Potrebbero piacerti anche
- EMPAQUETADURASDocumento18 pagineEMPAQUETADURASCarlos Senin Iglesias100% (1)
- Apendice E-Empaquetaduras y SellosDocumento20 pagineApendice E-Empaquetaduras y SellosMiguel Coronel SulcaNessuna valutazione finora
- Semana 12 Empaquetaduras y Sellos Mecanicos Rev 1Documento13 pagineSemana 12 Empaquetaduras y Sellos Mecanicos Rev 1Fedor Bancoff.Nessuna valutazione finora
- Empaquetadura PrensaestopasDocumento29 pagineEmpaquetadura Prensaestopascesarcaqp100% (3)
- Acoplamientos Flexibles y Sellos MecánicosDocumento6 pagineAcoplamientos Flexibles y Sellos Mecánicosuriel mejia0% (1)
- Empaquetado para ValvulasDocumento8 pagineEmpaquetado para ValvulasRafa DuverheisenNessuna valutazione finora
- Empaquetado ValvulasDocumento11 pagineEmpaquetado ValvulasricpetNessuna valutazione finora
- Sellos MecanicosDocumento10 pagineSellos MecanicosAlex YumisacaNessuna valutazione finora
- 3 Mantenimiento de ActuadoresDocumento11 pagine3 Mantenimiento de ActuadoresAnonymous s8uUw167% (3)
- Sellos y Empaquetaduras.dDocumento9 pagineSellos y Empaquetaduras.dYerika AlvaNessuna valutazione finora
- Juntas de RetenciónDocumento8 pagineJuntas de RetenciónAndres Hincapie50% (2)
- Retenes y Soluciones en El SelladoDocumento9 pagineRetenes y Soluciones en El SelladoBrian AlvarezNessuna valutazione finora
- Cilindros Hidraulicos - Sellos1Documento63 pagineCilindros Hidraulicos - Sellos1Gustavo Vilca Masco100% (3)
- Capitulo 3-2021 - Actuadores Lineales PDFDocumento25 pagineCapitulo 3-2021 - Actuadores Lineales PDFElver DelmastroNessuna valutazione finora
- Elementos de MaquinasDocumento20 pagineElementos de MaquinasAnderson DaviranNessuna valutazione finora
- Sellos MecanicosDocumento15 pagineSellos MecanicosRicardo SalazarNessuna valutazione finora
- Buje de AutomóvilDocumento10 pagineBuje de AutomóviljosadoniasNessuna valutazione finora
- Juntas (Estanqueidad)Documento18 pagineJuntas (Estanqueidad)Loic SPNessuna valutazione finora
- 1 Cojinetes de DeslizamientoDocumento17 pagine1 Cojinetes de DeslizamientoDaneisi Andreina Silva BolivarNessuna valutazione finora
- Empaquetaduras y SellosDocumento7 pagineEmpaquetaduras y SellosGabriel Alfredo Granda VilelaNessuna valutazione finora
- Perdida VolumetricaDocumento7 paginePerdida VolumetricaRosvit De la CruzNessuna valutazione finora
- El Sellado de Ejes en Bombas CentrífugasDocumento9 pagineEl Sellado de Ejes en Bombas CentrífugasJosselin Escandón MartelNessuna valutazione finora
- Análisis de Fallas. Camisas y Pistones PDFDocumento26 pagineAnálisis de Fallas. Camisas y Pistones PDFHamid CR100% (2)
- Cojinetes de Fricción de Deslizamiento en Seco de Material CompuestoDocumento9 pagineCojinetes de Fricción de Deslizamiento en Seco de Material Compuestomar-ko_sNessuna valutazione finora
- Sellos de Gas y MecanicosDocumento33 pagineSellos de Gas y MecanicosRosaurys Fermin100% (1)
- Materiales-Valvula Luis FloresDocumento8 pagineMateriales-Valvula Luis FloresluisNessuna valutazione finora
- Sello MecanicoDocumento4 pagineSello MecanicoKatheryne Castro100% (1)
- Sellos y ManguerasDocumento51 pagineSellos y ManguerasmaxNessuna valutazione finora
- Ruben Taipe Jimenez - Tipo de SelladoresDocumento13 pagineRuben Taipe Jimenez - Tipo de SelladoresTaipe Jimenez RubenNessuna valutazione finora
- RETENES y EMPAQUETADURASDocumento6 pagineRETENES y EMPAQUETADURASCedrickR.Berrios100% (1)
- Tipos de EmpaquesDocumento8 pagineTipos de EmpaquesAlejo AcuñaNessuna valutazione finora
