Potrebbero piacerti anche
- Preguntas de Asme IxDocumento2 paginePreguntas de Asme IxHugo Ortega100% (2)
- PREGUNTAS ASME - Con Respuestas - 2011aDocumento9 paginePREGUNTAS ASME - Con Respuestas - 2011aBZ Percy100% (2)
- ASME SECCION IX Calificacion de Soldadura PDFDocumento31 pagineASME SECCION IX Calificacion de Soldadura PDFFabrizio Andres Miranda LarenasNessuna valutazione finora
- Preguntas ASMEDocumento6 paginePreguntas ASMEwili_ab8040Nessuna valutazione finora
- Calificación de Soldadores Según Norma ASME Sección IXDocumento6 pagineCalificación de Soldadores Según Norma ASME Sección IXOmar Medina CalleNessuna valutazione finora
- Manual de TuberiaDocumento48 pagineManual de TuberiaNestor PuninaNessuna valutazione finora
- Eficiencia de Juntas (Uw-12) U000 PDFDocumento20 pagineEficiencia de Juntas (Uw-12) U000 PDFYeldoReyesCórdovaNessuna valutazione finora
- Clínica de Códigos Asme Sección Ix - Edición 2021Documento1 paginaClínica de Códigos Asme Sección Ix - Edición 2021Herlin Velasquez AguilarNessuna valutazione finora
- API 1104 NormasDocumento2 pagineAPI 1104 NormasEscobar Vargas Maileth0% (1)
- Radiografía IndustrialDocumento199 pagineRadiografía IndustrialJoseCorrea0% (1)
- Asme b31.4 Parrafos de Inspeccion VisualDocumento8 pagineAsme b31.4 Parrafos de Inspeccion VisualIvan D100% (1)
- Diferencia A53 - A 106Documento5 pagineDiferencia A53 - A 106auro01Nessuna valutazione finora
- Procedimiento de Soldadura WPS #114-M y PQR #114Documento24 pagineProcedimiento de Soldadura WPS #114-M y PQR #114Dante Danilo Peñafiel ArenasNessuna valutazione finora
- Abertura de La RaízDocumento7 pagineAbertura de La RaízHector ChavezNessuna valutazione finora
- B31.3 AsmeDocumento218 pagineB31.3 AsmeSergio GajardoNessuna valutazione finora
- ASME SECCION II MaterialesDocumento4 pagineASME SECCION II MaterialesJames0% (1)
- ASME Sección VIII-edic. 2021 Parte 8.1Documento16 pagineASME Sección VIII-edic. 2021 Parte 8.1Andres MelianNessuna valutazione finora
- Código Asme y API 1104Documento12 pagineCódigo Asme y API 1104richardNessuna valutazione finora
- Números PDocumento3 pagineNúmeros PALAAN89Nessuna valutazione finora
- Calificación de WPS y Calificación de Soldadores ASME Sec IXDocumento40 pagineCalificación de WPS y Calificación de Soldadores ASME Sec IXruddy100% (1)
- Modulo 5 API 1104 Anexo BDocumento33 pagineModulo 5 API 1104 Anexo BjeliachNessuna valutazione finora
- Asme Seccion Viii Div. 1 - 2015 Ed. Reglas para La Eficiencia de La Junta Y Marca Del Name Plate Parte 2Documento2 pagineAsme Seccion Viii Div. 1 - 2015 Ed. Reglas para La Eficiencia de La Junta Y Marca Del Name Plate Parte 2Haug S.A.100% (1)
- Procedimiento Desfile y Doblado de TuberiaDocumento13 pagineProcedimiento Desfile y Doblado de TuberiaEdwin Bustamante CabreraNessuna valutazione finora
- TMI WPQ 002 W002 GMAW 2G ASME - Sec - IX (Rev1) PDFDocumento2 pagineTMI WPQ 002 W002 GMAW 2G ASME - Sec - IX (Rev1) PDFsgavilanrequejoNessuna valutazione finora
