Potrebbero piacerti anche
- Machine Guarding: First Choice Solutions For Machine GuardsDocumento6 pagineMachine Guarding: First Choice Solutions For Machine Guards30410929Nessuna valutazione finora
- SN 200Documento100 pagineSN 200T Mathew Tholoor100% (2)
- LOGISTIC SMS Group Englisch 25-01-2017Documento16 pagineLOGISTIC SMS Group Englisch 25-01-201730410929Nessuna valutazione finora
- SN200-7 2016-05 eDocumento9 pagineSN200-7 2016-05 eminhyen88Nessuna valutazione finora
- Machine Guarding: First Choice Solutions For Machine GuardsDocumento6 pagineMachine Guarding: First Choice Solutions For Machine Guards30410929Nessuna valutazione finora
- 2120 Series Manual (2017 - 08 - 21 23 - 19 - 04 UTC) PDFDocumento362 pagine2120 Series Manual (2017 - 08 - 21 23 - 19 - 04 UTC) PDFReginaldoVieiradaSilva100% (1)
- Single, Double, and Sliding Interior Doors GuideDocumento2 pagineSingle, Double, and Sliding Interior Doors Guide30410929Nessuna valutazione finora
- Machine Guarding Project Case StudyDocumento1 paginaMachine Guarding Project Case Study30410929Nessuna valutazione finora
- SN200-1 2016-05 e PDFDocumento5 pagineSN200-1 2016-05 e PDF30410929Nessuna valutazione finora
- Machine Vibration Testing & MonitoringDocumento167 pagineMachine Vibration Testing & Monitoring30410929100% (1)
- LOGISTIC SMS Group Englisch 25-01-2017Documento16 pagineLOGISTIC SMS Group Englisch 25-01-201730410929Nessuna valutazione finora
- Elastic and Damping Properties of Cylindrical Journal BearingsDocumento2 pagineElastic and Damping Properties of Cylindrical Journal Bearings30410929Nessuna valutazione finora
- Machine Guarding Project Case StudyDocumento1 paginaMachine Guarding Project Case Study30410929Nessuna valutazione finora
- SMS Group GMBH General Terms and Conditions of Purchase Edition February 2016Documento2 pagineSMS Group GMBH General Terms and Conditions of Purchase Edition February 201630410929Nessuna valutazione finora
- LOGISTIC SMS Group Englisch 25-01-2017Documento16 pagineLOGISTIC SMS Group Englisch 25-01-201730410929Nessuna valutazione finora
- Machine Vibration Testing & MonitoringDocumento167 pagineMachine Vibration Testing & Monitoring30410929100% (1)
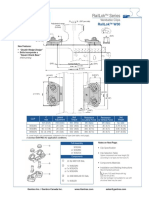
- Raillok w30 Data Sheet ImperialDocumento2 pagineRaillok w30 Data Sheet Imperial30410929Nessuna valutazione finora
- Hall Cap21Documento9 pagineHall Cap2130410929Nessuna valutazione finora
- Readme and Terms of Use 3d Cad ModelsDocumento2 pagineReadme and Terms of Use 3d Cad ModelsfahadkhanffcNessuna valutazione finora
- Gantrail 1220 21 DS 0815Documento2 pagineGantrail 1220 21 DS 081530410929Nessuna valutazione finora
- Catman Pro Software Manual EngDocumento490 pagineCatman Pro Software Manual Eng30410929Nessuna valutazione finora
- Resistência Dos Materiais - Hibbeler - 7 Ed PDFDocumento57 pagineResistência Dos Materiais - Hibbeler - 7 Ed PDFEliene Carmo da SilvaNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Road Construction QuotationDocumento2 pagineRoad Construction QuotationVinod Kumar Verma100% (6)
- 72 Had DadDocumento6 pagine72 Had DadthestupiddogNessuna valutazione finora
