Potrebbero piacerti anche
- Análisis PestelDocumento3 pagineAnálisis PestelLINA0% (1)
- Boletín CHICO IV-2022Documento81 pagineBoletín CHICO IV-2022Jose Fernando Hernandez Guillen100% (6)
- Triptico-Espacios ConfinadosDocumento2 pagineTriptico-Espacios ConfinadosDNI1790975286% (7)
- Tríptico Plan de EmergenciaDocumento2 pagineTríptico Plan de Emergenciaokr15100% (4)
- Las 5 SDocumento24 pagineLas 5 SJulieth Baena - Julietha Gallo100% (1)
- Evaluacion 5 SDocumento8 pagineEvaluacion 5 SAna BravoNessuna valutazione finora
- Implementacion de 5S en Un Taller de MantenimientoDocumento12 pagineImplementacion de 5S en Un Taller de MantenimientoAlex Yoel Luna100% (1)
- Triptico Espacio ConfinadoDocumento2 pagineTriptico Espacio ConfinadoEduardo Garza100% (4)
- Brief ReyogurtDocumento37 pagineBrief ReyogurtAndreiinhä Briionhezz40% (5)
- Trip Manejo de ExtintoresDocumento2 pagineTrip Manejo de Extintoresjose gilberto garciaNessuna valutazione finora
- Comisión de Seguridad e Higiene 2018 ShareDocumento16 pagineComisión de Seguridad e Higiene 2018 ShareJavier Martinez Gomez0% (1)
- Triptico de Comunicacion de Riesgos Por QuimicosDocumento2 pagineTriptico de Comunicacion de Riesgos Por QuimicosMario Contreras92% (13)
- Anexo 3 Permiso de Trabajo en AlturaDocumento4 pagineAnexo 3 Permiso de Trabajo en AlturaAnonymous 90osU6G0% (1)
- Metodologia de Las 5SDocumento15 pagineMetodologia de Las 5SKarla ZapataNessuna valutazione finora
- Matriz de CompatibilidadDocumento4 pagineMatriz de CompatibilidadDani ReyesNessuna valutazione finora
- 01 Orden y LimpiezaDocumento2 pagine01 Orden y LimpiezaBenjamin Loera EsquedaNessuna valutazione finora
- Qué Son Las 5 SDocumento8 pagineQué Son Las 5 SAlejandro ZerpaNessuna valutazione finora
- Nom 026 STPS 2008Documento2 pagineNom 026 STPS 2008Gerardo Oropeza70% (10)
- Levantamiento Manual de CargasDocumento14 pagineLevantamiento Manual de CargasSST Asesores SAC100% (4)
- Manual de Platicas de Seguridad de 5 MiinutosDocumento130 pagineManual de Platicas de Seguridad de 5 MiinutosJulio Pinto Arancibia100% (1)
- Metodología de Las 9 SDocumento7 pagineMetodología de Las 9 SEdgar95Nessuna valutazione finora
- Cuaderno de TrabajoDocumento26 pagineCuaderno de TrabajoManuel Fco DiazNessuna valutazione finora
- Programa Seguridad y Salud en El Trabajo P OfertaDocumento18 paginePrograma Seguridad y Salud en El Trabajo P OfertaManuel RamosNessuna valutazione finora
- NOM 031 Obra PequeñaDocumento26 pagineNOM 031 Obra Pequeñapcruzka4818100% (1)
- Manejo de Quimicos y ResiduosDocumento2 pagineManejo de Quimicos y ResiduosEduardo Garza100% (1)
- Platicas de Seguridad de 5 Min PDFDocumento100 paginePlaticas de Seguridad de 5 Min PDFAlex Andres Rodriguez SolisNessuna valutazione finora
- Triptico EppDocumento2 pagineTriptico EppAnais Quevedo de Solano50% (2)
- Manejo Seguro de Retro 2Documento2 pagineManejo Seguro de Retro 2danielfunes11Nessuna valutazione finora
- Triptico Trabajo en AlturaDocumento2 pagineTriptico Trabajo en AlturaAndrés Palavecino Mellado82% (11)
- PST Con AmoniacoDocumento2 paginePST Con Amoniacomanuel alejandroNessuna valutazione finora
- Boletin InformativoDocumento4 pagineBoletin InformativoAnetteYulianaCarmona100% (1)
- Operadores de Comercio ExteriorDocumento31 pagineOperadores de Comercio ExteriorMisha CanepaNessuna valutazione finora
- Estándar de Seguridad y Lista de Inspección POLIPASTO ELÉCTRICODocumento4 pagineEstándar de Seguridad y Lista de Inspección POLIPASTO ELÉCTRICOmartinNessuna valutazione finora
- Manual de Procedimientos de Emergencias - Transporte de Cargas GeneralesDocumento10 pagineManual de Procedimientos de Emergencias - Transporte de Cargas Generalesdanielfunes11Nessuna valutazione finora
- El Programa StopDocumento3 pagineEl Programa StopMayra García ManriqueNessuna valutazione finora
- STOP SupervisoresDocumento26 pagineSTOP SupervisoresDalia Martinez DelgadoNessuna valutazione finora
- Capacitación 5SDocumento45 pagineCapacitación 5Syermile100% (3)
