Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- A History of Mechanical EngineeringDocumento563 pagineA History of Mechanical Engineeringaecf_13100% (4)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Asme Pvho-1-2019Documento196 pagineAsme Pvho-1-2019aecf_1396% (28)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Hydro Static Testing of Control ValvesDocumento34 pagineHydro Static Testing of Control Valvesaecf_13Nessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- ESPECIFICACIÓNDocumento24 pagineESPECIFICACIÓNaecf_13Nessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- CUIDocumento18 pagineCUIaecf_13Nessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Efecto Del H S en La Susceptibilidad Al Agrietamiento de Dos Aceros Microaleados para TuberíaDocumento14 pagineEfecto Del H S en La Susceptibilidad Al Agrietamiento de Dos Aceros Microaleados para Tuberíaaecf_13Nessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Soportes de TuberíasDocumento8 pagineSoportes de Tuberíasaecf_13Nessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- 2-0001 D PGO Segpyramid16 9Documento1 pagina2-0001 D PGO Segpyramid16 9aecf_13Nessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Stress Corrosion Cracking and Component Failure Causes andDocumento2 pagineStress Corrosion Cracking and Component Failure Causes andaecf_130% (1)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Stress Corrosion CrackingDocumento16 pagineStress Corrosion CrackingzaxaderNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- HTHA High Temperature Hydrogen Attack Exposed SteelDocumento2 pagineHTHA High Temperature Hydrogen Attack Exposed Steelaecf_13Nessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Read The Paper Corrosion Control in Sulphur Recovery Units - Claus ProcessDocumento14 pagineRead The Paper Corrosion Control in Sulphur Recovery Units - Claus Processaecf_13Nessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- 2 0078 Infographic Pencil Diagram PGo 16 - 9Documento3 pagine2 0078 Infographic Pencil Diagram PGo 16 - 9aecf_13Nessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Welders Qualification, According To Asme Sec IxDocumento47 pagineWelders Qualification, According To Asme Sec Ixaecf_13Nessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Examen de Evaluación API 572Documento3 pagineExamen de Evaluación API 572aecf_13Nessuna valutazione finora
- Examen de Evaluación API 510Documento10 pagineExamen de Evaluación API 510aecf_13100% (1)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- As Practical ExamDocumento9 pagineAs Practical ExamGina SykesNessuna valutazione finora
- Gas Reception Terminal InformationDocumento6 pagineGas Reception Terminal InformationTabishNessuna valutazione finora
- Catalytic Reforming-Design and Operation of NHT StrippersDocumento8 pagineCatalytic Reforming-Design and Operation of NHT Strippersbakhtyar21Nessuna valutazione finora
- Medicinal Chemistry I Lab ManualDocumento42 pagineMedicinal Chemistry I Lab Manualmagician28Nessuna valutazione finora
- Benzene Toluene Fractionation Unit: BackgroundDocumento2 pagineBenzene Toluene Fractionation Unit: BackgroundHemanth Peddavenkatappa GariNessuna valutazione finora
- InteresantDocumento11 pagineInteresantFlorin MihaiNessuna valutazione finora
- Binary Column Distillation Internal Stage by Stage BalanceDocumento51 pagineBinary Column Distillation Internal Stage by Stage BalanceAbdul QuddusNessuna valutazione finora
- Common Causes of Over Pressure in Pressure VesselDocumento5 pagineCommon Causes of Over Pressure in Pressure VesselToniNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- KTA - tb-pAC03 - C01-002.Rev E.vendor Document Register List (SUBMIT) (27!9!2014)Documento16 pagineKTA - tb-pAC03 - C01-002.Rev E.vendor Document Register List (SUBMIT) (27!9!2014)Lê Đức ThiệnNessuna valutazione finora
