Potrebbero piacerti anche
- Transportation of ConcreteDocumento12 pagineTransportation of Concretesagar devidas khot100% (3)
- Concrete: BatchingDocumento12 pagineConcrete: BatchingSahana MishraNessuna valutazione finora
- AgregateDocumento30 pagineAgregateIntan MadiaaNessuna valutazione finora
- Segregation and BleedingDocumento3 pagineSegregation and BleedingMurtuza khan TkNessuna valutazione finora
- Construction Method For Bocboc FootbridgeDocumento6 pagineConstruction Method For Bocboc FootbridgeSarah Lyn AblingNessuna valutazione finora
- Properties of AggregatesDocumento2 pagineProperties of Aggregateskashifsaeed52Nessuna valutazione finora
- Mod 04 - MortarDocumento42 pagineMod 04 - MortarVictor creedNessuna valutazione finora
- Reteta PaveleDocumento6 pagineReteta Pavelecristi_amaNessuna valutazione finora
- Lesson 3 Properties of Fresh Concrete and Factors Affecting PropertiesDocumento6 pagineLesson 3 Properties of Fresh Concrete and Factors Affecting PropertiesajaytrixNessuna valutazione finora
- Concrete: by Ikmalzatul AbdullahDocumento46 pagineConcrete: by Ikmalzatul AbdullahNaag RajNessuna valutazione finora
- Factors Affecting Concrete WorkabilityDocumento4 pagineFactors Affecting Concrete WorkabilityAli ArsalanNessuna valutazione finora
- Agg in ConcreteDocumento1 paginaAgg in ConcreteshahNessuna valutazione finora
- Concrete WorksDocumento82 pagineConcrete WorksarnoldalejadoNessuna valutazione finora
- 12 MortarsDocumento16 pagine12 MortarsAhmed AliNessuna valutazione finora
- Fresh ConcreteDocumento12 pagineFresh ConcreteAnuj PatelNessuna valutazione finora
- Book PDFDocumento60 pagineBook PDFSiva KrishnaNessuna valutazione finora
- CMT ReportDocumento3 pagineCMT ReportAllan DeGuzman Dela VegaNessuna valutazione finora
- MortarDocumento56 pagineMortarAlemayehu DargeNessuna valutazione finora
- ConcreteDocumento12 pagineConcreteAbhinavNessuna valutazione finora
- Effects of Sand On Properties of ConcreteDocumento3 pagineEffects of Sand On Properties of ConcreteManish WaniNessuna valutazione finora
- UNIT-1 Cement Mortar & Concrete: Prepared By-Deepti Singh (Assistant Professor)Documento39 pagineUNIT-1 Cement Mortar & Concrete: Prepared By-Deepti Singh (Assistant Professor)Harkamal Singh DevgunNessuna valutazione finora
- CIP 38 - Pervious ConcreteDocumento2 pagineCIP 38 - Pervious ConcreteHyunkyoun JinNessuna valutazione finora
- Under Water ConcretingDocumento20 pagineUnder Water ConcretingPrasannaram100% (2)
- BIA Technical Note 7bDocumento7 pagineBIA Technical Note 7bBoCoRunnerNessuna valutazione finora
- Pumpig Operation and MethodDocumento3 paginePumpig Operation and MethodManish WaniNessuna valutazione finora
- Difference Between FA and CADocumento4 pagineDifference Between FA and CAsabiha naazNessuna valutazione finora
- Mud Plasters and Renders: Fundamental PropertiesDocumento4 pagineMud Plasters and Renders: Fundamental PropertiesvikasdrawingNessuna valutazione finora
- Summer Training ReportDocumento12 pagineSummer Training Reportapi-270203066100% (1)
- Construction Project ReportDocumento39 pagineConstruction Project ReportVishal Tiwari0% (1)
- Assignment ConcreteDocumento10 pagineAssignment ConcreteMuhammad NaqibNessuna valutazione finora
- ConcreteDocumento42 pagineConcreteAmos kiprutoNessuna valutazione finora
- Concrete NotesDocumento4 pagineConcrete NotesdaleemaNessuna valutazione finora
- Fresh Concrete: by Habtamu MelesseDocumento8 pagineFresh Concrete: by Habtamu MelesseGemechuNessuna valutazione finora