- Triptico Actos Inseguros PROCIGADocumento2 pagineTriptico Actos Inseguros PROCIGASol Diez100% (3)
- Manejo Defensivo Camiones PDFDocumento2 pagineManejo Defensivo Camiones PDFDaniel Funes75% (4)
- Enseñanza basada en tecnologías interactivas digitales aplicadas al entrenamiento de trabajo en alturasDa EverandEnseñanza basada en tecnologías interactivas digitales aplicadas al entrenamiento de trabajo en alturasNessuna valutazione finora
- Triptico RuidoDocumento2 pagineTriptico RuidoGonzalo Vargas91% (11)
- Nom 004 SPTS 1990Documento16 pagineNom 004 SPTS 1990Hugo SerNessuna valutazione finora
- Ensayo 5SDocumento7 pagineEnsayo 5SAlex IrxNessuna valutazione finora
- Check ListDocumento4 pagineCheck ListLuis RosalesNessuna valutazione finora
- Check List AlmacenDocumento1 paginaCheck List AlmacenRulo RamirezNessuna valutazione finora
- Ejemplo de Implementacion 5sDocumento25 pagineEjemplo de Implementacion 5sAlexandra Sophia Rodriguez HuertasNessuna valutazione finora
- Triptico Ruido Laboral PDFDocumento2 pagineTriptico Ruido Laboral PDFJuana Andrea Reyes DuranNessuna valutazione finora
- Espacios Confinados TripticoDocumento2 pagineEspacios Confinados TripticoTete SanchezNessuna valutazione finora
- Planilla de Reporte de Cuasi AccidenteDocumento2 paginePlanilla de Reporte de Cuasi Accidentedanielfunes1167% (3)
- Seguridad SupervisoresDocumento33 pagineSeguridad SupervisoresJosue Sandoval MenaNessuna valutazione finora
- Proteccion Contra Incendios SgsDocumento2 pagineProteccion Contra Incendios Sgsdanielfunes11Nessuna valutazione finora
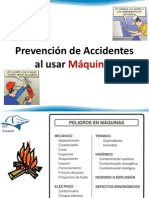
- Prevención de Accidentes en El Uso de MaquinasDocumento33 paginePrevención de Accidentes en El Uso de MaquinasSST Asesores SAC100% (2)
- Boletin Informativo Corte y SoldaduraDocumento3 pagineBoletin Informativo Corte y Soldadurajavier michel balleza herreraNessuna valutazione finora
- TRIPTICO Uso Limpieza 8de EPPDocumento2 pagineTRIPTICO Uso Limpieza 8de EPPLulu Bravo100% (1)
- Contrato de Arrendamiento EjemploDocumento5 pagineContrato de Arrendamiento EjemploRomero Sthefania100% (1)
- Plan de Negocio DELICIAS PUNEÑAS FinalDocumento45 paginePlan de Negocio DELICIAS PUNEÑAS FinalYessica Paripancca100% (1)
- Analisis de Riesgo Por ActividadDocumento5 pagineAnalisis de Riesgo Por ActividadAixa SilvaNessuna valutazione finora
- Triptico-Guia de Uso Del ArnesDocumento2 pagineTriptico-Guia de Uso Del ArnesLuis Ysaias Puma Yabar100% (2)
- Mobil Dte 25Documento10 pagineMobil Dte 25danielfunes11Nessuna valutazione finora
- LUP Identificacion y Eliminacion de PalletsDocumento1 paginaLUP Identificacion y Eliminacion de PalletsFernando Gonzalez MonsalveNessuna valutazione finora
- TP Arte Argentino Del Siglo XLX y Prin Xx. 2018-1Documento18 pagineTP Arte Argentino Del Siglo XLX y Prin Xx. 2018-1danielfunes11Nessuna valutazione finora
- Formatos para Inspecciones de SeguridadDocumento21 pagineFormatos para Inspecciones de SeguridadJessika RodriguezNessuna valutazione finora
- 2.2 Analisis de Riesgo Extractores de Muro Eva IIDocumento5 pagine2.2 Analisis de Riesgo Extractores de Muro Eva IIJULIETA HERNANDEZNessuna valutazione finora
- Manual Seguro de Patín HidraulicoDocumento7 pagineManual Seguro de Patín HidraulicoMarcos Daniel Martinez100% (2)
- Check List de SeguridadDocumento4 pagineCheck List de SeguridadJuan PerezNessuna valutazione finora
- Stop para SupervisoresDocumento58 pagineStop para SupervisoresmarcodegouveiaNessuna valutazione finora
- Lista Ries - QuimiDocumento1 paginaLista Ries - QuimikarenNessuna valutazione finora
- S90. Riesgo Por Golpes y Cortes Por Objetos o Herramientas PDFDocumento1 paginaS90. Riesgo Por Golpes y Cortes Por Objetos o Herramientas PDFYasserNessuna valutazione finora
- Arnés AnticaídasDocumento43 pagineArnés Anticaídastiamat85Nessuna valutazione finora
- Entregable 2Documento12 pagineEntregable 2Saraí SebastianNessuna valutazione finora
- Objetivos: EditarDocumento4 pagineObjetivos: EditarMauricio EstradaNessuna valutazione finora