- Pruebas No Destructivas y Criterios de Aceptacion - API 1104 PDFDocumento43 paginePruebas No Destructivas y Criterios de Aceptacion - API 1104 PDFlast1973Nessuna valutazione finora
- Analisis de Transferencia de CalorDocumento15 pagineAnalisis de Transferencia de CalorHernan Lazaro Hernandez100% (2)
- PREGUNTAS API en Blanco (Ok)Documento9 paginePREGUNTAS API en Blanco (Ok)MarceloToccoNessuna valutazione finora
- Ensayo de Tracción de SoldadurasDocumento10 pagineEnsayo de Tracción de SoldadurasDavid Daemmej100% (1)
- Calificación Del Procedimiento de CurvadoDocumento11 pagineCalificación Del Procedimiento de CurvadoRoy Ramos67% (3)
- Sustento de Tubería Con Especificación PSL 1Documento12 pagineSustento de Tubería Con Especificación PSL 1Falcon JoeNessuna valutazione finora
- Examen API570 (2) - Libro CerradoDocumento15 pagineExamen API570 (2) - Libro CerradoCarlos Andres CastilloNessuna valutazione finora
- Defectos en SoldaduraDocumento2 pagineDefectos en SoldaduradarpetrolNessuna valutazione finora
- Api 1104 (2019 - 11 - 29 17 - 13 - 08 Utc)Documento7 pagineApi 1104 (2019 - 11 - 29 17 - 13 - 08 Utc)Abel Lopez JoachinNessuna valutazione finora
- Procedimiento Hot Tap PS MDocumento11 pagineProcedimiento Hot Tap PS MED SA CANessuna valutazione finora
- Calificación de Soldadura en Una Junta en Filete Bajo La Norma Aws d1 2Documento55 pagineCalificación de Soldadura en Una Junta en Filete Bajo La Norma Aws d1 2Jose Angulo T.100% (1)
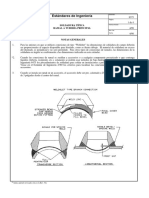
- 8375-W3-Soldadura Tipica Ramal A Tuberia PrincipalDocumento4 pagine8375-W3-Soldadura Tipica Ramal A Tuberia PrincipalMarvin Guerrero PadillaNessuna valutazione finora
- WPQ QW484 B EspañolDocumento2 pagineWPQ QW484 B Españolgeny965809100% (1)
- INSPEQ CUADERNILLO FINAL Rdcido PDFDocumento79 pagineINSPEQ CUADERNILLO FINAL Rdcido PDFwiNessuna valutazione finora
- Aceros Inoxidables-WpsDocumento103 pagineAceros Inoxidables-WpsHoover Ortiz100% (1)
- Aplicación de ASME B31.3Documento47 pagineAplicación de ASME B31.3Rolando Wadnipar CanoNessuna valutazione finora
- Taller Codigo AWS D1.1 - 2010Documento6 pagineTaller Codigo AWS D1.1 - 2010Williy126Nessuna valutazione finora
- Diseño de Tuberías Bajo Asme b31.4Documento15 pagineDiseño de Tuberías Bajo Asme b31.4RaphaelCalde100% (1)
- Ensayo de Tracción de SoldaduraDocumento5 pagineEnsayo de Tracción de Soldadurabeltran100% (2)
- 3 - 7, 3 - 8 y 3 - 9 Codigo Asme Seccion IIDocumento194 pagine3 - 7, 3 - 8 y 3 - 9 Codigo Asme Seccion IISicea Ingenieria100% (1)
- Factibilidad API 1104 Apendice BDocumento128 pagineFactibilidad API 1104 Apendice BHinojosa100% (1)
- Fisuración en CalienteDocumento5 pagineFisuración en CalienteMarcelo Lopez Centellas100% (1)
- Tabla Registro de WPQ Normas AWS D1.1-ASME IX-AWS B2.1Documento6 pagineTabla Registro de WPQ Normas AWS D1.1-ASME IX-AWS B2.1l_aguilar_mNessuna valutazione finora
- PM Sp-Gpasi-It-0007 Espesor de Retiro y Espesor Req Tubos Calderas de PotenciaDocumento8 paginePM Sp-Gpasi-It-0007 Espesor de Retiro y Espesor Req Tubos Calderas de PotenciaAndres Paredes100% (3)
