Potrebbero piacerti anche
- 2 PDFDocumento81 pagine2 PDFJoaquín Jorratt Roa100% (1)
- Límites y ContinuidadDocumento7 pagineLímites y ContinuidadDiana Torres100% (1)
- Cálculo de Postes de Madera en Sistemas RuralesDocumento16 pagineCálculo de Postes de Madera en Sistemas RuralesAnonymous BanTcoNessuna valutazione finora
- Ieu Orientacion EducativaDocumento18 pagineIeu Orientacion EducativaENOC O. CHEVEZNessuna valutazione finora
- Simulación de sistemas con SIMIODocumento7 pagineSimulación de sistemas con SIMIOvalo49050% (2)
- Actividad de Aprendizaje 3. Comparando EtapasDocumento4 pagineActividad de Aprendizaje 3. Comparando EtapasENOC O. CHEVEZ100% (3)
- Capacidad de ProcesosDocumento22 pagineCapacidad de Procesosapi-26360100100% (4)
- Actividad 4Documento5 pagineActividad 4Mario Ivan Garcia SampalloNessuna valutazione finora
- Act.3-La Mejora Continua Como Filosofía de VidaDocumento5 pagineAct.3-La Mejora Continua Como Filosofía de VidaAbraham MojicaNessuna valutazione finora
- Act.2-Determinantes de La Competitividad NacionalDocumento5 pagineAct.2-Determinantes de La Competitividad NacionalAbraham MojicaNessuna valutazione finora
- Actividad 4Documento5 pagineActividad 4yehison2380% (5)
- ModelosMatemáticosProducciónDocumento5 pagineModelosMatemáticosProducciónTics Bissu100% (6)
- Resultados MIEDocumento7 pagineResultados MIEMariela Espinoza0% (1)
- Tarea Ingenieria de Calidad Act. 3Documento8 pagineTarea Ingenieria de Calidad Act. 3ENOC O. CHEVEZNessuna valutazione finora
- Lenguaje Musical AvanzadoDocumento6 pagineLenguaje Musical AvanzadoGerson Eliu Saquic MendezNessuna valutazione finora
- Act.2 Presup. Del Capital Origen y AplicaciónDocumento4 pagineAct.2 Presup. Del Capital Origen y AplicaciónAbraham MojicaNessuna valutazione finora
- Importancia de la conducta óptima y la información para maximizar beneficios económicos en las empresasDocumento1 paginaImportancia de la conducta óptima y la información para maximizar beneficios económicos en las empresasGibran Ocaña100% (2)
- ACT1Documento5 pagineACT1rivelino martinezNessuna valutazione finora
- Orientacion Educativa IeuDocumento10 pagineOrientacion Educativa IeuENOC O. CHEVEZ100% (1)
- Simulación de dos estaciones en serieDocumento5 pagineSimulación de dos estaciones en serieENOC O. CHEVEZNessuna valutazione finora
- Orientacion Educativa IeuDocumento11 pagineOrientacion Educativa IeuENOC O. CHEVEZ100% (1)
- Actividad 1Documento4 pagineActividad 1Francisco SeguraNessuna valutazione finora
- Original Act2Documento11 pagineOriginal Act2rivelino martinez100% (2)
- Elaborando La Planeación FinancieraDocumento8 pagineElaborando La Planeación FinancieraMILDRED100% (2)
- Suárez Isela Act3Documento13 pagineSuárez Isela Act3IsSe Suarez B D'Lerner100% (2)
- Actividad de Aprendizaje 1Documento6 pagineActividad de Aprendizaje 1MisaelPerez67% (3)
- Actividad de Aprendizaje 1 MRPDocumento2 pagineActividad de Aprendizaje 1 MRPkarlozkp130286% (7)
- Evaluación Del Desempeño LaboralDocumento5 pagineEvaluación Del Desempeño LaboralMILDRED100% (1)
- ACT3Documento7 pagineACT3rivelino martinez100% (2)
- Act.2-Determinantes de La Competitividad NacionalDocumento5 pagineAct.2-Determinantes de La Competitividad NacionalAbraham MojicaNessuna valutazione finora
- Castillo Antonio Act3Documento13 pagineCastillo Antonio Act3Anonymous BayxTJo5VM83% (6)
- Actividad 3Documento4 pagineActividad 3rolando lainez100% (1)
- Act.1-Diseño Del MRPDocumento4 pagineAct.1-Diseño Del MRPAbraham Mojica100% (2)
- Actividad 2Documento3 pagineActividad 2jose francisco garcia camara100% (1)
- Análisis costos producción alimentosDocumento7 pagineAnálisis costos producción alimentosrivelino martinezNessuna valutazione finora
