Potrebbero piacerti anche
- Process Analytical Technology: Spectroscopic Tools and Implementation Strategies for the Chemical and Pharmaceutical IndustriesDa EverandProcess Analytical Technology: Spectroscopic Tools and Implementation Strategies for the Chemical and Pharmaceutical IndustriesKatherine A. BakeevNessuna valutazione finora
- Npe SD Sqe Pip Ax4303 0009 Pad Leak TestDocumento7 pagineNpe SD Sqe Pip Ax4303 0009 Pad Leak TestYulian Adhriansyah100% (1)
- Concrete Materials: Properties, Specifications, and TestingDa EverandConcrete Materials: Properties, Specifications, and TestingValutazione: 4.5 su 5 stelle4.5/5 (5)
- Hydrostatic Test ProcedureDocumento8 pagineHydrostatic Test ProcedureNenad TomicNessuna valutazione finora
- WHP02-SMO1 Pressure Test & Test Pack - For ReviewDocumento21 pagineWHP02-SMO1 Pressure Test & Test Pack - For ReviewkristianNessuna valutazione finora
- 2632 PL DS 001 Line PipeDocumento3 pagine2632 PL DS 001 Line PipeAdvisNessuna valutazione finora
- A Ple Spe 200 30011 1Documento27 pagineA Ple Spe 200 30011 1BadiNessuna valutazione finora
- A-Qac-Pro-730-38930 Rev ADocumento10 pagineA-Qac-Pro-730-38930 Rev ARamzi ZoghlamiNessuna valutazione finora
- SPC. 00-ZA-E-09101: Incidental Scenario IdentificationDocumento22 pagineSPC. 00-ZA-E-09101: Incidental Scenario IdentificationMauro MLR100% (1)
- PEW 107.02 Insp Existing PipelineDocumento71 paginePEW 107.02 Insp Existing PipelineRamanujan IyerNessuna valutazione finora
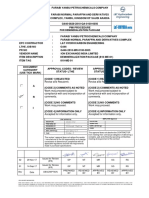
- TRHT TB PL 18 OO 202 - 0 - SignedDocumento20 pagineTRHT TB PL 18 OO 202 - 0 - Signedbelhaska100% (1)
- C5000 16 G28 B V04 B02 PDFDocumento321 pagineC5000 16 G28 B V04 B02 PDFAhmed OmarNessuna valutazione finora
- Line List PDFDocumento4 pagineLine List PDFAroon CheNessuna valutazione finora
- 220810DTST24002 Exde01Documento33 pagine220810DTST24002 Exde01Mikail Idris KartadipuraNessuna valutazione finora
- MS002-UZ-PRO-0B1-50220 - B01 Welding Qualification Plan For Riser FabDocumento19 pagineMS002-UZ-PRO-0B1-50220 - B01 Welding Qualification Plan For Riser FabPuspita LerianaNessuna valutazione finora
- 2005-6031-2L-0009 Rev.C Specification For Pipeline TestingDocumento13 pagine2005-6031-2L-0009 Rev.C Specification For Pipeline Testinghavuta100% (1)
- WT Calculation - Pipelines With CRA CladDocumento6 pagineWT Calculation - Pipelines With CRA CladShankar VadivelNessuna valutazione finora
- F2-SUR-001Rev2 Survey Spec For Subsea PipelinesDocumento25 pagineF2-SUR-001Rev2 Survey Spec For Subsea PipelinesVivek PatilNessuna valutazione finora
- Code and Standard in OGDocumento8 pagineCode and Standard in OGTatit P. PrapancaNessuna valutazione finora
- Bb.g-Vsp-Pve-Ed-20-Me-Das-001 - 0Documento24 pagineBb.g-Vsp-Pve-Ed-20-Me-Das-001 - 0Luong AnhNessuna valutazione finora
- Technical Query Register - PC KETAPANG II LTD JDA2 UpdateDocumento7 pagineTechnical Query Register - PC KETAPANG II LTD JDA2 Updatezigwied SirNessuna valutazione finora
- H8 SSP 00 066 N01 68585 - 0 - 006 PDFDocumento37 pagineH8 SSP 00 066 N01 68585 - 0 - 006 PDFemmanuelNessuna valutazione finora
- Q116 Hydrostatic Test ProcedureDocumento18 pagineQ116 Hydrostatic Test ProcedureParthiban NCNessuna valutazione finora
- 24191000-2, Gas Metering Skid As BuiltDocumento6 pagine24191000-2, Gas Metering Skid As BuiltAtty AttyNessuna valutazione finora
- Appendix 2F Pipeline Hydro Test PlanDocumento23 pagineAppendix 2F Pipeline Hydro Test PlanSanjay KumarNessuna valutazione finora
- 2G & 5GDocumento2 pagine2G & 5GRahul MoottolikandyNessuna valutazione finora
