Esmaeilion2020 - Article - HybridRenewableEnergySystemsFoGOPU3699Nessuna valutazione finora
- Operation of Conventional and Unconventional Energy Sources To Drive A Reverse Osmosis Desalination Plant in Sinai Peninsula, EgyptDocumento12 pagineOperation of Conventional and Unconventional Energy Sources To Drive A Reverse Osmosis Desalination Plant in Sinai Peninsula, EgyptMargareth Henao GilNessuna valutazione finora
- Chemical Engineering Journal: H. Hadiyanto, Steven Elmore, Tom Van Gerven, Andrzej StankiewiczDocumento9 pagineChemical Engineering Journal: H. Hadiyanto, Steven Elmore, Tom Van Gerven, Andrzej StankiewiczListian Fiqri PratamaNessuna valutazione finora
- Specific Energy Consumption of Membrane Bioreactor (MBR) For SewageDocumento14 pagineSpecific Energy Consumption of Membrane Bioreactor (MBR) For Sewagesulihah12Nessuna valutazione finora
- Low Energy and M Low Cost Freshwater Produc Membrane Distillation Ction byDocumento6 pagineLow Energy and M Low Cost Freshwater Produc Membrane Distillation Ction byJames Nevin GoNessuna valutazione finora
- Energy Conversion and Management: SciencedirectDocumento15 pagineEnergy Conversion and Management: SciencedirectMaríaBelénGutiérrezMirandaNessuna valutazione finora
- Bioresource Technology: Anil N. Ghadge, Dipak A. Jadhav, Harapriya Pradhan, Makarand M. GhangrekarDocumento7 pagineBioresource Technology: Anil N. Ghadge, Dipak A. Jadhav, Harapriya Pradhan, Makarand M. GhangrekarGunaseelan KuppurangamNessuna valutazione finora
- 1 s2.0 S0038092X17303985 MainDocumento11 pagine1 s2.0 S0038092X17303985 Mainzainab MOHAMMEDNessuna valutazione finora
- Colectores FotovoltaicosDocumento27 pagineColectores FotovoltaicosClemen AlarconNessuna valutazione finora
- Current Tidal Power Technologies and Their SuitabiDocumento20 pagineCurrent Tidal Power Technologies and Their SuitabiSaya AkuNessuna valutazione finora
- A Sensitivity Analysis For The Design of Small-Scale Hydropower Plant: Kayabogazi Case StudyDocumento11 pagineA Sensitivity Analysis For The Design of Small-Scale Hydropower Plant: Kayabogazi Case Studyramesh subramaniNessuna valutazione finora
- Artigo OtimizaçãoDocumento9 pagineArtigo OtimizaçãoRenan ZubaNessuna valutazione finora
- 4-A Review of Solar Thermal Desalination Using NanotechnologyDocumento9 pagine4-A Review of Solar Thermal Desalination Using NanotechnologymoumineensaNessuna valutazione finora
- BaboiDocumento11 pagineBaboiSiyyadula Chandra SekharNessuna valutazione finora
- 1 s2.0 S0360544222017236 MainDocumento17 pagine1 s2.0 S0360544222017236 Mainmohammadreza babaieNessuna valutazione finora
- Dedicated Large-Scale Floating Offshore Wind To Hydrogen Assessing Design Variables in Proposed TypologiesDocumento16 pagineDedicated Large-Scale Floating Offshore Wind To Hydrogen Assessing Design Variables in Proposed TypologiesAyoub El FatimiNessuna valutazione finora
- International Communications in Heat and Mass TransferDocumento27 pagineInternational Communications in Heat and Mass TransferHafiz AsfahanNessuna valutazione finora
- Electricity Generation From Swine Wastewater in Microbial Fuel Cell: Hydraulic Reaction Time EffectDocumento7 pagineElectricity Generation From Swine Wastewater in Microbial Fuel Cell: Hydraulic Reaction Time EffectThobiasNessuna valutazione finora
