Potrebbero piacerti anche
- Putting It All Together: OperationsDocumento34 paginePutting It All Together: OperationsIbrahim FaqaihNessuna valutazione finora
- Sewage Plant Operator: Passbooks Study GuideDa EverandSewage Plant Operator: Passbooks Study GuideNessuna valutazione finora
- Process Heating Nov 2013Documento4 pagineProcess Heating Nov 2013Franklin Santiago Suclla PodestaNessuna valutazione finora
- Compress Air Golden RulesDocumento1 paginaCompress Air Golden Rulesmymail0808Nessuna valutazione finora
- Control ValvesDocumento38 pagineControl ValvesSridhar GudapatiNessuna valutazione finora
- Gas Sizing PDFDocumento36 pagineGas Sizing PDFChetan ChuriNessuna valutazione finora
- Heat Transfer EquipmentDocumento28 pagineHeat Transfer Equipmentdeepak.dce.meNessuna valutazione finora
- (A) 12.02 Pipeline Ancillaries - Isolation Valves - Rotary Movement (Spirax-Sarco, 2005)Documento14 pagine(A) 12.02 Pipeline Ancillaries - Isolation Valves - Rotary Movement (Spirax-Sarco, 2005)lyly209Nessuna valutazione finora
- NRV Philosophy and ApplicationDocumento13 pagineNRV Philosophy and ApplicationnasirmuzaffarNessuna valutazione finora
- ValveDocumento66 pagineValveUmar DrazNessuna valutazione finora
- J3X & JF3X PDFDocumento2 pagineJ3X & JF3X PDFMukiara LuffyNessuna valutazione finora
- Distillation Operation DifficultiesDocumento7 pagineDistillation Operation DifficultiesSekar ChadarwatiNessuna valutazione finora
- Thermal Degassing Fundamentals R4i1 enDocumento6 pagineThermal Degassing Fundamentals R4i1 enAnonymous v5uipHNessuna valutazione finora
- Valve CV Flow Rate FormlaeDocumento1 paginaValve CV Flow Rate Formlaelatasharma79Nessuna valutazione finora
- Symbol OdsDocumento26 pagineSymbol OdsAnjana NairNessuna valutazione finora
- 120 Inch Fore Pump and Worm Oil Pump ADocumento12 pagine120 Inch Fore Pump and Worm Oil Pump AcarlosorizabaNessuna valutazione finora
- Boiler Auxiliaries PresentationDocumento43 pagineBoiler Auxiliaries PresentationKush JaniNessuna valutazione finora
- Ce NT Rifu Gal Pu MP Ter MsDocumento74 pagineCe NT Rifu Gal Pu MP Ter Msaby jacob100% (2)
- Fundamentals Orifice Measurement - DanielDocumento11 pagineFundamentals Orifice Measurement - DanielKuwat Riyanto0% (1)
- Filter Separator English LetterDocumento2 pagineFilter Separator English Lettermarcoo8Nessuna valutazione finora
- Different Types of Control Valves & Actuator SymbolsDocumento8 pagineDifferent Types of Control Valves & Actuator SymbolsSangeeth SudhakaranNessuna valutazione finora
- Olaer EhvDocumento12 pagineOlaer EhvandinoNessuna valutazione finora
- Spo 1Documento89 pagineSpo 1Fidal SibiaNessuna valutazione finora
- Gas Blowby - An Overview - ScienceDirect TopicsDocumento15 pagineGas Blowby - An Overview - ScienceDirect TopicsWin Thi HaNessuna valutazione finora
- What Is DistillationDocumento25 pagineWhat Is DistillationashirNessuna valutazione finora
- Taller P&idDocumento5 pagineTaller P&idÁlvaro Baldovino MontesNessuna valutazione finora
- E 106Documento1 paginaE 106Bith SMGNessuna valutazione finora
- Orbit Valve - BrochureDocumento12 pagineOrbit Valve - BrochureMohamed MeeranNessuna valutazione finora