- Balance Line Purge Valve Vent 1 Pig Trap Isolation Valve Vent 2Documento4 pagineBalance Line Purge Valve Vent 1 Pig Trap Isolation Valve Vent 2Rohit VermaNessuna valutazione finora
- To HQ 02 027 00 PhilosophyforFlowMeteringSystems OnshoreDocumento12 pagineTo HQ 02 027 00 PhilosophyforFlowMeteringSystems OnshoreagaricusNessuna valutazione finora
- PEP Onshore PipelineDocumento76 paginePEP Onshore PipelineYudha MaulanaNessuna valutazione finora
- List of Codes, Standards and RegulationsDocumento59 pagineList of Codes, Standards and RegulationsarissaNessuna valutazione finora
- To-HQ-02-037 Rev 00 Philosophy For Piping Design - OnshoreDocumento41 pagineTo-HQ-02-037 Rev 00 Philosophy For Piping Design - OnshoreBassem BalghouthiNessuna valutazione finora
- TDW C-Pro Series White PaperDocumento8 pagineTDW C-Pro Series White PaperSujay SarkarNessuna valutazione finora
- STFFD P1 004003 P05 0001 Rev C FAT Procedure For Complete Skid PDFDocumento50 pagineSTFFD P1 004003 P05 0001 Rev C FAT Procedure For Complete Skid PDFSugeng WahyudiNessuna valutazione finora
- Saipem Pipeline 2013Documento86 pagineSaipem Pipeline 2013kbarzahNessuna valutazione finora
- 321 AeDocumento72 pagine321 AeMauro MLR100% (1)
- 1242352015di400100 D1Documento6 pagine1242352015di400100 D1Cristinel NechiforNessuna valutazione finora
- ACG Phase1 ESIA EngDocumento1.175 pagineACG Phase1 ESIA EngEzzadin BabanNessuna valutazione finora
- G446-0828-2810-QA-0100-0050 PMI ProcedureDocumento9 pagineG446-0828-2810-QA-0100-0050 PMI ProcedureVinay Yadav100% (1)
- Ghanas Jubilee Gas Export Pipeline ProjectDocumento26 pagineGhanas Jubilee Gas Export Pipeline ProjectEbenezer Amoah-Kyei100% (3)
- Tugas Report Segregation Fase 1Documento11 pagineTugas Report Segregation Fase 1faustinapmNessuna valutazione finora
- Hot Tapping Procedure Into Existing PLEMDocumento1 paginaHot Tapping Procedure Into Existing PLEMBalanNessuna valutazione finora
- Documents Accessories Cosasco Two Inch System PDFDocumento4 pagineDocuments Accessories Cosasco Two Inch System PDFAlex CarreraNessuna valutazione finora
- 003 - Exhibit A Scope of WorkDocumento16 pagine003 - Exhibit A Scope of WorkAF Dowell MirinNessuna valutazione finora
- Enbridge Revised Pipeline Backfill Plan 20100817Documento14 pagineEnbridge Revised Pipeline Backfill Plan 20100817adeoye_okunoyeNessuna valutazione finora
- 583-9738 Procedure For Piping 00Documento22 pagine583-9738 Procedure For Piping 00sivaramNessuna valutazione finora
- Upper Zakum 750 Islands Surface Facilities Project - EPC2 PROJECT No. P7512Documento15 pagineUpper Zakum 750 Islands Surface Facilities Project - EPC2 PROJECT No. P7512Anonymous xyZH2OaUVNessuna valutazione finora
- Instruction To Vendor Certificates ManagementDocumento11 pagineInstruction To Vendor Certificates ManagementdhasdjNessuna valutazione finora
- A.3.10 JP152-300-DQP-05.81-90014-02 Gross Leak TestingDocumento7 pagineA.3.10 JP152-300-DQP-05.81-90014-02 Gross Leak TestingJabel Oil Services Technical DPT100% (1)
- ITP 07-2 3LPP CS Rev.4 E0660-P10361121-H03-2001-05 (CODE 1) PDFDocumento29 pagineITP 07-2 3LPP CS Rev.4 E0660-P10361121-H03-2001-05 (CODE 1) PDFBlade ChannelTvNessuna valutazione finora
- Buried Pipeline Lowering in Trench Stress AnalysisDocumento9 pagineBuried Pipeline Lowering in Trench Stress AnalysisGhanshyam ShuklaNessuna valutazione finora
- ITP's and ITR's A Necessary - Monster - PDFDocumento5 pagineITP's and ITR's A Necessary - Monster - PDFshastri85Nessuna valutazione finora