- An Introduction To Hydrogen: WindDocumento3 pagineAn Introduction To Hydrogen: WindTran Chi HieuNessuna valutazione finora
- Thermodynamic and Economic Analysis of A Solar Hydroponic PlantingDocumento12 pagineThermodynamic and Economic Analysis of A Solar Hydroponic Plantingmegalanrajendiran18Nessuna valutazione finora
- Desalination-Wind WaveDocumento23 pagineDesalination-Wind WaveRubem MichelNessuna valutazione finora
- Potensial Green & Clean EnergyDocumento8 paginePotensial Green & Clean EnergyAmelia Agista pNessuna valutazione finora
- Global Transitions ProceedingsDocumento12 pagineGlobal Transitions ProceedingsFouad SaadNessuna valutazione finora
- Small, Mini, Micro and Pico Hydro Power Plant Scope Challenges Deployment in Indian Context-34921 PDFDocumento10 pagineSmall, Mini, Micro and Pico Hydro Power Plant Scope Challenges Deployment in Indian Context-34921 PDFGAURANGNessuna valutazione finora
- Uttarakhand MHPDocumento10 pagineUttarakhand MHPVineet SinghNessuna valutazione finora
- 2020 AE - Typical Hydrodynamic Model For NettingDocumento23 pagine2020 AE - Typical Hydrodynamic Model For Nettingnorthern FishNessuna valutazione finora
- 1 s2.0 S2352152X23003821 MainDocumento14 pagine1 s2.0 S2352152X23003821 MainenerpowaprojectsNessuna valutazione finora
- BC02Documento22 pagineBC02Alaa SalemNessuna valutazione finora
- Bioresource Technology: Zhou Fang, Hai-Liang Song, Ning Cang, Xian-Ning LiDocumento7 pagineBioresource Technology: Zhou Fang, Hai-Liang Song, Ning Cang, Xian-Ning LiLupita LagunesNessuna valutazione finora
- Water and Energy Use in Mineral ProcessingDocumento5 pagineWater and Energy Use in Mineral ProcessingEnoque MatheNessuna valutazione finora
- Microbial Fuel Cells For Wastewater Treatment PDFDocumento8 pagineMicrobial Fuel Cells For Wastewater Treatment PDFanjali nNessuna valutazione finora
- A 3-D Multiphase Model of Proton Exchange Membrane Electrolyzer Based On Open-Source CFDDocumento15 pagineA 3-D Multiphase Model of Proton Exchange Membrane Electrolyzer Based On Open-Source CFDdigitalginga2Nessuna valutazione finora
- 11 - О - Моделирование интегрированного процесса прямого осмоса-нанофильтрации для очистки и рециркуляции сточных вод кожевенного производстваDocumento12 pagine11 - О - Моделирование интегрированного процесса прямого осмоса-нанофильтрации для очистки и рециркуляции сточных вод кожевенного производстваТатьянаNessuna valutazione finora
- Hydropower Opportunities in The Water Industry PDFDocumento11 pagineHydropower Opportunities in The Water Industry PDFarvinekoputrantoNessuna valutazione finora
- Hydrogen Gas Production From Waste Water 1670566516Documento7 pagineHydrogen Gas Production From Waste Water 1670566516Ian PillayNessuna valutazione finora
- 1 s2.0 S0013468620313323 MainDocumento11 pagine1 s2.0 S0013468620313323 MainThong NguyenNessuna valutazione finora
- Energy Conversion and Management: A. Marni Sandid, M. Bassyouni, Driss Nehari, Y. ElhenawyDocumento14 pagineEnergy Conversion and Management: A. Marni Sandid, M. Bassyouni, Driss Nehari, Y. Elhenawymahmoud hassanNessuna valutazione finora
- 1 s2.0 S0142727X22000698 MainDocumento14 pagine1 s2.0 S0142727X22000698 MainMarcelo MachadoNessuna valutazione finora