- Holguras Del CiguenalDocumento4 pagineHolguras Del CiguenalLg CoyagoNessuna valutazione finora
- Sellos Mecanicos ExpoDocumento37 pagineSellos Mecanicos ExpoRicardo Jose Vazquez AlvarezNessuna valutazione finora
- NTP 364Documento10 pagineNTP 364luis eduin castiblanco rodriguezNessuna valutazione finora
- Mtto Cilindros HidraulicosDocumento47 pagineMtto Cilindros Hidraulicosluis100% (1)
- Sellos y EmpaquesDocumento20 pagineSellos y EmpaquesMario Guerra LiebbeNessuna valutazione finora
- To Doc or Re AsDocumento12 pagineTo Doc or Re AsjronettoNessuna valutazione finora
- Mechanicalpacking Esp 1506 A4Documento16 pagineMechanicalpacking Esp 1506 A4Multi MaqNessuna valutazione finora
- Sesión 04 - Mantenimiento de Bombas CentrifugasDocumento46 pagineSesión 04 - Mantenimiento de Bombas CentrifugasRogger MelchorNessuna valutazione finora
- Definición de Sistema de EmpaquetaduraDocumento8 pagineDefinición de Sistema de EmpaquetaduraDore Paola P GNessuna valutazione finora
- Sellos Mecanicos Empaquetaduras y As Montaje de Una BombaDocumento3 pagineSellos Mecanicos Empaquetaduras y As Montaje de Una BombaangdanielNessuna valutazione finora
- Semana 7 Sellos Hidraulicos y O'Rings REV 1Documento85 pagineSemana 7 Sellos Hidraulicos y O'Rings REV 1Omar Alfredo Turpo TaypeNessuna valutazione finora
- Correas de DistribucionDocumento15 pagineCorreas de DistribucionHenry JoséNessuna valutazione finora
- Tuberías HidráulicasDocumento3 pagineTuberías HidráulicasDiosa RodriguezNessuna valutazione finora
- Juntas de RetenciónDocumento8 pagineJuntas de RetenciónSebastian AcostaNessuna valutazione finora
- 11-10 Tipos de SellosDocumento4 pagine11-10 Tipos de SellosSandra Camila Hernandez MartinezNessuna valutazione finora
- 3 - Sellos MecanizadosDocumento10 pagine3 - Sellos MecanizadosmikhailNessuna valutazione finora
- Ingeniería Mecánica - El Sellado de Ejes en Bombas Centrífugas. - Area MecánicaDocumento9 pagineIngeniería Mecánica - El Sellado de Ejes en Bombas Centrífugas. - Area MecánicaLeopoldo cobosNessuna valutazione finora
- Elementos de Maquinas RodamientosDocumento6 pagineElementos de Maquinas Rodamientoseass116Nessuna valutazione finora
- Tipo de Empaquetaduras ElementosDocumento10 pagineTipo de Empaquetaduras ElementosDanny Yefferson100% (1)
- Handbook Sellos Mecánicos y Planes API Petrozuata.Documento89 pagineHandbook Sellos Mecánicos y Planes API Petrozuata.Javier Salvador Fernandez Francisco100% (1)
- EmpaquesDocumento41 pagineEmpaquessusansue100% (1)
- Curso de Empaquetaduras y Sellado 2013Documento98 pagineCurso de Empaquetaduras y Sellado 2013zubiridoz100% (5)
- ACOPLAMIENTOSDocumento61 pagineACOPLAMIENTOSSusana San MartinNessuna valutazione finora
- Inf. Elementos DeslizantesDocumento4 pagineInf. Elementos DeslizantesDaniloCHNessuna valutazione finora
- Sellos HidráulicosDocumento20 pagineSellos HidráulicosGUSTAVO ALONSO GAMBOA ALCANTARANessuna valutazione finora
- Desmontaje y montaje de elementos de aluminio. TMVL0309Da EverandDesmontaje y montaje de elementos de aluminio. TMVL0309Nessuna valutazione finora
- Mantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109Da EverandMantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109Valutazione: 3 su 5 stelle3/5 (2)
- UF1256 - Planificación, control y ejecución de los procesos de protección, preparación e igualación de superficiesDa EverandUF1256 - Planificación, control y ejecución de los procesos de protección, preparación e igualación de superficiesValutazione: 5 su 5 stelle5/5 (1)