- TRHT SP Te 86 Oo 203 - 0Documento28 pagineTRHT SP Te 86 Oo 203 - 0belhaska100% (1)
- Existing Pipeline Cable Under Crossings - ADDENDUM To PROCEDURE - RO3Documento8 pagineExisting Pipeline Cable Under Crossings - ADDENDUM To PROCEDURE - RO3MitchellgranyNessuna valutazione finora
- 1 ITB For Scour Protection at SLTS PROJECTDocumento13 pagine1 ITB For Scour Protection at SLTS PROJECTEng Muhammad Afzal AlmaniNessuna valutazione finora
- Offshore Pipeline Hydraulic and Mechanical AnalysesDocumento25 pagineOffshore Pipeline Hydraulic and Mechanical AnalysesEslam RedaNessuna valutazione finora
- CE & EH WHP - Pressure Test & Test Pack Procedure: Block 5 - AL SHAHEEN FIELD DevelopmentDocumento20 pagineCE & EH WHP - Pressure Test & Test Pack Procedure: Block 5 - AL SHAHEEN FIELD DevelopmentkristianNessuna valutazione finora
- Tube Fitting Technical SpecificationDocumento4 pagineTube Fitting Technical Specificationksivakumar09100% (2)
- Project 140 Final ReportDocumento205 pagineProject 140 Final ReportingrclNessuna valutazione finora
- FLEXIBLE FLOWLINE RELOCATION & TIE-IN PROCEDURE Rev A - 12022-AMC-TIN-PRO-0016 - IssuedDocumento94 pagineFLEXIBLE FLOWLINE RELOCATION & TIE-IN PROCEDURE Rev A - 12022-AMC-TIN-PRO-0016 - IssuedWilliam O Okolotu100% (1)
- Commissioning ProcedureDocumento7 pagineCommissioning ProcedureAndreas Schlager100% (5)
- Pile Cap Design - ColumnsDocumento6 paginePile Cap Design - Columnsntah8450% (2)
- 16 Juli 201616 Juli 2016 Tak Berkategori Tinggalkan KomentarDocumento10 pagine16 Juli 201616 Juli 2016 Tak Berkategori Tinggalkan KomentarbonnicoNessuna valutazione finora
- Perhitungan Analysis Angkur Bolt-ExcelDocumento26 paginePerhitungan Analysis Angkur Bolt-ExcelbonnicoNessuna valutazione finora
- Horizontal BraceDocumento11 pagineHorizontal BracebonnicoNessuna valutazione finora
- V C I W: Seismic Load CalculationDocumento8 pagineV C I W: Seismic Load CalculationbonnicoNessuna valutazione finora
- Pipeline Buoyancy Analysis 6 inDocumento8 paginePipeline Buoyancy Analysis 6 inbonnicoNessuna valutazione finora
- API 650 Tank Design CalculationsDocumento8 pagineAPI 650 Tank Design CalculationsMohammed EljammalNessuna valutazione finora
- Calculation Chemical Storage (Steel)Documento38 pagineCalculation Chemical Storage (Steel)bonnicoNessuna valutazione finora
- C 84524 PS KK1 CAL ST 3K 0020 - R1 Pipeline Buoyancy Control AnalysisDocumento7 pagineC 84524 PS KK1 CAL ST 3K 0020 - R1 Pipeline Buoyancy Control AnalysisbonnicoNessuna valutazione finora
- Perhitungan Pipe Culvert #1-#2rev1-For Issued - Staad - WingDocumento108 paginePerhitungan Pipe Culvert #1-#2rev1-For Issued - Staad - Wingbonnico0% (1)
- Concrete Weight CoatingDocumento50 pagineConcrete Weight Coatingbonnico75% (4)
- Calculation CCR (RC)Documento123 pagineCalculation CCR (RC)bonnicoNessuna valutazione finora
- Pipeline Buoyancy Analysis R1 6 inDocumento4 paginePipeline Buoyancy Analysis R1 6 inbonnicoNessuna valutazione finora
- 05 SSPL SPC U 0001 - 0Documento99 pagine05 SSPL SPC U 0001 - 0bonnicoNessuna valutazione finora
- C Pipe SupportDocumento25 pagineC Pipe Supportsanjay421100% (2)
- Load Cases and CombinationDocumento22 pagineLoad Cases and CombinationbonnicoNessuna valutazione finora
- Load Cases and CombinationDocumento22 pagineLoad Cases and CombinationbonnicoNessuna valutazione finora
- Hole CapacityDocumento2 pagineHole CapacityAbdul Hameed OmarNessuna valutazione finora
- 3 ALCE Insulators 12R03.1Documento12 pagine3 ALCE Insulators 12R03.1Amílcar Duarte100% (1)
- Spesifikasi PM710Documento73 pagineSpesifikasi PM710Phan'iphan'Nessuna valutazione finora