- 1 s2.0 S136403211731451X MainDocumento15 pagine1 s2.0 S136403211731451X Mainmmali6384Nessuna valutazione finora
- Energy Conversion and Management: SciencedirectDocumento16 pagineEnergy Conversion and Management: SciencedirectAbhishek PathakNessuna valutazione finora
- Sistema Híbrido Adaptable Eólico Solar para El Tratamiento de Aguas Residuales DomésticasDocumento11 pagineSistema Híbrido Adaptable Eólico Solar para El Tratamiento de Aguas Residuales DomésticasFranco IsraelNessuna valutazione finora
- Intra-Annual Variability in The Performance of An Oscillating Water Column Wave Energy ConverterDocumento10 pagineIntra-Annual Variability in The Performance of An Oscillating Water Column Wave Energy ConverterSthefanoNessuna valutazione finora
- Separation and Purification TechnologyDocumento8 pagineSeparation and Purification TechnologyMehri HosseiniNessuna valutazione finora
- Sophia 2015Documento9 pagineSophia 2015Ganavi JNessuna valutazione finora
- Avaliação Do Ciclo de Vida Das Turbinas Eólicas em Pınarbaşı-KayseriDocumento11 pagineAvaliação Do Ciclo de Vida Das Turbinas Eólicas em Pınarbaşı-KayseriAna Beatriz MesquitaNessuna valutazione finora
- 1 s2.0 S0011916409003397 Main PDFDocumento18 pagine1 s2.0 S0011916409003397 Main PDFعمر البادئNessuna valutazione finora
- Gravitricity Based On Solar and Gravity Energy StoDocumento14 pagineGravitricity Based On Solar and Gravity Energy StoMokhi Maan SiddiquiNessuna valutazione finora
- Processing of Electroplating Industry Wastewater by MFCDocumento8 pagineProcessing of Electroplating Industry Wastewater by MFCMuhamad SuharNessuna valutazione finora
- 1 s2.0 S096085241401863X MainDocumento7 pagine1 s2.0 S096085241401863X MainAmit Kumar ChaurasiaNessuna valutazione finora
- UNIT V FINAL Updated 2019Documento19 pagineUNIT V FINAL Updated 2019Damotharan Sathesh KumarNessuna valutazione finora
- Solid Oxide Fuel Cells For ShippingDocumento11 pagineSolid Oxide Fuel Cells For Shippingmuhammet zahit bakışNessuna valutazione finora
- Water Softening Using MDCsDocumento6 pagineWater Softening Using MDCsOmkar ShindeNessuna valutazione finora
- 2018, Fane, A Grand Challenge For Membrane Desalination More Water, Less CarbonDocumento9 pagine2018, Fane, A Grand Challenge For Membrane Desalination More Water, Less CarbonDaniel Alejandro Jara PaineanNessuna valutazione finora
- CaM - Devi Megarusti P-DikompresiDocumento8 pagineCaM - Devi Megarusti P-DikompresidevimeggaNessuna valutazione finora
- Marcus Walter: Dan AllenDocumento1 paginaMarcus Walter: Dan AllenANDINessuna valutazione finora
- Jurnal Mekanika FluidaDocumento1 paginaJurnal Mekanika FluidadevimeggaNessuna valutazione finora
- Bioresource TechnologyDocumento7 pagineBioresource TechnologydevimeggaNessuna valutazione finora
- Gramma Top HoraDocumento12 pagineGramma Top HoradevimeggaNessuna valutazione finora
- Pre Accion PDFDocumento8 paginePre Accion PDFjhoger2012Nessuna valutazione finora
- Flapper Diverter Valve BrochureDocumento4 pagineFlapper Diverter Valve BrochureRicardo Ramírez ZapataNessuna valutazione finora
- Notificatio N (Rese Rvation) Gove Rnment: A Cu) UTDocumento1 paginaNotificatio N (Rese Rvation) Gove Rnment: A Cu) UT122-Ayush Kumar ParganihaNessuna valutazione finora