- ACTIVIDAD 1 Reporte: Uso Del Campus Virtual y La Plataforma Institucional. ObjetivoDocumento8 pagineACTIVIDAD 1 Reporte: Uso Del Campus Virtual y La Plataforma Institucional. ObjetivoENOC O. CHEVEZNessuna valutazione finora
- Juache Luz Act2Documento4 pagineJuache Luz Act2Ceci Juache100% (1)
- Act1 Ingenieria en Calidad y ErgoDocumento7 pagineAct1 Ingenieria en Calidad y ErgoDiego S.Nessuna valutazione finora
- Cortés Daniel Alejandro Act1Documento11 pagineCortés Daniel Alejandro Act1Daniel CortesNessuna valutazione finora
- Análisis capacidad proceso producciónDocumento10 pagineAnálisis capacidad proceso producciónDiego S.Nessuna valutazione finora
- Análisis de costos y punto de equilibrio para empresa automotrizDocumento5 pagineAnálisis de costos y punto de equilibrio para empresa automotrizErika GarciaNessuna valutazione finora
- Martinez Dante Act5Documento5 pagineMartinez Dante Act5Tics BissuNessuna valutazione finora
- Simulación de dos estaciones en serie con SIMIO y ajuste de datos con Input Analyzer de ArenaDocumento7 pagineSimulación de dos estaciones en serie con SIMIO y ajuste de datos con Input Analyzer de ArenaErika Garcia100% (1)
- La Ciénaga Definitiva - Giorgio ManganelliDocumento144 pagineLa Ciénaga Definitiva - Giorgio ManganelliZuary:75Nessuna valutazione finora
- ERGONOMIA IEU Act1Documento4 pagineERGONOMIA IEU Act1ciro terrazas100% (2)
- Tarea Ingenieria de CalidadDocumento5 pagineTarea Ingenieria de CalidadENOC O. CHEVEZ100% (1)
- Probabilidades de distribución binomial y Poisson en problemas de producciónDocumento6 pagineProbabilidades de distribución binomial y Poisson en problemas de producciónrafaNessuna valutazione finora
- Calcular probabilidades de juegos de casino para tomar mejor decisiónDocumento10 pagineCalcular probabilidades de juegos de casino para tomar mejor decisiónrivelino martinez100% (1)
- Identificando Empresas InnovadorasDocumento5 pagineIdentificando Empresas InnovadorasRafa AHNessuna valutazione finora
- Hernandez Josue Act4Documento6 pagineHernandez Josue Act4roey Rodriguez100% (1)
- Posicionamiento Estratégico ClaveDocumento5 paginePosicionamiento Estratégico ClaveAbraham MojicaNessuna valutazione finora
- Foro 2. El Descubrimiento de ParetoDocumento5 pagineForo 2. El Descubrimiento de ParetoAnonymous SQ5kprsQn100% (1)
- Estudio de mercado para proyecto de calzado en AguascalientesDocumento28 pagineEstudio de mercado para proyecto de calzado en AguascalientesDavid Alejandro Cabello Serna100% (2)
- Costos industriales por productoDocumento5 pagineCostos industriales por productoMario Ivan Garcia Sampallo100% (1)
- Sarracino Diana Act1Documento10 pagineSarracino Diana Act1DianaGpeSarracinoArias100% (3)
- Trujillo Daniel Act2Documento7 pagineTrujillo Daniel Act2daniel trujillo100% (1)
- Act.2-Analisis de La CapacidadDocumento10 pagineAct.2-Analisis de La CapacidadAbraham MojicaNessuna valutazione finora
- Suárez Isela Act1Documento8 pagineSuárez Isela Act1IsSe Suarez B D'LernerNessuna valutazione finora
- Los Simuladores Pueden Modelar Sistemas Mediante Proceso U Objetos, ¿Cuál Es La Diferencia?Documento2 pagineLos Simuladores Pueden Modelar Sistemas Mediante Proceso U Objetos, ¿Cuál Es La Diferencia?Erika Garcia100% (3)
- Los Simuladores Pueden Modelar Sistemas Mediante Proceso U ObjetosDocumento2 pagineLos Simuladores Pueden Modelar Sistemas Mediante Proceso U ObjetosErika Garcia100% (1)
- ACT3Documento4 pagineACT3rivelino martinezNessuna valutazione finora
- Garcia Mario Act3Documento10 pagineGarcia Mario Act3Mario Ivan Garcia SampalloNessuna valutazione finora
- ACT° 3 EXP 7diseñamos EspirometroDocumento5 pagineACT° 3 EXP 7diseñamos Espirometroluis mtNessuna valutazione finora