- Engineering Design Guidelines Gas Dehydration Rev01webDocumento22 pagineEngineering Design Guidelines Gas Dehydration Rev01webindurisivaNessuna valutazione finora
- Supervisory Operating Manual: UNIT NO.: 07 (Amine 2) Amine Regeneration Unit Cartagena Refinery Expansion ProjectDocumento113 pagineSupervisory Operating Manual: UNIT NO.: 07 (Amine 2) Amine Regeneration Unit Cartagena Refinery Expansion Project•It's Mari Cami•Nessuna valutazione finora
- Experiment No.1: Extraction of Caffeine From CoffeeDocumento5 pagineExperiment No.1: Extraction of Caffeine From CoffeeYnuehSolomonNessuna valutazione finora
- HYSYS Tutorial 5 ExamplesDocumento8 pagineHYSYS Tutorial 5 ExamplesFauzi Mahmud100% (2)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- TrimyristinDocumento4 pagineTrimyristinmnariaz_11Nessuna valutazione finora
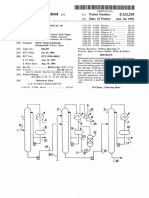
- C D 12 C D: United States Patent (19) 11 Patent Number: 5,122,235Documento7 pagineC D 12 C D: United States Patent (19) 11 Patent Number: 5,122,235sundharNessuna valutazione finora
- Distillation Column: - Distillation - Types of Distillation ColumnsDocumento28 pagineDistillation Column: - Distillation - Types of Distillation ColumnsMutawara BaigNessuna valutazione finora
- Calcium StearateDocumento3 pagineCalcium StearateRanndolf JavierNessuna valutazione finora
- Unassigned Problem - 25 - SolutionsDocumento7 pagineUnassigned Problem - 25 - Solutionsธนลักษณ์ งามปัญจะNessuna valutazione finora
- Cpe 613 Project Simulation: Production of Propylene GlycolDocumento11 pagineCpe 613 Project Simulation: Production of Propylene GlycolDafiMaboNessuna valutazione finora
- Cansolv Testing of Cansolv DC 201 CO2 Capture System With Simulated Natural Gas Testing 2015Documento28 pagineCansolv Testing of Cansolv DC 201 CO2 Capture System With Simulated Natural Gas Testing 2015arissaNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- UCTM2017Documento13 pagineUCTM2017Medha HebbarNessuna valutazione finora
- Inventys REPORTDocumento49 pagineInventys REPORTMayuri BezalwarNessuna valutazione finora
- AVP - Distillation Solved ProblemsDocumento47 pagineAVP - Distillation Solved ProblemsUdop Charles100% (1)
- Buffer Tank Design For Acceptable Control PerformanceDocumento23 pagineBuffer Tank Design For Acceptable Control PerformanceSergiu Teodor RusuNessuna valutazione finora
- PSPS EX EN-Cyclohexane-PlantDocumento10 paginePSPS EX EN-Cyclohexane-PlantULLAS KRISHNAN J NNessuna valutazione finora
- Simulation and Energy Consumption Analysis of A Propane Plus Recovery Plant From Natural GasDocumento7 pagineSimulation and Energy Consumption Analysis of A Propane Plus Recovery Plant From Natural Gasvane-16Nessuna valutazione finora
- Multivariable Control of A Binary Distillation ColumnDocumento6 pagineMultivariable Control of A Binary Distillation ColumnerpublicationNessuna valutazione finora
- Cyclohexanol To CyclohexeneDocumento3 pagineCyclohexanol To CyclohexeneSukumar Pani100% (1)
- Esterification of Acetic AcidDocumento9 pagineEsterification of Acetic AcidMeiimeii Puri IqbalbalLzNessuna valutazione finora
- Lab Report Group 3 DistillationDocumento22 pagineLab Report Group 3 Distillationjianming yuanNessuna valutazione finora
- A Practical Handbook for Drilling Fluids ProcessingDa EverandA Practical Handbook for Drilling Fluids ProcessingNessuna valutazione finora
- Flow Analysis for Hydrocarbon Pipeline EngineeringDa EverandFlow Analysis for Hydrocarbon Pipeline EngineeringNessuna valutazione finora