- Calculating The Maximum Attenuation For Optical Fiber LinksDocumento5 pagineCalculating The Maximum Attenuation For Optical Fiber LinksMiguel LiceagaNessuna valutazione finora
- CostingDocumento5 pagineCosting83pankajNessuna valutazione finora
- SET-1: Answer To The Interview QuestionsDocumento9 pagineSET-1: Answer To The Interview QuestionsÆshok IncreĐible KingNessuna valutazione finora
- SamplesDocumento14 pagineSamplesSanjayNessuna valutazione finora
- PRO-II Thermodynamic Model SelectionDocumento79 paginePRO-II Thermodynamic Model Selectionchemsac2100% (1)
- Matrix APDDocumento1 paginaMatrix APDQHSE BTGNessuna valutazione finora
- Dynamo - WikipediaDocumento13 pagineDynamo - WikipediaIKENNANessuna valutazione finora
- VVP Engineering College: Assignment 2Documento12 pagineVVP Engineering College: Assignment 2Fake 1Nessuna valutazione finora
- Gas Technology Institute PresentationDocumento14 pagineGas Technology Institute PresentationAris KancilNessuna valutazione finora
- HKTM StokDocumento406 pagineHKTM Stokfratk8093Nessuna valutazione finora
- Difference Between Nm3 Vs Sm3Documento1 paginaDifference Between Nm3 Vs Sm3Arun kumarNessuna valutazione finora
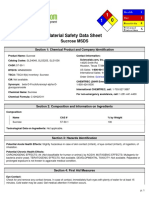
- Sukrosa PDFDocumento5 pagineSukrosa PDFSilvi TatianNessuna valutazione finora
- DASApplicationForm PDFDocumento3 pagineDASApplicationForm PDFEngr.Hamid Ismail CheemaNessuna valutazione finora
- Altapail Ii: 20-Liter or 5-Gallon Pail MeltersDocumento2 pagineAltapail Ii: 20-Liter or 5-Gallon Pail MeltersjorgeramosvasNessuna valutazione finora
- Euro Tempered Glass Industries Corp. - Company ProfileDocumento18 pagineEuro Tempered Glass Industries Corp. - Company Profileunited harvest corpNessuna valutazione finora
- CH 16Documento20 pagineCH 16Engr. Talha Riaz PersotaNessuna valutazione finora
- Kata Loge 128Documento312 pagineKata Loge 128Anonymous O5F8rZYuboNessuna valutazione finora
- Administration-Guide Open Bee OCSDocumento7 pagineAdministration-Guide Open Bee OCSpeka76Nessuna valutazione finora
- FM GREASE AX EP SERIES - Data Sheet PDFDocumento2 pagineFM GREASE AX EP SERIES - Data Sheet PDFricardo gomezNessuna valutazione finora
- Ganesh Balasubramanian (Eds.) - Advances in Nanomaterials - Fundamentals, Properties and Applications-Springer International Publishing (2018)Documento181 pagineGanesh Balasubramanian (Eds.) - Advances in Nanomaterials - Fundamentals, Properties and Applications-Springer International Publishing (2018)Jesus Moreno Castillo100% (1)
- TS 34Documento2 pagineTS 34Sunil Maurya0% (1)
- LogisticsDocumento72 pagineLogisticsqzm74lNessuna valutazione finora
- Actividad 1 Lorena GuerreroDocumento4 pagineActividad 1 Lorena GuerreroAlfonso GutierrezNessuna valutazione finora
- Admission Form STHP-2020 Nov-4-2019Documento2 pagineAdmission Form STHP-2020 Nov-4-2019Farjad AhmedNessuna valutazione finora
- Grinding Polishing: Kiesow Dr. BrinkmannDocumento36 pagineGrinding Polishing: Kiesow Dr. BrinkmannChoice OrganoNessuna valutazione finora
- Passat No. 13/1: Comfort System, With Alarm SystemDocumento16 paginePassat No. 13/1: Comfort System, With Alarm SystemLuix TiradoNessuna valutazione finora
- MTK 1023-Material and ConsumableDocumento13 pagineMTK 1023-Material and ConsumableGraceLamNessuna valutazione finora