- WEB DESIGN WITH AUSTINE-converted-1Documento9 pagineWEB DESIGN WITH AUSTINE-converted-1JayjayNessuna valutazione finora
- Jesus Prayer-JoinerDocumento13 pagineJesus Prayer-Joinersleepknot_maggotNessuna valutazione finora
- 15.053/8 February 7, 2013: More Linear and Non-Linear Programming ModelsDocumento42 pagine15.053/8 February 7, 2013: More Linear and Non-Linear Programming ModelsShashank SinglaNessuna valutazione finora
- WebLMT HelpDocumento12 pagineWebLMT HelpJoão LopesNessuna valutazione finora
- Working With Difficult People Online WorksheetDocumento4 pagineWorking With Difficult People Online WorksheetHugh Fox IIINessuna valutazione finora
- Electro Fashion Sewable LED Kits WebDocumento10 pagineElectro Fashion Sewable LED Kits WebAndrei VasileNessuna valutazione finora
- Regions of Alaska PresentationDocumento15 pagineRegions of Alaska Presentationapi-260890532Nessuna valutazione finora
- Strucure Design and Multi - Objective Optimization of A Novel NPR Bumber SystemDocumento19 pagineStrucure Design and Multi - Objective Optimization of A Novel NPR Bumber System施元Nessuna valutazione finora
- B.SC BOTANY Semester 5-6 Syllabus June 2013Documento33 pagineB.SC BOTANY Semester 5-6 Syllabus June 2013Barnali DuttaNessuna valutazione finora
- CEE Annual Report 2018Documento100 pagineCEE Annual Report 2018BusinessTech100% (1)
- Work ProblemsDocumento19 pagineWork ProblemsOfelia DavidNessuna valutazione finora
- Broken BondsDocumento20 pagineBroken Bondsapi-316744816Nessuna valutazione finora
- PSG College of Technology, Coimbatore - 641 004 Semester Examinations, SemesterDocumento3 paginePSG College of Technology, Coimbatore - 641 004 Semester Examinations, SemesterBabitha DhanaNessuna valutazione finora
- Quick Help For EDI SEZ IntegrationDocumento2 pagineQuick Help For EDI SEZ IntegrationsrinivasNessuna valutazione finora
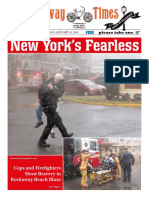
- Rockaway Times 11818Documento40 pagineRockaway Times 11818Peter J. MahonNessuna valutazione finora
- The Doshas in A Nutshell - : Vata Pitta KaphaDocumento1 paginaThe Doshas in A Nutshell - : Vata Pitta KaphaCheryl LynnNessuna valutazione finora
- Log Building News - Issue No. 76Documento32 pagineLog Building News - Issue No. 76ursindNessuna valutazione finora
- V737 OverheadDocumento50 pagineV737 OverheadnewahNessuna valutazione finora
- Chemistry Form 4 Daily Lesson Plan - CompressDocumento3 pagineChemistry Form 4 Daily Lesson Plan - Compressadila ramlonNessuna valutazione finora
- Theories of International InvestmentDocumento2 pagineTheories of International InvestmentSamish DhakalNessuna valutazione finora
- Corrosion Fatigue Phenomena Learned From Failure AnalysisDocumento10 pagineCorrosion Fatigue Phenomena Learned From Failure AnalysisDavid Jose Velandia MunozNessuna valutazione finora
- Theory GraphDocumento23 pagineTheory GraphArthur CarabioNessuna valutazione finora
- Science7 - q1 - Mod3 - Distinguishing Mixtures From Substances - v5Documento25 pagineScience7 - q1 - Mod3 - Distinguishing Mixtures From Substances - v5Bella BalendresNessuna valutazione finora
- The Magic DrumDocumento185 pagineThe Magic Drumtanishgiri2012Nessuna valutazione finora
- 05 x05 Standard Costing & Variance AnalysisDocumento27 pagine05 x05 Standard Costing & Variance AnalysisMary April MasbangNessuna valutazione finora
- Test ScienceDocumento2 pagineTest Sciencejam syNessuna valutazione finora
- Powerpoint Speaker NotesDocumento4 paginePowerpoint Speaker Notesapi-273554555Nessuna valutazione finora