- Valve Selection EssentialsDocumento8 pagineValve Selection EssentialsdigecaNessuna valutazione finora
- Logics PumpsDocumento155 pagineLogics PumpsKashif ChaudhryNessuna valutazione finora
- Chapter 2 Centrifugal PumpsDocumento96 pagineChapter 2 Centrifugal PumpsMichael MesfinNessuna valutazione finora
- Filtration in HydrotreatingDocumento2 pagineFiltration in Hydrotreatingck196548400% (1)
- 3 Element ControlDocumento5 pagine3 Element Controlugun87Nessuna valutazione finora
- Industrial Steam Steam Flow DeaeratorDocumento4 pagineIndustrial Steam Steam Flow DeaeratorhendraNessuna valutazione finora
- Exploration & Production: TechnologyDocumento36 pagineExploration & Production: Technologyidzham78Nessuna valutazione finora
- Separator Sizing SpreadsheetDocumento10 pagineSeparator Sizing SpreadsheetEmmanuel ByensitaNessuna valutazione finora
- C06 006 Process Calculation (02V 6010) RevEDocumento6 pagineC06 006 Process Calculation (02V 6010) RevEAlphaEcc EngineeringTeamNessuna valutazione finora
- What's A Screw Pump? Understanding The Unique Characteristics and Operating Principles of 1, 2 and 3 Screw PumpsDocumento4 pagineWhat's A Screw Pump? Understanding The Unique Characteristics and Operating Principles of 1, 2 and 3 Screw PumpsTapas ChaudhuriNessuna valutazione finora
- Control Valves and Their Principles of OperationDocumento5 pagineControl Valves and Their Principles of Operationgroshan20Nessuna valutazione finora
- Eductor SizingDocumento2 pagineEductor SizingbudiprasNessuna valutazione finora
- A Quick Look at DesaltingDocumento12 pagineA Quick Look at Desaltingananth2012Nessuna valutazione finora
- C:/Users/UDI/Job/PUSTEK E&T/PROJECT FOSTER/Air Cooler - Htri: 48 InchDocumento1 paginaC:/Users/UDI/Job/PUSTEK E&T/PROJECT FOSTER/Air Cooler - Htri: 48 InchFadhila Ahmad AnindriaNessuna valutazione finora
- Piping ValvesDocumento51 paginePiping ValvesRohit Kamble100% (2)
- Symbols of Chemical Apparatus and Instrumentation: Packing Column Tray ColumnDocumento2 pagineSymbols of Chemical Apparatus and Instrumentation: Packing Column Tray ColumnSamik MukherjeeNessuna valutazione finora
- Assignment Pump and Its PartsDocumento19 pagineAssignment Pump and Its PartsSabyasachi PradhanNessuna valutazione finora
- Hydraulics CurriculumDocumento8 pagineHydraulics CurriculumChris ChrisNessuna valutazione finora
- Process Vessels 93851 - 18 PDFDocumento19 pagineProcess Vessels 93851 - 18 PDFNector Jr. GuevarraNessuna valutazione finora
- Application Data: PAC 353 Combustion Management Solutions Furnace (Draft) Pressure Control BenefitsDocumento3 pagineApplication Data: PAC 353 Combustion Management Solutions Furnace (Draft) Pressure Control BenefitsmanishjainshahNessuna valutazione finora
- Blowdown of LPG PipelinesDocumento10 pagineBlowdown of LPG PipelinesBehnam HosseinzadehNessuna valutazione finora
- Water Chemistry WorkshopAKSinhaDocumento212 pagineWater Chemistry WorkshopAKSinhaSameer Kimmatkar100% (2)
- Line SizingDocumento20 pagineLine SizingAhmed HassanNessuna valutazione finora
- AMT Module 1 - PartB-1Documento12 pagineAMT Module 1 - PartB-1PrathikNessuna valutazione finora