- MortarDocumento35 pagineMortarNaol AdugnaNessuna valutazione finora
- Building TechDocumento16 pagineBuilding TechKen AndreiNessuna valutazione finora
- NICMAR GPQS-11 - Construction TechnologyDocumento11 pagineNICMAR GPQS-11 - Construction TechnologyshajbabyNessuna valutazione finora
- Concrete Making MaterialsDocumento8 pagineConcrete Making MaterialsEng Aidaruos Abdi MatanNessuna valutazione finora
- Your Guide To PlasteringDocumento8 pagineYour Guide To PlasteringChristopher GeorgeNessuna valutazione finora
- Porous Concrete PresentationDocumento27 paginePorous Concrete PresentationAshish pareek100% (1)
- Lecture-10 Canal LiningDocumento19 pagineLecture-10 Canal LiningTamour KhalilNessuna valutazione finora
- Lecture 06 Pumped Sprayed-1Documento8 pagineLecture 06 Pumped Sprayed-1Zaid HabibuNessuna valutazione finora
- Mortar 1.4.1 General: Handbook On Masonry Design and Construction-Part 2 111Documento3 pagineMortar 1.4.1 General: Handbook On Masonry Design and Construction-Part 2 111SajidAliKhanNessuna valutazione finora
- Light Weight ConcreteDocumento46 pagineLight Weight ConcreteJay BadiyaniNessuna valutazione finora
- Construction of Pervious PavementDocumento6 pagineConstruction of Pervious PavementJessa Dynn Agraviador VelardeNessuna valutazione finora
- 51 Properties of Concrete How To CalculaDocumento10 pagine51 Properties of Concrete How To CalculaOmer ElbalalNessuna valutazione finora
- Libro Concreto PcaDocumento326 pagineLibro Concreto Pcaemilio_castelblanc_1Nessuna valutazione finora
- Fundamentals of ConcreteDocumento12 pagineFundamentals of ConcreteMuhammad Sajid100% (1)
- Concrete BasicsDocumento27 pagineConcrete BasicsPradeepLokhandeNessuna valutazione finora
- Concrete Construction, Curing and Skid ResistanceDocumento38 pagineConcrete Construction, Curing and Skid ResistanceEarl AguilarNessuna valutazione finora
- MasonryMortars PDFDocumento20 pagineMasonryMortars PDFa.tabkhi1980Nessuna valutazione finora
- Chapter 4 Quality ControlDocumento12 pagineChapter 4 Quality ControlOdiit StephenNessuna valutazione finora
- Ce2071 - Repair and Rehablitation of Structures (For Viii - Semester)Documento15 pagineCe2071 - Repair and Rehablitation of Structures (For Viii - Semester)Abera MamoNessuna valutazione finora
- Mortar: Ramanpreet KaurDocumento28 pagineMortar: Ramanpreet KaurShubham SrivastavaNessuna valutazione finora
- Fresh Concrete - Workability PDFDocumento31 pagineFresh Concrete - Workability PDFTran Huynh Nam100% (1)
- (Refer PPT For Graphs & Figures) : Cement StabilizationDocumento17 pagine(Refer PPT For Graphs & Figures) : Cement StabilizationJaisuryaNessuna valutazione finora
- WorkabilityDocumento24 pagineWorkabilitykhaled nawazNessuna valutazione finora
- p8132 Your Guide To Concrete Brick and Block Making R PDFDocumento2 paginep8132 Your Guide To Concrete Brick and Block Making R PDFengkjNessuna valutazione finora
- Concrete Technology Assignment 1Documento18 pagineConcrete Technology Assignment 1Boiki RabewuNessuna valutazione finora
- Project Report Google 2Documento13 pagineProject Report Google 2Deepesh NakumNessuna valutazione finora
- Church Balcony SteelDocumento1 paginaChurch Balcony SteelIsaac Mureithi MainaNessuna valutazione finora
- Isolated Base To Ec2Documento12 pagineIsolated Base To Ec2Isaac Mureithi MainaNessuna valutazione finora
- Structure LayoutDocumento1 paginaStructure LayoutIsaac Mureithi MainaNessuna valutazione finora
- Structural Design BasisDocumento4 pagineStructural Design BasisTon Figueroa100% (1)