- TraducidoDocumento11 pagineTraducidoJorge Luis GuerreiroNessuna valutazione finora
- Informe Del Tractor D8T Proyecto IntegradorDocumento82 pagineInforme Del Tractor D8T Proyecto IntegradorJorge Luis Guerreiro100% (2)
- CienciaDocumento4 pagineCienciaVanessa GarciaNessuna valutazione finora
- Transformación de Los Individuos en Elementos de EquipoDocumento6 pagineTransformación de Los Individuos en Elementos de EquipoJorge Luis Guerreiro100% (1)
- TraducidoDocumento11 pagineTraducidoJorge Luis GuerreiroNessuna valutazione finora
- MantenimientoDocumento11 pagineMantenimientoAndrés ContrerasNessuna valutazione finora
- Rombo de SeguridadDocumento7 pagineRombo de Seguridadnavelly100% (2)
- Llaves TermomagneticasDocumento20 pagineLlaves TermomagneticasjeisonchavezNessuna valutazione finora
- TraducidoDocumento11 pagineTraducidoJorge Luis GuerreiroNessuna valutazione finora
- La Extinción Del Contrato de TrabajoDocumento3 pagineLa Extinción Del Contrato de TrabajoJorge Luis GuerreiroNessuna valutazione finora
- Capitulo 8Documento31 pagineCapitulo 8Miguel Angel Saravia CuevaNessuna valutazione finora
- Turb - Hidraulicas10 ProblemaDocumento26 pagineTurb - Hidraulicas10 ProblemaJoseph GutierrezNessuna valutazione finora
- AlbumDocumento19 pagineAlbumJorge Luis GuerreiroNessuna valutazione finora
- Rombo de SeguridadDocumento9 pagineRombo de SeguridadEveline Távara Valdiviezo57% (7)
- 198701Documento39 pagine198701Javier TorresNessuna valutazione finora
- Maquinas ElectricasDocumento3 pagineMaquinas ElectricasBrandon HammerNessuna valutazione finora
- Maquinas ElectricasDocumento5 pagineMaquinas ElectricasJorge Luis GuerreiroNessuna valutazione finora
- Máquinas AsíncronasDocumento51 pagineMáquinas AsíncronasOscarFerrerRibasNessuna valutazione finora
- Form. Máquinas AsincronasDocumento14 pagineForm. Máquinas AsincronasJorge Luis GuerreiroNessuna valutazione finora
- Maquinas ElectricasDocumento3 pagineMaquinas ElectricasBrandon HammerNessuna valutazione finora
- Lineas de TransmisiónDocumento137 pagineLineas de TransmisiónFernando RubioNessuna valutazione finora
- Laboratrio PreguntasDocumento7 pagineLaboratrio PreguntasJorge Luis GuerreiroNessuna valutazione finora
- Ecuación de EulerDocumento2 pagineEcuación de EulerJorge Luis GuerreiroNessuna valutazione finora
- Nuevo CalculoDocumento3 pagineNuevo CalculoJorge Luis GuerreiroNessuna valutazione finora
- 198701Documento5 pagine198701Jorge Luis GuerreiroNessuna valutazione finora
- Reglamento de Ley General Del TrabajoDocumento16 pagineReglamento de Ley General Del TrabajoMauricio Caballero Pérez0% (1)
- Adjunto 9 Formato Perfil ProyectoDocumento2 pagineAdjunto 9 Formato Perfil ProyectoJorge Luis GuerreiroNessuna valutazione finora
- ExposDocumento13 pagineExposJorge Luis GuerreiroNessuna valutazione finora
- Ejercicios ElectroDocumento45 pagineEjercicios ElectroKevin Roberto Damas AguilarNessuna valutazione finora
- LineasDocumento10 pagineLineasHector GonzalezNessuna valutazione finora
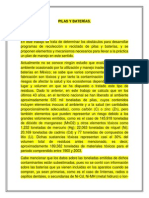
- Pilas y Bolsas de PlasticoDocumento22 paginePilas y Bolsas de PlasticoGonzo Chavez CNessuna valutazione finora
- Orientaciones Uso Loc + PursueDocumento2 pagineOrientaciones Uso Loc + Pursuecianuro12Nessuna valutazione finora
- Bemezcla Nivelacion GL TDS CLDocumento2 pagineBemezcla Nivelacion GL TDS CLBárbara Andrea Mérida OrósteguiNessuna valutazione finora
