Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Optimising The Operation of Gold EW CellDocumento18 pagineOptimising The Operation of Gold EW CellAzman Taib100% (2)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Chirimuuta. Outside ColorDocumento262 pagineChirimuuta. Outside Colorcrazijoe100% (2)
- Kiswahili PhrasesDocumento35 pagineKiswahili Phrasesjboston123100% (1)
- 192 Master - 192-114 - Highlight PDFDocumento154 pagine192 Master - 192-114 - Highlight PDFGilberto Garcia de la PazNessuna valutazione finora
- Guidance On Repairs To Interstate Natural Gas PipelinesDocumento14 pagineGuidance On Repairs To Interstate Natural Gas Pipelinesjboston123Nessuna valutazione finora
- In Line InspectionDocumento37 pagineIn Line Inspectiondamian_k19Nessuna valutazione finora
- CFR 2011 Title49 Vol3 Part192Documento115 pagineCFR 2011 Title49 Vol3 Part192Martin AndradeNessuna valutazione finora
- Intro To Cathodic Protection Systems MaintenanceDocumento44 pagineIntro To Cathodic Protection Systems Maintenancejboston123Nessuna valutazione finora
- Oil and Gas Summary SyllabusDocumento5 pagineOil and Gas Summary Syllabusnedian1982100% (1)
- Final Project (13!12!2007) PDFDocumento53 pagineFinal Project (13!12!2007) PDFjboston123Nessuna valutazione finora
- Behavior of Metals From CarbonDocumento10 pagineBehavior of Metals From Carbonjboston123Nessuna valutazione finora
- Florida Coastal Management Program GuideDocumento108 pagineFlorida Coastal Management Program Guidejboston123Nessuna valutazione finora
- Elution and Carbon Reactivation BasicsDocumento19 pagineElution and Carbon Reactivation BasicsdiegovergaraNessuna valutazione finora
- Electrowinning and Smelting BasicsDocumento13 pagineElectrowinning and Smelting BasicsJohann Rene Meddrano100% (2)
- V 077 N 12 P 254Documento8 pagineV 077 N 12 P 254DamienSpenceNessuna valutazione finora
- Behavior of Metals From CarbonDocumento10 pagineBehavior of Metals From Carbonjboston123Nessuna valutazione finora
- Cwea Enviro Compliance HandbookDocumento20 pagineCwea Enviro Compliance HandbooksrollinsNessuna valutazione finora
- Stormwater Erosion and Sedimentation Control Inspector's ManualDocumento378 pagineStormwater Erosion and Sedimentation Control Inspector's Manualjboston123100% (1)
- National Response FrameworkDocumento90 pagineNational Response Frameworkjboston123Nessuna valutazione finora
- Conducting Environmental Compliance Inspections: Inspector's Field Manual International EditionDocumento67 pagineConducting Environmental Compliance Inspections: Inspector's Field Manual International Editionjboston123Nessuna valutazione finora
- Cathodic Protection Close Interval Surveys Field Manual Prepared by R.L. PawsonDocumento29 pagineCathodic Protection Close Interval Surveys Field Manual Prepared by R.L. Pawsonbobbig4078100% (1)
- Corrosion TheoryDocumento10 pagineCorrosion Theory7amada11100% (1)
- Environmental Compliance Inspectors TrainingDocumento273 pagineEnvironmental Compliance Inspectors Trainingjboston123Nessuna valutazione finora
- An Introduction To Cathodic Protection PDFDocumento23 pagineAn Introduction To Cathodic Protection PDFMatt AgonyaNessuna valutazione finora
- Water Distribution Systems CorrosionDocumento142 pagineWater Distribution Systems Corrosionjboston123Nessuna valutazione finora
- Corrosion Cotrol ManualDocumento36 pagineCorrosion Cotrol ManualNwosu AugustineNessuna valutazione finora
- Guide Line On The Electrical Co-Ordination of Pipelines and Power LinesDocumento96 pagineGuide Line On The Electrical Co-Ordination of Pipelines and Power Linesjboston123100% (1)
- Avionics Corrosion Program and Corrosion TheoryDocumento52 pagineAvionics Corrosion Program and Corrosion Theoryjboston123Nessuna valutazione finora
- Development of A Belt Conveyor For Small Scale Industry: September 2017Documento6 pagineDevelopment of A Belt Conveyor For Small Scale Industry: September 2017DatNessuna valutazione finora