- Slanting Balcony BeamsDocumento1 paginaSlanting Balcony BeamsIsaac Mureithi MainaNessuna valutazione finora
- Structural Design BasisDocumento4 pagineStructural Design BasisTon Figueroa100% (1)
- TrussesDocumento1 paginaTrussesIsaac Mureithi MainaNessuna valutazione finora
- Columns RC DetailsDocumento1 paginaColumns RC DetailsIsaac Mureithi MainaNessuna valutazione finora
- Section For BalconyDocumento1 paginaSection For BalconyIsaac Mureithi MainaNessuna valutazione finora
- Slab RC DetailsDocumento1 paginaSlab RC DetailsIsaac Mureithi MainaNessuna valutazione finora
- Foundation LayoutDocumento1 paginaFoundation LayoutIsaac Mureithi MainaNessuna valutazione finora
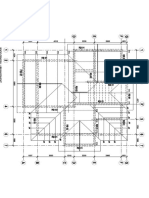
- First FloorDocumento1 paginaFirst FloorIsaac Mureithi MainaNessuna valutazione finora
- Beam RC DetailsDocumento1 paginaBeam RC DetailsIsaac Mureithi MainaNessuna valutazione finora
- Roof Layout PlanDocumento1 paginaRoof Layout PlanIsaac Mureithi MainaNessuna valutazione finora
- Making Dairy MealDocumento1 paginaMaking Dairy MealIsaac Mureithi MainaNessuna valutazione finora
- Pile SpecsDocumento1 paginaPile SpecsIsaac Mureithi MainaNessuna valutazione finora
- Measurement SheetDocumento1 paginaMeasurement SheetIsaac Mureithi MainaNessuna valutazione finora
- Floor SlabDocumento1 paginaFloor SlabIsaac Mureithi MainaNessuna valutazione finora
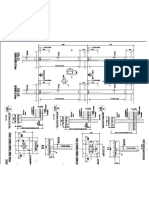
- Beam ElevationDocumento1 paginaBeam ElevationIsaac Mureithi MainaNessuna valutazione finora
- PilesDocumento2 paginePilesIsaac Mureithi MainaNessuna valutazione finora
- How To Make Maziwa MalaDocumento1 paginaHow To Make Maziwa MalaIsaac Mureithi MainaNessuna valutazione finora
- Goat Project Cash FlowDocumento2 pagineGoat Project Cash FlowIsaac Mureithi MainaNessuna valutazione finora
- BeamDocumento1 paginaBeamIsaac Mureithi MainaNessuna valutazione finora
- Consultant'S Name:: Firm's Experience and OrganizationDocumento5 pagineConsultant'S Name:: Firm's Experience and OrganizationIsaac Mureithi MainaNessuna valutazione finora
- Ground Floor in AutocadDocumento1 paginaGround Floor in AutocadIsaac Mureithi MainaNessuna valutazione finora
- Kenyan Timber Grade StressesDocumento2 pagineKenyan Timber Grade StressesIsaac Mureithi MainaNessuna valutazione finora
- Design InformationDocumento1 paginaDesign InformationIsaac Mureithi MainaNessuna valutazione finora
- Specs For Bored PilingDocumento23 pagineSpecs For Bored PilingIsaac Mureithi MainaNessuna valutazione finora
- Specs For Bored PilingDocumento23 pagineSpecs For Bored PilingIsaac Mureithi MainaNessuna valutazione finora
- Summary of DPWH Standard Specs and Min Test RequirmentDocumento34 pagineSummary of DPWH Standard Specs and Min Test Requirmentcharlee_05Nessuna valutazione finora
- HIGH WAY TRPDocumento45 pagineHIGH WAY TRPTatenda PaduzeNessuna valutazione finora
- Testing Aggregates - : Part 111: Methods For Determination of Ten Per Cent Fines Value (TFV)Documento12 pagineTesting Aggregates - : Part 111: Methods For Determination of Ten Per Cent Fines Value (TFV)addymoreNessuna valutazione finora
- QCS 2010 Part 14 Road DrainageDocumento8 pagineQCS 2010 Part 14 Road DrainageRotsapNayrb100% (4)
- Studies On The Improvement of Characteristics of Bitumen With Use of Waste PlasticDocumento6 pagineStudies On The Improvement of Characteristics of Bitumen With Use of Waste PlasticAnurag TiwariNessuna valutazione finora
- RWR Method Statement-R00Documento18 pagineRWR Method Statement-R00Rahul Kumar PatelNessuna valutazione finora
