Potrebbero piacerti anche
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Objectives of Project Risk Management Are To Decrease The Likelihood of Positive Events and Increase The Probability of Negative EventsDocumento1 paginaThe Objectives of Project Risk Management Are To Decrease The Likelihood of Positive Events and Increase The Probability of Negative EventsJavier Gualdrón PlataNessuna valutazione finora
- Work Breakdown Structure (WBS) Wefgfdgsdaaadrone Delivery PrototypeDocumento3 pagineWork Breakdown Structure (WBS) Wefgfdgsdaaadrone Delivery PrototypeJavier Gualdrón PlataNessuna valutazione finora
- Dwork Breakdown Structure (WBS) Drone Delivery PrototypeDocumento3 pagineDwork Breakdown Structure (WBS) Drone Delivery PrototypeJavier Gualdrón PlataNessuna valutazione finora
- Dwork Breakdown Structure (WBS) Drone Delivery PrototypeDocumento3 pagineDwork Breakdown Structure (WBS) Drone Delivery PrototypeJavier Gualdrón PlataNessuna valutazione finora
- Dwork Breakdown Structure (WBS) Ds4Xxxxxdrone Delivery PrototypeDocumento3 pagineDwork Breakdown Structure (WBS) Ds4Xxxxxdrone Delivery PrototypeJavier Gualdrón PlataNessuna valutazione finora
- Work Breakdown StructureDocumento3 pagineWork Breakdown StructureJavier Gualdrón PlataNessuna valutazione finora
- XZCXZXCZXC BREAKDOWN STRUCTURE (WBS) Drone Delivery PrototypeDocumento3 pagineXZCXZXCZXC BREAKDOWN STRUCTURE (WBS) Drone Delivery PrototypeJavier Gualdrón PlataNessuna valutazione finora
- Work Breakdown Structure (WBS) Wefgfdgsdaaadrone Delivery PrototypeDocumento3 pagineWork Breakdown Structure (WBS) Wefgfdgsdaaadrone Delivery PrototypeJavier Gualdrón PlataNessuna valutazione finora
- Work Breakdown StructureDocumento3 pagineWork Breakdown StructureJavier Gualdrón PlataNessuna valutazione finora
- Work Breakdown StructureDocumento3 pagineWork Breakdown StructureJavier Gualdrón PlataNessuna valutazione finora
- Dwork Breakdown Structure (WBS) Ds4Xxxxxdrone Delivery PrototypeDocumento3 pagineDwork Breakdown Structure (WBS) Ds4Xxxxxdrone Delivery PrototypeJavier Gualdrón PlataNessuna valutazione finora
- Work Breakdown StructureDocumento3 pagineWork Breakdown StructureJavier Gualdrón PlataNessuna valutazione finora
- Work Breakdown StructureDocumento3 pagineWork Breakdown StructureJavier Gualdrón PlataNessuna valutazione finora
- Work Breakdown StructureDocumento3 pagineWork Breakdown StructureJavier Gualdrón PlataNessuna valutazione finora
- Work Breakdown StructureDocumento3 pagineWork Breakdown StructureJavier Gualdrón PlataNessuna valutazione finora
- Work Breakdown StructureDocumento3 pagineWork Breakdown StructureJavier Gualdrón PlataNessuna valutazione finora
- Work Breakdown StructureDocumento3 pagineWork Breakdown StructureJavier Gualdrón PlataNessuna valutazione finora
- Work Breakdown StructureDocumento3 pagineWork Breakdown StructureJavier Gualdrón PlataNessuna valutazione finora
- Activity MemorialDocumento1 paginaActivity MemorialJavier Gualdrón PlataNessuna valutazione finora
- Work Breakdown StructureDocumento3 pagineWork Breakdown StructureJavier Gualdrón PlataNessuna valutazione finora
- Work Breakdown StructureDocumento3 pagineWork Breakdown StructureJavier Gualdrón PlataNessuna valutazione finora
- Level 1: Wilmonts Pharmacy Organizational ChartDocumento1 paginaLevel 1: Wilmonts Pharmacy Organizational ChartJavier Gualdrón PlataNessuna valutazione finora
- Work Breakdown StructureDocumento3 pagineWork Breakdown StructureJavier Gualdrón PlataNessuna valutazione finora
- Dronetech Chart PDFDocumento1 paginaDronetech Chart PDFJavier Gualdrón PlataNessuna valutazione finora
- Question 5 PDFDocumento1 paginaQuestion 5 PDFJavier Gualdrón PlataNessuna valutazione finora
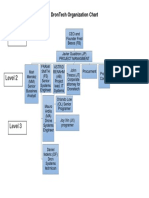
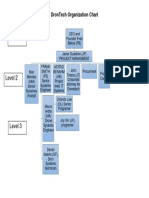
- Level 1: Drontech Organization ChartDocumento1 paginaLevel 1: Drontech Organization ChartJavier Gualdrón PlataNessuna valutazione finora
- Felipe - Fiumarelli - R&A n3Documento6 pagineFelipe - Fiumarelli - R&A n3Javier Gualdrón PlataNessuna valutazione finora
