Potrebbero piacerti anche
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- BS en Iso 2398-2016Documento18 pagineBS en Iso 2398-2016API100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Embrittlement Evaluation and Lifetime Assessment of Hydrocracking Pressure Vessel Made of 3Cr 1mo Low Alloy Steel 2007Documento6 pagineEmbrittlement Evaluation and Lifetime Assessment of Hydrocracking Pressure Vessel Made of 3Cr 1mo Low Alloy Steel 2007APINessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Failure of An Intermediate Gearbox of A HelicopterDocumento16 pagineFailure of An Intermediate Gearbox of A HelicopterAPINessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Failure Analysis of A Leak Off Oil Pipe From Injection Valves of An Off Shore Operating Diesel Engine - 2007 - Engineering Failure Analysis PDFDocumento13 pagineFailure Analysis of A Leak Off Oil Pipe From Injection Valves of An Off Shore Operating Diesel Engine - 2007 - Engineering Failure Analysis PDFAPINessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Failure Analysis of A Passenger Car Coil SpringDocumento6 pagineFailure Analysis of A Passenger Car Coil SpringAPINessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Corrosion of 304SS in Sufuric AcidDocumento11 pagineCorrosion of 304SS in Sufuric AcidAPINessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Journal of Failure Analysis and Prevention Tools & Techniques of Failure AnalysisDocumento1 paginaJournal of Failure Analysis and Prevention Tools & Techniques of Failure AnalysisAPINessuna valutazione finora
- Damage Tolerance Based Shape Design of A Stringer Cutout Using Evolutionary Structural OptimisationDocumento20 pagineDamage Tolerance Based Shape Design of A Stringer Cutout Using Evolutionary Structural OptimisationAPINessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Failure Analysis and Optimization Design of A Centrifuge RotorDocumento9 pagineFailure Analysis and Optimization Design of A Centrifuge RotorAPINessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Caustic SCC Paper 080, (ACA, Corrosion Control 007, 2007 Sydney, Australia)Documento8 pagineCaustic SCC Paper 080, (ACA, Corrosion Control 007, 2007 Sydney, Australia)APINessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Mechanism of SCCDocumento10 pagineMechanism of SCCAPI100% (1)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Anti-Corrosion Methods and Materials Volume 51 Issue 1 2004 Pitting Corrosion of Copper in Chloride SolutionsDocumento10 pagineAnti-Corrosion Methods and Materials Volume 51 Issue 1 2004 Pitting Corrosion of Copper in Chloride SolutionsAPINessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Kiln Services Resurfacing of Rollers and TyresDocumento4 pagineKiln Services Resurfacing of Rollers and TyresAPINessuna valutazione finora
- BS en 12819-2009Documento34 pagineBS en 12819-2009APINessuna valutazione finora
- Effects of CR Content and Environmental Factors On Flow Accelerated Corrosion Rate of Carbon SteelsDocumento4 pagineEffects of CR Content and Environmental Factors On Flow Accelerated Corrosion Rate of Carbon SteelsAPINessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Problematic Operating Conditions & Solutions: Risk: Bourdon Tube FatigueDocumento2 pagineProblematic Operating Conditions & Solutions: Risk: Bourdon Tube FatigueAPINessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Corrosion FatigueDocumento14 pagineCorrosion FatigueAPINessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Welding International Volume 25 Heat Tint Colours On Stainless Steel and Welded JointsDocumento5 pagineWelding International Volume 25 Heat Tint Colours On Stainless Steel and Welded JointsAPINessuna valutazione finora
- The Steam Supply SystemDocumento5 pagineThe Steam Supply SystemAPINessuna valutazione finora
- Performance and Input Output RelationshipsDocumento6 paginePerformance and Input Output RelationshipsAPINessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- 510 Closed Exam ADocumento24 pagine510 Closed Exam AAPINessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1091)
- 2807 Mathematics Paper With Solution MorningDocumento11 pagine2807 Mathematics Paper With Solution Morningsachin guptaNessuna valutazione finora
- Technical Note 4Documento3 pagineTechnical Note 4princedottyNessuna valutazione finora