- Tabla de Normas Con Criterios de Aceptacion y AplicacionDocumento3 pagineTabla de Normas Con Criterios de Aceptacion y Aplicacionrcdl2949Nessuna valutazione finora
- Especificación de Soldsadura P1 Grupos 1 y 2Documento17 pagineEspecificación de Soldsadura P1 Grupos 1 y 2Keissy San MartínNessuna valutazione finora
- Tratamiento Térmico de Soldadura en Tubería de Proceso, Asme b31.3Documento10 pagineTratamiento Térmico de Soldadura en Tubería de Proceso, Asme b31.3Jose Juan GasparNessuna valutazione finora
- Tuberías PittingDocumento14 pagineTuberías PittingErick Raimondeau PNessuna valutazione finora
- ASME 8 y 9Documento67 pagineASME 8 y 9FranciscoNessuna valutazione finora
- PREGUNTAS ASME - Sin Responder - 2011aDocumento7 paginePREGUNTAS ASME - Sin Responder - 2011aBZ PercyNessuna valutazione finora
- Cuestionario de EstudioDocumento7 pagineCuestionario de Estudiomarhoy9Nessuna valutazione finora
- Curso de Especializacion en Inspeccion de Soldadura Practica de Evaluacion Teórica FinalDocumento10 pagineCurso de Especializacion en Inspeccion de Soldadura Practica de Evaluacion Teórica FinalGonzalo TelleríaNessuna valutazione finora
- Ejercicio IXDocumento5 pagineEjercicio IXFranklin JprstNessuna valutazione finora
- Plantilla de Informe Unsa-Facultad Prod. Serv.Documento20 paginePlantilla de Informe Unsa-Facultad Prod. Serv.EDUARDO EUGENIO ALATA ORMENONessuna valutazione finora
- Inspección Visual de Soldaduras en Recipientes A PresiónDocumento70 pagineInspección Visual de Soldaduras en Recipientes A Presiónanon_837675228100% (1)
- Proyecto de Aula WPSDocumento11 pagineProyecto de Aula WPSmatyNessuna valutazione finora
- MA-2-ASME Sección IX 2017 - Consideraciones GeneralesDocumento3 pagineMA-2-ASME Sección IX 2017 - Consideraciones GeneralesHumberto Ernesto Di CiccioNessuna valutazione finora
- MA-1-ASME Sección IX 2017 - Introducción y Cambios en La Edicion 2017Documento5 pagineMA-1-ASME Sección IX 2017 - Introducción y Cambios en La Edicion 2017Humberto Ernesto Di Ciccio100% (1)
- Plantillas de TuberiaDocumento32 paginePlantillas de TuberiaHumberto Ernesto Di CiccioNessuna valutazione finora
- AcerosDocumento19 pagineAcerosAnonymous NpiKhs5bNessuna valutazione finora
- Cracking of WeldsDocumento16 pagineCracking of WeldsMichel LopezNessuna valutazione finora
- El BencenoDocumento9 pagineEl BencenoLeyre GonzálezNessuna valutazione finora
- Interruptores de Caja Moldeada LA - LH - Q4 - LAL36400Documento2 pagineInterruptores de Caja Moldeada LA - LH - Q4 - LAL36400ruperto martinezNessuna valutazione finora
- Cap. 5 Enlace IonicoDocumento6 pagineCap. 5 Enlace IonicoCarlos Gracia CardosoNessuna valutazione finora
- SolubilidadDocumento9 pagineSolubilidadRocioNessuna valutazione finora
- Geomebrana ProcedimientoDocumento4 pagineGeomebrana ProcedimientoErickn RamirezNessuna valutazione finora
- Análisis MercadoDocumento26 pagineAnálisis MercadoWillington Alberto SanchezNessuna valutazione finora
