Potrebbero piacerti anche
- United States Patent (10) Patent N6. US 8,117,852 B2Documento7 pagineUnited States Patent (10) Patent N6. US 8,117,852 B2digecaNessuna valutazione finora
- Limit Single-Source Peak Flaring Load With Staggered DepressurizationDocumento6 pagineLimit Single-Source Peak Flaring Load With Staggered DepressurizationdigecaNessuna valutazione finora
- Settling Sludge in Crude TankDocumento2 pagineSettling Sludge in Crude TankdigecaNessuna valutazione finora
- Separation Techniques: ConferenceseriesDocumento1 paginaSeparation Techniques: ConferenceseriesdigecaNessuna valutazione finora
- Special Report: Design A Staggered Depressurization Sequence For Flare SystemsDocumento4 pagineSpecial Report: Design A Staggered Depressurization Sequence For Flare Systemsdigeca100% (1)
- How To Obtain Free United States Published Engineering Documents PDFDocumento1 paginaHow To Obtain Free United States Published Engineering Documents PDFdigecaNessuna valutazione finora
- Martin Towards Zero CO2Documento18 pagineMartin Towards Zero CO2digecaNessuna valutazione finora
- The Pluto System: Initial Results From Its Exploration by New HorizonsDocumento10 pagineThe Pluto System: Initial Results From Its Exploration by New HorizonsdigecaNessuna valutazione finora
- Pulse Damper - Charging - Instructions - FlowguardDocumento6 paginePulse Damper - Charging - Instructions - FlowguarddigecaNessuna valutazione finora
- Pulsation Design ReqsDocumento2 paginePulsation Design ReqsdigecaNessuna valutazione finora
- Electric Hot Box: Model E24Documento2 pagineElectric Hot Box: Model E24digecaNessuna valutazione finora
- Everything You Should Know About: ScadaDocumento29 pagineEverything You Should Know About: ScadadigecaNessuna valutazione finora
- Co-Gen BoilerAutomation Presentation EmailDocumento39 pagineCo-Gen BoilerAutomation Presentation EmaildigecaNessuna valutazione finora
- Oreda Volume 1 PDFDocumento794 pagineOreda Volume 1 PDFdigeca100% (2)
- Plant Enginnering WorkshopDocumento6 paginePlant Enginnering WorkshopdigecaNessuna valutazione finora
- Final Technical Report: D C C /B L (CBTL) P D U (PDU) U K C A E R (CAER)Documento58 pagineFinal Technical Report: D C C /B L (CBTL) P D U (PDU) U K C A E R (CAER)digecaNessuna valutazione finora
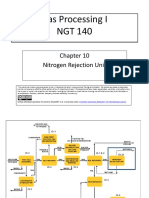
- Gas Processing I NGT 140: Nitrogen Rejection UnitDocumento4 pagineGas Processing I NGT 140: Nitrogen Rejection UnitdigecaNessuna valutazione finora
- Pressure Ratings of Mechanical SealsDocumento8 paginePressure Ratings of Mechanical SealsdigecaNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- EPRI Cycle Chemistry Upsets During OperationDocumento42 pagineEPRI Cycle Chemistry Upsets During OperationTrầnĐạtNessuna valutazione finora
- Extending Kettle LifeDocumento7 pagineExtending Kettle LifeSky Ong CwNessuna valutazione finora
- Chemistry of PhosphorusDocumento7 pagineChemistry of PhosphorusChandra ReddyNessuna valutazione finora
- Stainless Steels For Springs and Other Demanding Applications (S 3411 ENG - Sept.2002)Documento14 pagineStainless Steels For Springs and Other Demanding Applications (S 3411 ENG - Sept.2002)DanielNessuna valutazione finora
- Gem Lesson 1Documento17 pagineGem Lesson 1Ritheria100% (1)
- Filetype PDF Photoconduction SemiconductorDocumento2 pagineFiletype PDF Photoconduction SemiconductorGregNessuna valutazione finora
- Concrete Mathematics: A Foundation For Computer Science: Articles You May Be Interested inDocumento3 pagineConcrete Mathematics: A Foundation For Computer Science: Articles You May Be Interested inmaruns004Nessuna valutazione finora
- Ixef 1032Documento2 pagineIxef 1032Michele RodriquezNessuna valutazione finora
- The Definite Integral and Its ApplicationsDocumento13 pagineThe Definite Integral and Its Applicationsapi-312673653100% (1)
- 2068 TI 908miller CodanDocumento24 pagine2068 TI 908miller CodanFlo MarineNessuna valutazione finora
- ThermodynamicsDocumento8 pagineThermodynamicsBasu SbNessuna valutazione finora
- Practice Final ExamDocumento17 paginePractice Final ExamSaied Aly SalamahNessuna valutazione finora
- Ford Fiesta Endura - Diagnostico Inyeccion EEC VDocumento7 pagineFord Fiesta Endura - Diagnostico Inyeccion EEC VPol Illa100% (1)
- Trial Mix Design Report PDFDocumento38 pagineTrial Mix Design Report PDFTimothy HughesNessuna valutazione finora
- Lesson 29 Stability Analysis of Gravity Dams: Forces and General RequirementsDocumento4 pagineLesson 29 Stability Analysis of Gravity Dams: Forces and General RequirementsabshawNessuna valutazione finora
- Mechanical Castings Ppt-2Documento49 pagineMechanical Castings Ppt-2PubgArena 01Nessuna valutazione finora
- Ind UnitDocumento33 pagineInd UnitSana SanNessuna valutazione finora
- Rieber Sealing in AmericaDocumento10 pagineRieber Sealing in Americaulloap*100% (1)
- Case Studies in Engineering Failure Analysis: K. Gurumoorthy, Bradley D. Faye, Arindam GhoshDocumento8 pagineCase Studies in Engineering Failure Analysis: K. Gurumoorthy, Bradley D. Faye, Arindam GhoshRif SenyoNessuna valutazione finora
- Mankenberg Float ValvesDocumento28 pagineMankenberg Float ValvescartarNessuna valutazione finora
- DIP Lecture 1&2 PDFDocumento63 pagineDIP Lecture 1&2 PDFAhmedNessuna valutazione finora
- Sound Isolation 2017Documento81 pagineSound Isolation 2017vartika guptaNessuna valutazione finora
- Lecture Plan Instructor K S RajmohanDocumento4 pagineLecture Plan Instructor K S RajmohanSwapnil TripathiNessuna valutazione finora
- WSDOT FOP For AASHTO T 106Documento14 pagineWSDOT FOP For AASHTO T 106malaya tripathyNessuna valutazione finora
- Pre-Admission Math Assessment - SampleDocumento13 paginePre-Admission Math Assessment - SamplePranav BISUMBHERNessuna valutazione finora
- Kinematic Analysis of The Double Side Kick in Pointfighting, KickboxingDocumento9 pagineKinematic Analysis of The Double Side Kick in Pointfighting, KickboxingMihai RNessuna valutazione finora
- Soul Purpose FormulaDocumento6 pagineSoul Purpose Formulanpclap100% (2)
- Scs 210 AmDocumento6 pagineScs 210 AmAntonio CabelloNessuna valutazione finora
- Certificate: Well Test Analysis For Gas Condensate ReservoirDocumento19 pagineCertificate: Well Test Analysis For Gas Condensate Reservoiryash chavanNessuna valutazione finora
- 8.8 Boiler Efficiency TestDocumento17 pagine8.8 Boiler Efficiency TestRINJUNessuna valutazione finora