- Applied Physics: Ayesha Anwer Ul Haq Qureshi MCS Karachi University (UBIT) E-Mail: Ayesha - Anwer@indus - Edu.pkDocumento37 pagineApplied Physics: Ayesha Anwer Ul Haq Qureshi MCS Karachi University (UBIT) E-Mail: Ayesha - Anwer@indus - Edu.pkEhsan JavedNessuna valutazione finora
- Application of Spherical TrigonometryDocumento17 pagineApplication of Spherical TrigonometryAlfred Cyrus Redulfin100% (1)
- EC3Documento2 pagineEC3Bassem KhaledNessuna valutazione finora
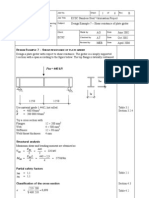
- Design Manual For Structural Stainless Steel Design Example 7 enDocumento6 pagineDesign Manual For Structural Stainless Steel Design Example 7 enAl7amdlellah100% (1)
- Mossbauer SpectrometerDocumento43 pagineMossbauer SpectrometerColin BullockNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Pourbaix BasicsDocumento16 paginePourbaix BasicsLaura DsbNessuna valutazione finora
- Particle Size Analysis (Hydrometer Method) : 1. ApplicationDocumento3 pagineParticle Size Analysis (Hydrometer Method) : 1. ApplicationYulNessuna valutazione finora
- Synchronous Generator - LeelDocumento42 pagineSynchronous Generator - LeelLeelananda100% (1)
- 3.chemistry Ntse X Class (63 85)Documento23 pagine3.chemistry Ntse X Class (63 85)J SoujanyaNessuna valutazione finora
- 06 Human Eye and Colourful World Chapter Wise Important Questions PDFDocumento12 pagine06 Human Eye and Colourful World Chapter Wise Important Questions PDFTannu KaurNessuna valutazione finora
- Physical ScienceDocumento15 paginePhysical ScienceKristopher MartinNessuna valutazione finora
- Some Old Math 200 Final Exam QuestionsDocumento8 pagineSome Old Math 200 Final Exam QuestionsChiOfGreeNessuna valutazione finora
- HYDRA2DDocumento12 pagineHYDRA2Dpablo_etcheverry_1Nessuna valutazione finora
- Chemical Plant Interview Book by Industrial GuideDocumento14 pagineChemical Plant Interview Book by Industrial GuideTom Jose KooduthottiyilNessuna valutazione finora
- E.M.C. QuestionsDocumento38 pagineE.M.C. QuestionsJoshnewfound67% (3)
- 1) Centre of Gravity, Centre of Mass & CentroidDocumento5 pagine1) Centre of Gravity, Centre of Mass & CentroidAman deep singhNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- CheatsheetDocumento55 pagineCheatsheetPedro LeyvaNessuna valutazione finora
- Panasonic DP2 42E DatasheetDocumento15 paginePanasonic DP2 42E DatasheetJosueNessuna valutazione finora
- Assessment Cover Sheet Faculty of Engineering: Student Statement and SignatureDocumento8 pagineAssessment Cover Sheet Faculty of Engineering: Student Statement and SignatureOshada Devpriya GamageNessuna valutazione finora
- Due Friday, February 21, 2014 by 5:00 P.M. To The AE312 MailboxDocumento3 pagineDue Friday, February 21, 2014 by 5:00 P.M. To The AE312 MailboxankstamanNessuna valutazione finora
- Amendment PhysicsDocumento19 pagineAmendment PhysicsSayan MajiNessuna valutazione finora
- Orbiting Solar Observatory Satellite OSO-1 The Project SummaryDocumento310 pagineOrbiting Solar Observatory Satellite OSO-1 The Project SummaryBob Andrepont100% (1)
- Indian Gear Standard Is.8830.2007Documento65 pagineIndian Gear Standard Is.8830.2007Manoj Singh100% (2)
- Latihan Intensif Edisi MuridDocumento15 pagineLatihan Intensif Edisi MuridMOHD SAIFUNIZAM BIN ZAKARIA MoeNessuna valutazione finora
- Radiation Physics and Chemistry: L.T. Hudson, J.F. SeelyDocumento7 pagineRadiation Physics and Chemistry: L.T. Hudson, J.F. SeelyThư Phạm Nguyễn AnhNessuna valutazione finora
- M SC Syllabus Applied Mathematics PhysicsDocumento20 pagineM SC Syllabus Applied Mathematics PhysicsComradeNessuna valutazione finora
- Measurement of Fluorescence Quantum YieldsDocumento4 pagineMeasurement of Fluorescence Quantum YieldsChaudhary Mandeep Singh Dalal100% (1)
- 2nd 5Documento4 pagine2nd 5Le ScienceNessuna valutazione finora
- Sully: The Untold Story Behind the Miracle on the HudsonDa EverandSully: The Untold Story Behind the Miracle on the HudsonValutazione: 4 su 5 stelle4/5 (103)
- The Future of Geography: How the Competition in Space Will Change Our WorldDa EverandThe Future of Geography: How the Competition in Space Will Change Our WorldValutazione: 4 su 5 stelle4/5 (6)
- The Fabric of Civilization: How Textiles Made the WorldDa EverandThe Fabric of Civilization: How Textiles Made the WorldValutazione: 4.5 su 5 stelle4.5/5 (58)
- Hero Found: The Greatest POW Escape of the Vietnam WarDa EverandHero Found: The Greatest POW Escape of the Vietnam WarValutazione: 4 su 5 stelle4/5 (19)