- Actividad 4Documento9 pagineActividad 4Willy UzcangaNessuna valutazione finora
- Ensamble línea candidato 10 minutosDocumento4 pagineEnsamble línea candidato 10 minutosLuis Maldonado Koh100% (1)
- Efectos de Una Medida Politica Economica-Act2Documento6 pagineEfectos de Una Medida Politica Economica-Act2guerra_santa1226Nessuna valutazione finora
- Factores de Riesgo Psicosocial IeuDocumento4 pagineFactores de Riesgo Psicosocial IeuENOC O. CHEVEZNessuna valutazione finora
- Martinez-Mariela - Act5Documento5 pagineMartinez-Mariela - Act5Mariela EspinozaNessuna valutazione finora
- Actividad de Aprendizaje 1. Saberes Elementales para El Futuro.Documento5 pagineActividad de Aprendizaje 1. Saberes Elementales para El Futuro.ENOC O. CHEVEZ100% (1)
- Actividad 4. - Los Cuestionables Resultados Del Modelo Industrial Exportador MexicanoDocumento5 pagineActividad 4. - Los Cuestionables Resultados Del Modelo Industrial Exportador Mexicanocarmen0% (1)
- Foro 1 Modelos de SimulacionDocumento1 paginaForo 1 Modelos de SimulacionFrancisco SeguraNessuna valutazione finora
- Uscanga Williams Act4Documento7 pagineUscanga Williams Act4Willy UzcangaNessuna valutazione finora
- Comprensión del caso clínico de Roció desde el modelo biopsicosocial y la TGSDocumento27 pagineComprensión del caso clínico de Roció desde el modelo biopsicosocial y la TGSYENI100% (1)
- Costeo por órdenesDocumento4 pagineCosteo por órdenesJimmy Narvaez0% (1)
- Samsung vs Apple: Razones del jurado y acciones de AppleDocumento5 pagineSamsung vs Apple: Razones del jurado y acciones de AppleJosue SilvaNessuna valutazione finora
- E06.tipos de RobotsDocumento8 pagineE06.tipos de RobotsENOC O. CHEVEZNessuna valutazione finora
- 13 - Formato de Carta de Liberación SSDocumento1 pagina13 - Formato de Carta de Liberación SSENOC O. CHEVEZNessuna valutazione finora
- 11111protección Civil Una Realidad en Tiempos de CovidDocumento5 pagine11111protección Civil Una Realidad en Tiempos de CovidENOC O. CHEVEZNessuna valutazione finora
- Nuevas Tecnologias de La EducacionDocumento5 pagineNuevas Tecnologias de La EducacionENOC O. CHEVEZNessuna valutazione finora
- Nuevas Tecnologias de La EducacionDocumento7 pagineNuevas Tecnologias de La EducacionENOC O. CHEVEZNessuna valutazione finora
- Archivo de Apoyo IeuDocumento1 paginaArchivo de Apoyo IeuENOC O. CHEVEZNessuna valutazione finora
- Crítica y Fundamentación A Enfoque Por Competencias Sep.Documento15 pagineCrítica y Fundamentación A Enfoque Por Competencias Sep.José Manuel González OrtízNessuna valutazione finora
- Contexto Educativo Mexicano Actividad 222 IeuDocumento6 pagineContexto Educativo Mexicano Actividad 222 IeuENOC O. CHEVEZNessuna valutazione finora
- Cambiar Contraseña en Portal AlumnosDocumento4 pagineCambiar Contraseña en Portal AlumnosjasNessuna valutazione finora
- Información Titulación Alumnos Por EgresarDocumento12 pagineInformación Titulación Alumnos Por EgresarENOC O. CHEVEZNessuna valutazione finora
- Información Titulación Alumnos Por EgresarDocumento12 pagineInformación Titulación Alumnos Por EgresarENOC O. CHEVEZNessuna valutazione finora
- 01) Guzmán Leal, Roberto. (2002) - "Delimitación Del Concepto de Sociología", e "Interdependencia Entre La Sociología y Las Demás Ciencias" en Sociología. México Porrúa, Pp. 17-21 22-25Documento9 pagine01) Guzmán Leal, Roberto. (2002) - "Delimitación Del Concepto de Sociología", e "Interdependencia Entre La Sociología y Las Demás Ciencias" en Sociología. México Porrúa, Pp. 17-21 22-25ENOC O. CHEVEZNessuna valutazione finora
- Requisitos Consultores PF2019Documento2 pagineRequisitos Consultores PF2019ENOC O. CHEVEZNessuna valutazione finora