- Chapter1 Electrostatic 2016 ReviewedDocumento98 pagineChapter1 Electrostatic 2016 ReviewedSyaza IzzatyNessuna valutazione finora
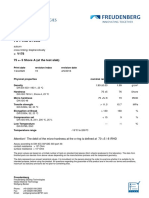
- FST - 70 FKM 37508 enDocumento2 pagineFST - 70 FKM 37508 enXavierNessuna valutazione finora
- Software For Enumerative and Analytic CombinatoricsDocumento47 pagineSoftware For Enumerative and Analytic CombinatoricsamacfiesNessuna valutazione finora
- Spesifikasi Nikon Mikroskop Eclipse E100 PDFDocumento1 paginaSpesifikasi Nikon Mikroskop Eclipse E100 PDFHarto waldiNessuna valutazione finora
- Pave RuttingDocumento440 paginePave RuttingbloomdidoNessuna valutazione finora
- Design of A New Low Cost ROV VehicleDocumento6 pagineDesign of A New Low Cost ROV VehicleMuhammad Yasar JavaidNessuna valutazione finora
- Firewater Hydraulic Study Report Detailed Engineering Design Oml-24 Crude Storage Tanks and De-Watering ProjectDocumento22 pagineFirewater Hydraulic Study Report Detailed Engineering Design Oml-24 Crude Storage Tanks and De-Watering ProjectPatrick AyanNessuna valutazione finora
- Per g26 Pub 32704 Touchstone AssessmentQPHTMLMode1 32704O236 32704O236S10D1795 17060852160988057 JC1601372310008 32704O236S10D1795E1.html#Documento37 paginePer g26 Pub 32704 Touchstone AssessmentQPHTMLMode1 32704O236 32704O236S10D1795 17060852160988057 JC1601372310008 32704O236S10D1795E1.html#Sandip pawarNessuna valutazione finora
- Materials Finer Than 75 - M (Nº 200) Sieve in Mineral Aggregates by WashingDocumento3 pagineMaterials Finer Than 75 - M (Nº 200) Sieve in Mineral Aggregates by WashingEvert RiveraNessuna valutazione finora
- Scs 210 AmDocumento6 pagineScs 210 AmAntonio CabelloNessuna valutazione finora
- Edo Arte ExoskeletonDocumento54 pagineEdo Arte ExoskeletonBlanca RiosNessuna valutazione finora
- MercerizationDocumento141 pagineMercerizationkreeshnuNessuna valutazione finora
- A Field Method For Measurement of Infiltration PDFDocumento31 pagineA Field Method For Measurement of Infiltration PDFHamza MamiNessuna valutazione finora
- Mankenberg Float ValvesDocumento28 pagineMankenberg Float ValvescartarNessuna valutazione finora
- Applied III, Worksheet 1Documento4 pagineApplied III, Worksheet 1mintuwondeNessuna valutazione finora
- Permutations and CombinationsDocumento69 paginePermutations and CombinationsNikhil0% (2)
- Fields of Application: About The TestsDocumento47 pagineFields of Application: About The TestsStefan IonelNessuna valutazione finora
- Soil CompactionDocumento24 pagineSoil Compactionsyah123Nessuna valutazione finora
- F5 KSSM Tutorial 1.1 (Force and Motion Ii)Documento13 pagineF5 KSSM Tutorial 1.1 (Force and Motion Ii)Alia Qistina Mara KasmedeeNessuna valutazione finora
- HARDNESSDocumento42 pagineHARDNESSNicole Andrei BaldozaNessuna valutazione finora
- M. Tech. Computer Aided DesignDocumento42 pagineM. Tech. Computer Aided DesignHamid MojiryNessuna valutazione finora
- Activity 1Documento6 pagineActivity 1Aldwin AjocNessuna valutazione finora
- aSTM A 751 PDFDocumento5 pagineaSTM A 751 PDFTheOne YasirNessuna valutazione finora
- Hydrologic CycleDocumento35 pagineHydrologic CycleFachri JahriNessuna valutazione finora
- An Exploration Into Wind Turbines Their Impacts and Potential SolutionsDocumento6 pagineAn Exploration Into Wind Turbines Their Impacts and Potential SolutionsFortune JournalsNessuna valutazione finora
- D Angelo Dongre 2009 Practical Use of Multiple Stress Creep and Recovery Test Characterization of Styrene ButadieneDocumento10 pagineD Angelo Dongre 2009 Practical Use of Multiple Stress Creep and Recovery Test Characterization of Styrene Butadienebn23cem3r15Nessuna valutazione finora
- Chapter 05Documento49 pagineChapter 05bellaNessuna valutazione finora
- Frac To GraphyDocumento639 pagineFrac To GraphyBHARANINessuna valutazione finora