- Volumetric Analysis 7Documento3 pagineVolumetric Analysis 7vijay kumarNessuna valutazione finora
- BIOTERGEPAS8SDocumento2 pagineBIOTERGEPAS8SJefferson Ravello RiverosNessuna valutazione finora
- 5054 w14 QP 11 PDFDocumento20 pagine5054 w14 QP 11 PDFHaroon GhaniNessuna valutazione finora
- RetroJet System ManualDocumento11 pagineRetroJet System ManualetritNessuna valutazione finora
- Copy of Pharmacognosy-and-Plant-ChemistryDocumento25 pagineCopy of Pharmacognosy-and-Plant-ChemistryDecemae FuentesNessuna valutazione finora
- Melin Catalog 2005Documento122 pagineMelin Catalog 2005Sujata KulkarniNessuna valutazione finora
- Product Catalogue WEBDocumento48 pagineProduct Catalogue WEBSidy Semba DagnogoNessuna valutazione finora
- Bosch GST 75 E ProfessionalDocumento167 pagineBosch GST 75 E ProfessionalAdriana AlvesNessuna valutazione finora
- 4) Ultrahib Msds EngDocumento8 pagine4) Ultrahib Msds EngJose AlejandroBlancoNessuna valutazione finora
- NACE-MR0274 Mat Req For Polyolefin Cold-AppliedDocumento7 pagineNACE-MR0274 Mat Req For Polyolefin Cold-Appliedluis fernando beltran balderasNessuna valutazione finora
- IJCSEIERDFEB20174Documento10 pagineIJCSEIERDFEB20174TJPRC PublicationsNessuna valutazione finora
- GSAP - Shell HelixDocumento16 pagineGSAP - Shell HelixJoseph Rubyanto SudrajadNessuna valutazione finora
- Juventas New Catalogue PDFDocumento6 pagineJuventas New Catalogue PDFboona mNessuna valutazione finora
- 06 Worksheet 2Documento4 pagine06 Worksheet 2Kinaston SkyNessuna valutazione finora
- Reactivity Series Worksheet - 8B and 8CDocumento6 pagineReactivity Series Worksheet - 8B and 8CHighlightNessuna valutazione finora
- BiochemistryDocumento410 pagineBiochemistryCaptainReeham79% (14)
- Waldner Fume Cupboard Default ValuesDocumento16 pagineWaldner Fume Cupboard Default ValuestuzlucayirNessuna valutazione finora
- Toksikologi PDFDocumento134 pagineToksikologi PDFPurwani Ni NyomanNessuna valutazione finora
- Practical 3 Amylase Activity in Germinating Barley: (347 Words)Documento4 paginePractical 3 Amylase Activity in Germinating Barley: (347 Words)Carynl LeeNessuna valutazione finora
- Water Pollution Problems and SolutionsDocumento56 pagineWater Pollution Problems and Solutionsarief muhammadNessuna valutazione finora
- ASME B31.3 Process Piping Code GuideDocumento7 pagineASME B31.3 Process Piping Code Guideshreyash bhadirkeNessuna valutazione finora
- M2P12 JacsDocumento10 pagineM2P12 JacspedroNessuna valutazione finora
- Sudharshan Seneviratne 1995Documento41 pagineSudharshan Seneviratne 1995darshanieratnawalliNessuna valutazione finora
- FC WellheadDocumento32 pagineFC WellheadEfe Alexander Orieka100% (2)
- Limiting Stoich 203Documento2 pagineLimiting Stoich 203api-284934591Nessuna valutazione finora
- X-ray Absorption Spectroscopy TechniqueDocumento74 pagineX-ray Absorption Spectroscopy TechniqueAnonymous hz3n3HK1RNNessuna valutazione finora
- Astm c1161 13Documento19 pagineAstm c1161 13Taiana BonadioNessuna valutazione finora
- Laboratory Corrosion Testing PDFDocumento7 pagineLaboratory Corrosion Testing PDFeid elsayedNessuna valutazione finora