- NC-Quimica Barceló-Clase 13 y 14 ProteinaaDocumento117 pagineNC-Quimica Barceló-Clase 13 y 14 ProteinaaMariana Danai Freire FreitasNessuna valutazione finora
- ORGANIZADOR de ..... Riesgo Fisicos Quimicos y BiologicosDocumento2 pagineORGANIZADOR de ..... Riesgo Fisicos Quimicos y BiologicosLeyito TapiaNessuna valutazione finora
- Cuestionario QuiagralDocumento4 pagineCuestionario QuiagralDaniel UrruchiNessuna valutazione finora
- Fundición en Molde PermanenteDocumento14 pagineFundición en Molde PermanenteKaren VegaNessuna valutazione finora
- Dilatacion CalorificaDocumento3 pagineDilatacion CalorificaPablo Gaspar D'Agostini AmengualNessuna valutazione finora
- Hoja de Seguridad Castro Alpha SP 150Documento11 pagineHoja de Seguridad Castro Alpha SP 150Victor Manuel Gonzalez PerezNessuna valutazione finora
- Examen Parcial de Contaminación de Aires y ControlDocumento3 pagineExamen Parcial de Contaminación de Aires y ControlMichael Scott Ramirez100% (4)
- AR0001Documento18 pagineAR0001Enrique lopez rosasNessuna valutazione finora
- PropuestaDocumento17 paginePropuestaLeidy KatherineNessuna valutazione finora
- El Mechero de BunsenDocumento1 paginaEl Mechero de BunsenYadira Soller RamosNessuna valutazione finora
- Prueba de Work IndexDocumento10 paginePrueba de Work IndexEdgard Brayans SucaNessuna valutazione finora
- Acero InoxidableDocumento19 pagineAcero InoxidableThalia AlbitresNessuna valutazione finora
- Lab. 2IM37 Hidrocarburos-Prac.-8-Acetileno y Sus Reacciones QuímicasDocumento9 pagineLab. 2IM37 Hidrocarburos-Prac.-8-Acetileno y Sus Reacciones QuímicasJacqueline MedinaNessuna valutazione finora
- Triptico de QuimicaDocumento2 pagineTriptico de Quimicadiego peñarandaNessuna valutazione finora
- 3-2. Taller EstequiometríaDocumento1 pagina3-2. Taller Estequiometríajd gh100% (1)
- Perdidas Por Evaporacion en Embalses de RiegoDocumento217 paginePerdidas Por Evaporacion en Embalses de RiegoFlorencia ZuninoNessuna valutazione finora
- Respiración CelularDocumento2 pagineRespiración CelularvaleriaNessuna valutazione finora
- 2.3.1. Fuerzas TermicasDocumento10 pagine2.3.1. Fuerzas TermicasIngeniero Angeles Miranda Bustamante0% (1)
- Wuolah Free Tecnicas Fundamentales en BiologiaDocumento84 pagineWuolah Free Tecnicas Fundamentales en Biologiajuditsgonzi12Nessuna valutazione finora
- Blending de Biocombustibles en Gasolina y Diesel - En.esDocumento25 pagineBlending de Biocombustibles en Gasolina y Diesel - En.esVanesaNessuna valutazione finora
- Huevo Deshidratado...Documento14 pagineHuevo Deshidratado...Dino100% (1)
- Temperatura de Bulbo SecoDocumento7 pagineTemperatura de Bulbo SecoAnnielle Garcia RengifoNessuna valutazione finora
- Generación de Gas Metano Por BiodigestiónDocumento106 pagineGeneración de Gas Metano Por BiodigestiónWalter QuispeNessuna valutazione finora
- Matriz de Epp y Dotacion OrnalumDocumento4 pagineMatriz de Epp y Dotacion OrnalumDiego MenesesNessuna valutazione finora