- HS Plastipuff IncoloroDocumento5 pagineHS Plastipuff IncoloroJonatan Andrés ZapataNessuna valutazione finora
- pdf445 PDFDocumento3 paginepdf445 PDFvero floresNessuna valutazione finora
- Lista AD Ven Actualizada Enero 2009Documento62 pagineLista AD Ven Actualizada Enero 2009Cesar Garcia100% (1)
- Catalogo de Ventas para ModularesDocumento19 pagineCatalogo de Ventas para Modularessonykon14Nessuna valutazione finora
- Memoria Descriptiva GNCDocumento8 pagineMemoria Descriptiva GNCParaglider100% (1)
- Lista de Utiles de 3 y 4 AñosDocumento1 paginaLista de Utiles de 3 y 4 AñosKat CarterNessuna valutazione finora
- Sol-I-01 Rev9 Inspección Visual REV1 220719Documento10 pagineSol-I-01 Rev9 Inspección Visual REV1 220719Anonymous BADkg9Nessuna valutazione finora
- 06.00 Especificaciones Tecnicas - Rev IsDocumento57 pagine06.00 Especificaciones Tecnicas - Rev IsEdwar iván López CubasNessuna valutazione finora
- La Basura y EconomiaDocumento8 pagineLa Basura y EconomiaAna Jácobo AlcántaraNessuna valutazione finora
- 18.1.3. Manual O&m Alcantarillado OkDocumento22 pagine18.1.3. Manual O&m Alcantarillado OkJonathan PMNessuna valutazione finora
- Taller de CulombimetríaDocumento3 pagineTaller de CulombimetríaLiliana BuenoNessuna valutazione finora
- Trabajo Final Zocalos y ContrazocalosDocumento24 pagineTrabajo Final Zocalos y ContrazocalosVidal Aedo GamarraNessuna valutazione finora
- Von MisesDocumento30 pagineVon MisesKaren AparicioNessuna valutazione finora
- ImpulsoresDocumento10 pagineImpulsoresJulian MartinezNessuna valutazione finora
- Aldehidos y Cetonas, Segunda ParteDocumento6 pagineAldehidos y Cetonas, Segunda ParteSabadoGrisNessuna valutazione finora
- Evaluación Metalográfica de La Chapa de Acero Al Silicio y de Los Devanados Del Núcleo Del TransformDocumento14 pagineEvaluación Metalográfica de La Chapa de Acero Al Silicio y de Los Devanados Del Núcleo Del TransformOtoniel Olán JiménezNessuna valutazione finora
- Experimento Del Agua y AceiteDocumento3 pagineExperimento Del Agua y AceiteJosé Carhuapoma La SernaNessuna valutazione finora
- Cimentacion ProfundaDocumento21 pagineCimentacion ProfundaJuan Carlos Barrios Tapia100% (1)
- Catalogo de SoldadurasDocumento18 pagineCatalogo de SoldadurasNana DelgadoNessuna valutazione finora
- Industrias de Catalizadores en El Ecuador2.0 1Documento15 pagineIndustrias de Catalizadores en El Ecuador2.0 1Erika DanielaNessuna valutazione finora
- Informe Final Materiales - Hormigon Con FibrasDocumento23 pagineInforme Final Materiales - Hormigon Con FibrasMartin FolkNessuna valutazione finora
- Caso de Estudio Muebles HurtadoDocumento7 pagineCaso de Estudio Muebles HurtadoFranco Alexander CocaNessuna valutazione finora
- Métodos MisciblesDocumento6 pagineMétodos MisciblesLuisA.HarCórNessuna valutazione finora
- OP-PRC-043-SP10 Procedimiento para Vaciado de Concreto.v0Documento26 pagineOP-PRC-043-SP10 Procedimiento para Vaciado de Concreto.v0Nestor Alfredo Mesa CalaNessuna valutazione finora
- Ficha Técnica CTK 220 LTS Diesel.Documento2 pagineFicha Técnica CTK 220 LTS Diesel.eehhvNessuna valutazione finora
- MECANIZADODocumento78 pagineMECANIZADOJose Gonzalez BuizaNessuna valutazione finora
- Registro de Conversaciones Curso de Esmaltes - 14 y 15 de Agosto - Idearios Escuela de Alfarería - Argentina 2020-08-15 16 - 56Documento14 pagineRegistro de Conversaciones Curso de Esmaltes - 14 y 15 de Agosto - Idearios Escuela de Alfarería - Argentina 2020-08-15 16 - 56Josue LeivaNessuna valutazione finora