- Para Que Sirve Las 5sDocumento7 paginePara Que Sirve Las 5sHugo PérezNessuna valutazione finora
- Taller 5S Orden y AseoDocumento3 pagineTaller 5S Orden y Aseoangela maria garcia silvaNessuna valutazione finora
- Tarea 7Documento9 pagineTarea 7Francis luzNessuna valutazione finora
- Capacitacion en Normas y Procedimientos H2so4Documento2 pagineCapacitacion en Normas y Procedimientos H2so4danielfunes11Nessuna valutazione finora
- Capacitacion Aparejo ElectricoDocumento2 pagineCapacitacion Aparejo Electricodanielfunes11Nessuna valutazione finora
- 07-Procedimiento de Comunicación Del IncidenteDocumento1 pagina07-Procedimiento de Comunicación Del Incidentedanielfunes11Nessuna valutazione finora
- H I S T O R I A D E L A Estupidez Humana Paul TaboriDocumento410 pagineH I S T O R I A D E L A Estupidez Humana Paul Tabori23BM23Nessuna valutazione finora
- Integración VerticalDocumento3 pagineIntegración VerticalArturoNessuna valutazione finora
- Renta de 3ra CategoríaDocumento4 pagineRenta de 3ra CategoríaMarco Romario Huamán YupanquiNessuna valutazione finora
- Formato de Entrega de Informes Departamento de Ciencias BásicasDocumento5 pagineFormato de Entrega de Informes Departamento de Ciencias BásicasJulian Steven Gonzalez DiazNessuna valutazione finora
- Informe Capacidades FinancierasDocumento6 pagineInforme Capacidades FinancierasJaider CelisNessuna valutazione finora
- Cree Que Colombia Es Un País Competitivo para El Tránsito de MercancíasDocumento3 pagineCree Que Colombia Es Un País Competitivo para El Tránsito de MercancíasHeladio Velez MarinNessuna valutazione finora
- Ley 26.390 - Prohibicion Del Trabajo Infantil y Proteccion Del Trabajo AdolescenteDocumento4 pagineLey 26.390 - Prohibicion Del Trabajo Infantil y Proteccion Del Trabajo AdolescenteKelly VolkerNessuna valutazione finora
- Ensayo Argumentativo FinalDocumento5 pagineEnsayo Argumentativo FinalAna IsazaNessuna valutazione finora
- Trabajo Final de Derecho Romano 1Documento10 pagineTrabajo Final de Derecho Romano 1Caro VargaNessuna valutazione finora
- Ficha InteractivaDocumento12 pagineFicha InteractivaMirian AvendañoNessuna valutazione finora
- Conceptos Transferencias Al Exterior BcraDocumento3 pagineConceptos Transferencias Al Exterior Bcraselene candiotiNessuna valutazione finora
- La Alianza para El Progreso PDFDocumento3 pagineLa Alianza para El Progreso PDFprocalidadgt100% (3)
- Intermediacion Financiera Grupo 3Documento36 pagineIntermediacion Financiera Grupo 3J Esteban BlasNessuna valutazione finora
- GERENCIA FINANCIERA PPT 2Documento16 pagineGERENCIA FINANCIERA PPT 2ANDREACHAVEZALORNessuna valutazione finora
- Analisis Macroeconómico y Contabilidad Economica NacionalDocumento4 pagineAnalisis Macroeconómico y Contabilidad Economica NacionalKatherine Ortiz SanchezNessuna valutazione finora
- Analisis PestelDocumento2 pagineAnalisis PestelJ'manuel Bolaños Macias0% (2)
- 5.2. Capitalización y Descuento - Razonamiento Matemático - Instituto Consorcio ClavijeroDocumento5 pagine5.2. Capitalización y Descuento - Razonamiento Matemático - Instituto Consorcio ClavijeroSofiaNessuna valutazione finora
- Amazon y El Círculo Virtuoso - InfografiaDocumento2 pagineAmazon y El Círculo Virtuoso - InfografiaNicol S. AsmatNessuna valutazione finora
- PREGUNTAS EBAU (Desde Prehistoria-E. Moderna)Documento3 paginePREGUNTAS EBAU (Desde Prehistoria-E. Moderna)rj4vwfwcspNessuna valutazione finora
- Cap22-Medición Del Empleo y Del DesempleoDocumento45 pagineCap22-Medición Del Empleo y Del DesempleoBryan Antonio MoralesNessuna valutazione finora
- Transporte de Carga ProvinciasDocumento2.571 pagineTransporte de Carga ProvinciasJESE JEFF GUTIERREZ CARDENASNessuna valutazione finora
- A1 Breve Reseña HistóricaDocumento26 pagineA1 Breve Reseña HistóricaNoemi MamaniNessuna valutazione finora
- Análisis Variable Macro Entorno y Micro EntornoDocumento6 pagineAnálisis Variable Macro Entorno y Micro EntornowetzimNessuna valutazione finora