- Specification Complete Assembly 17.02.2020Documento45 pagineSpecification Complete Assembly 17.02.2020AnithaNessuna valutazione finora
- Lecture 4 - Agggregate PropertiesDocumento45 pagineLecture 4 - Agggregate Propertiesmuhammad jehangirNessuna valutazione finora
- Specification For Architectural WorksDocumento82 pagineSpecification For Architectural WorksVJ QatarNessuna valutazione finora
- Aggregate Test LimitsDocumento4 pagineAggregate Test Limitsvolmink100% (2)
- Compressive Strength Study of Green Concrete by Using FerrockDocumento18 pagineCompressive Strength Study of Green Concrete by Using FerrockMunyaNessuna valutazione finora
- 2386 7 1963 Reff2021Documento32 pagine2386 7 1963 Reff2021Raghav TiwaryNessuna valutazione finora
- Engineering Options For Maintenance of Asphalt or ConcreteDocumento78 pagineEngineering Options For Maintenance of Asphalt or ConcretePadma ShahiNessuna valutazione finora
- Management of Construction and DemolitionabudhabiDocumento37 pagineManagement of Construction and DemolitionabudhabiMelete GashawNessuna valutazione finora
- Astm C 76 - 99Documento11 pagineAstm C 76 - 99LNessuna valutazione finora
- Experimental Study On Sisal Fiber Reinforced Concrete With Addition of Fly AshDocumento7 pagineExperimental Study On Sisal Fiber Reinforced Concrete With Addition of Fly AshIJRASETPublicationsNessuna valutazione finora
- DMRB hd3816 Concrete Surfacing and MaterialsDocumento27 pagineDMRB hd3816 Concrete Surfacing and MaterialsLebo.emx Mathosa100% (1)
- Influence of Water Cement Ratios and Mix Proportions On Workability and Characteristic Strength of Concrete Containing Laterite Fine AggregateDocumento4 pagineInfluence of Water Cement Ratios and Mix Proportions On Workability and Characteristic Strength of Concrete Containing Laterite Fine AggregateEdem CHABINessuna valutazione finora
- Aggregate Impact Value TestDocumento5 pagineAggregate Impact Value TestMind Rip100% (1)
- CQP433F Batch Plants ObservationDocumento3 pagineCQP433F Batch Plants ObservationjjsalcedNessuna valutazione finora
- Specs DIVISION 1 Day2Documento29 pagineSpecs DIVISION 1 Day2Nerinel CoronadoNessuna valutazione finora
- Lecture 2 AggregtaesDocumento45 pagineLecture 2 AggregtaesRenukadevi RptNessuna valutazione finora
- Lab Tests On AggregatesDocumento15 pagineLab Tests On AggregatesYohan NyirendaNessuna valutazione finora
- An Effective Dry Sand Manufacturing Process From Japa N Potential To Replace Natural Sand Entirely in ConcreteDocumento6 pagineAn Effective Dry Sand Manufacturing Process From Japa N Potential To Replace Natural Sand Entirely in ConcreteAndres PetitNessuna valutazione finora
- CES 352 Material Testing: Experiment No. 3.2Documento6 pagineCES 352 Material Testing: Experiment No. 3.2Wasuwat PetprakobNessuna valutazione finora
- Concrete Tech 1 Sample Questions AnsDocumento18 pagineConcrete Tech 1 Sample Questions AnsJohn luckyNessuna valutazione finora
- Labour Rates (Basic) Code Description Unit 2021 Fixed Rate RsDocumento66 pagineLabour Rates (Basic) Code Description Unit 2021 Fixed Rate RsAnne PereraNessuna valutazione finora
- Table C3-1 Asce 7-10 PDFDocumento8 pagineTable C3-1 Asce 7-10 PDFamalia noorlailyNessuna valutazione finora
- Work Method Statement For Plain and Reinforced Cement Concrete PCCDocumento2 pagineWork Method Statement For Plain and Reinforced Cement Concrete PCCBhargav BbvsNessuna valutazione finora
- Mord Specifications For Rural Roads 2014 PDFDocumento626 pagineMord Specifications For Rural Roads 2014 PDFanant11235100% (3)