- Radios S Arm Ex InformacionDocumento43 pagineRadios S Arm Ex InformacionENOC O. CHEVEZNessuna valutazione finora
- Radios S Arm Ex InformacionDocumento43 pagineRadios S Arm Ex InformacionENOC O. CHEVEZNessuna valutazione finora
- Constancia de EstadiaDocumento1 paginaConstancia de EstadiaENOC O. CHEVEZNessuna valutazione finora
- Guía paso a paso capacitaciónDocumento16 pagineGuía paso a paso capacitacióncristianmonroyNessuna valutazione finora
- Guía paso a paso capacitaciónDocumento16 pagineGuía paso a paso capacitacióncristianmonroyNessuna valutazione finora
- Radios S Arm Ex InformacionDocumento43 pagineRadios S Arm Ex InformacionENOC O. CHEVEZNessuna valutazione finora
- Simulación de tráfico aéreo en una pista de aterrizajeDocumento17 pagineSimulación de tráfico aéreo en una pista de aterrizajeENOC O. CHEVEZNessuna valutazione finora
- Ejercicio 3 Costos IndustrialesDocumento3 pagineEjercicio 3 Costos IndustrialesENOC O. CHEVEZNessuna valutazione finora
- Actividad 111Documento4 pagineActividad 111ENOC O. CHEVEZNessuna valutazione finora
- Proporciones para Concreto Normal Sin AditivosDocumento4 pagineProporciones para Concreto Normal Sin AditivosenemeveNessuna valutazione finora
- Carpeta Recuperació C.T. 4to Sec-2023Documento41 pagineCarpeta Recuperació C.T. 4to Sec-2023Robert100% (1)
- Pedagogia PDFDocumento5 paginePedagogia PDFAlejandro MelendiNessuna valutazione finora
- Géneros y Subgéneros LiterariosDocumento2 pagineGéneros y Subgéneros LiterariosYelms RemcoNessuna valutazione finora
- Chininin CruzDocumento3 pagineChininin CruzJOSE CARLOS ALBAN PALACIOSNessuna valutazione finora
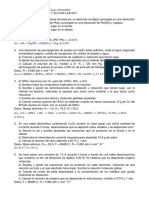
- Redox Evau PDFDocumento2 pagineRedox Evau PDFRebeca HerreraNessuna valutazione finora
- Syllabus de Microhidrobiologia 2018-IIDocumento4 pagineSyllabus de Microhidrobiologia 2018-IIErick SaldañaNessuna valutazione finora
- Análisis e Interpretación de ResultadosDocumento4 pagineAnálisis e Interpretación de ResultadoslucianadlaxNessuna valutazione finora
- Estructura de Los MaterialesDocumento6 pagineEstructura de Los MaterialesAlbertoAquinoNessuna valutazione finora
- SpeachDocumento3 pagineSpeachAnthony Sullca QuispeNessuna valutazione finora
- PIGB-068x-02 FCT 900-1100MKIIDocumento56 paginePIGB-068x-02 FCT 900-1100MKIIAna Valentina Peila PantojaNessuna valutazione finora
- Los JoniosDocumento3 pagineLos JoniosRoss Mery DianaNessuna valutazione finora
- Voces Contra La GlobalizaciónDocumento2 pagineVoces Contra La GlobalizaciónRosa pascualesNessuna valutazione finora
- EntregableDocumento50 pagineEntregableMOISES AARONNessuna valutazione finora
- Cennino CenniniDocumento2 pagineCennino Cenninijjmm3hNessuna valutazione finora
- Listado ProveedoresDocumento53 pagineListado Proveedoresjose enrique campos100% (1)
- S10 Temario PDFDocumento5 pagineS10 Temario PDFJesús Augusto Anthony Prada FuentesNessuna valutazione finora
- Repensar La CuencaDocumento10 pagineRepensar La CuencaRichard Ore CayetanoNessuna valutazione finora
- Formula LeucocitariaDocumento30 pagineFormula Leucocitariaerikadaniela110% (1)
- Ligadura Tubaria: Guía para Profesionales de la SaludDocumento42 pagineLigadura Tubaria: Guía para Profesionales de la SaludEduardo GianuttiNessuna valutazione finora
- Estructura Del Plan de Selección de PersonalDocumento3 pagineEstructura Del Plan de Selección de PersonalJULI SHARMELY CRUZ ZANABRIANessuna valutazione finora
- Conexiones de Vacio y Aire ComprimidoDocumento28 pagineConexiones de Vacio y Aire Comprimidojzmxg0Nessuna valutazione finora
- Concepciones Del Sistema Jurídico PDFDocumento9 pagineConcepciones Del Sistema Jurídico PDFEdgardo GallardoNessuna valutazione finora