- Level 1: Wilmonts Pharmacy Organizational ChartDocumento2 pagineLevel 1: Wilmonts Pharmacy Organizational ChartJavier Gualdrón PlataNessuna valutazione finora
- Level 1: Wilmonts Pharmacy Organizational ChartDocumento2 pagineLevel 1: Wilmonts Pharmacy Organizational ChartJavier Gualdrón PlataNessuna valutazione finora
- Level 1: Wilmonts Pharmacy Organizational ChartDocumento1 paginaLevel 1: Wilmonts Pharmacy Organizational ChartJavier Gualdrón PlataNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Control ValvesDocumento20 pagineControl ValvesSakthivel PalaniNessuna valutazione finora
- Construction Site Earthwork CalculationDocumento4 pagineConstruction Site Earthwork CalculationmasteriragaNessuna valutazione finora
- Drilling Fluids, Drill String, CirculatingDocumento10 pagineDrilling Fluids, Drill String, CirculatingBianca Quiroga AndiaNessuna valutazione finora
- DatumsDocumento22 pagineDatumsAlberto LobonesNessuna valutazione finora
- Banner Engineering - Glass Fiber Series - CatalogDocumento43 pagineBanner Engineering - Glass Fiber Series - CatalogTavo CoxNessuna valutazione finora
- Case StudyDocumento32 pagineCase StudyKevin T. OnaroNessuna valutazione finora
- Nuclear ReactorsDocumento45 pagineNuclear ReactorsAtul100% (3)
- Introduction To Multiphase Fluid Dynamics: 1.1. Scope of The BookDocumento40 pagineIntroduction To Multiphase Fluid Dynamics: 1.1. Scope of The Bookdanijelkr88Nessuna valutazione finora
- Ricoh mpc307 407 Parts ManualDocumento244 pagineRicoh mpc307 407 Parts Manualmark adams50% (2)
- Asymptotes Tutorial: Horizontal Vertical Slant and HolesDocumento30 pagineAsymptotes Tutorial: Horizontal Vertical Slant and Holesgregory_k_sherman100% (1)
- Signal Flow GraphDocumento38 pagineSignal Flow Graphgaurav_juneja_4Nessuna valutazione finora
- Applications and Interpretation Higher SpecimensDocumento80 pagineApplications and Interpretation Higher SpecimensJAKE THE DOGNessuna valutazione finora
- Virtual Reality Technology and Applications-Springer Netherlands (2014)Documento236 pagineVirtual Reality Technology and Applications-Springer Netherlands (2014)Keyser SozeNessuna valutazione finora
- 000 ProntoSIL CatalogDocumento12 pagine000 ProntoSIL CatalogAbhijeet SangwanNessuna valutazione finora
- Chemsheets As 1005 Ionisation EnergiesDocumento2 pagineChemsheets As 1005 Ionisation Energiesangel ranaNessuna valutazione finora
- Multi Meter Triplett 630-NA Tested by ZS1JHGDocumento2 pagineMulti Meter Triplett 630-NA Tested by ZS1JHGJohn Howard GreenNessuna valutazione finora
- Current Electricity WorksheetDocumento6 pagineCurrent Electricity WorksheetRohan ChackoNessuna valutazione finora
- SIGMAW Engineering BookDocumento412 pagineSIGMAW Engineering BookhendraschNessuna valutazione finora
- Experiment: 1 Parallel Flow Heat ExchangerDocumento18 pagineExperiment: 1 Parallel Flow Heat ExchangerAnonymous QM0NLqZONessuna valutazione finora
- Raksasa CVDocumento5 pagineRaksasa CVLydia Febriana SimanjuntakNessuna valutazione finora
- Topic 2 - ComplexationDocumento48 pagineTopic 2 - ComplexationLokesh JaiswalNessuna valutazione finora
- Lecture 3 RheologyDocumento32 pagineLecture 3 Rheologybattal eduNessuna valutazione finora
- Practical EXamDocumento5 paginePractical EXamNDTInstructor100% (6)
- PT Flash Handout 2010Documento24 paginePT Flash Handout 2010Zahraa DakihlNessuna valutazione finora
- Reliability and Performance Indices of Power Generating Units in PolandDocumento7 pagineReliability and Performance Indices of Power Generating Units in Polandwoldemariam workuNessuna valutazione finora
- Csi ReferDocumento502 pagineCsi Referrenzo wilber bernedo beltranNessuna valutazione finora
- Origin of Voicing AlternationDocumento10 pagineOrigin of Voicing AlternationCorinne D'AntonioNessuna valutazione finora
- Book Pract RDFFBD Chapter-6Documento90 pagineBook Pract RDFFBD Chapter-6HuongDuongNessuna valutazione finora
- Trig Crash CourseDocumento28 pagineTrig Crash CourseHimraj BachooNessuna valutazione finora
- 1 - SetsDocumento2 pagine1 - SetsHerald MulanoNessuna valutazione finora