- Centrifugal Compressor 1588467358 PDFDocumento59 pagineCentrifugal Compressor 1588467358 PDFEngr TheyjiNessuna valutazione finora
- Control Valve SourcebookDocumento5 pagineControl Valve Sourcebookpneuma110Nessuna valutazione finora
- Heat ExchangersDocumento47 pagineHeat Exchangersmohammed alaa eldinNessuna valutazione finora
- Instrumentation FOR P&ID's: Peer EvaluationDocumento30 pagineInstrumentation FOR P&ID's: Peer Evaluationnarasimharaja100% (3)
- Alia AFC365 Flow ComputerDocumento4 pagineAlia AFC365 Flow ComputerRexCrazyMindNessuna valutazione finora
- Co HenDocumento40 pagineCo HenHiltonNessuna valutazione finora
- FURNACEDocumento74 pagineFURNACESonam Bijaya100% (2)
- 660 MW Sipat BoilerDocumento88 pagine660 MW Sipat BoilerKrishnan Santhanaraj100% (3)
- CBCS 2020-2021Documento52 pagineCBCS 2020-2021PankajDhobleNessuna valutazione finora
- E OVENPAK LE M Complete Section 10 14Documento32 pagineE OVENPAK LE M Complete Section 10 14PankajDhobleNessuna valutazione finora
- Ankit Lonare Mtech Thermal Enggstatic23122017Documento3 pagineAnkit Lonare Mtech Thermal Enggstatic23122017PankajDhobleNessuna valutazione finora
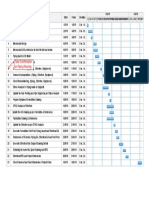
- Gantt ChartDocumento1 paginaGantt ChartPankajDhobleNessuna valutazione finora
- Ligament Efficiency and Thickness of The Support PlateDocumento10 pagineLigament Efficiency and Thickness of The Support PlatePankajDhobleNessuna valutazione finora
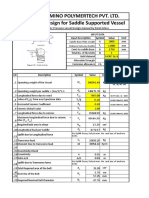
- Saddle DesignDocumento6 pagineSaddle DesignPankajDhobleNessuna valutazione finora
- "Intelligent Energy Saving System": Project Report ONDocumento64 pagine"Intelligent Energy Saving System": Project Report ONPankajDhobleNessuna valutazione finora
- Dynamic Analysis Guide PDFDocumento14 pagineDynamic Analysis Guide PDFPankajDhobleNessuna valutazione finora
- Final Copy With Page SetupDocumento37 pagineFinal Copy With Page SetupPankajDhobleNessuna valutazione finora
- ASME Material SpectDocumento46 pagineASME Material SpectPankajDhobleNessuna valutazione finora
- Dowtherm J Heat Transfer Fluid MSDSDocumento9 pagineDowtherm J Heat Transfer Fluid MSDSNoviyanto Dwi NNessuna valutazione finora
- Safe Location of Oxygen and Inert Gas VentsDocumento40 pagineSafe Location of Oxygen and Inert Gas VentssNessuna valutazione finora
- Rotc FinalsDocumento215 pagineRotc FinalsAyaseNessuna valutazione finora
- Fire Incident at AMRI Hospital Kolkata PDFDocumento5 pagineFire Incident at AMRI Hospital Kolkata PDFvikaspisalNessuna valutazione finora
- Fire Safety LectureDocumento27 pagineFire Safety LectureBien Rivera100% (1)
- Safety Data Sheet Training FormDocumento11 pagineSafety Data Sheet Training FormSaya LahNessuna valutazione finora
- MSDS Anti BDocumento5 pagineMSDS Anti BsilvaniNessuna valutazione finora
- Msds Seagrandprix 880 HSDocumento4 pagineMsds Seagrandprix 880 HSArya Suganda100% (3)
- SHINE Webinar Presentation 310821Documento16 pagineSHINE Webinar Presentation 310821Anusha RoghanNessuna valutazione finora
- August 23 (Monday) DiscussionDocumento11 pagineAugust 23 (Monday) DiscussionYuGenNessuna valutazione finora
- Is 9668 Fire Water SupplyDocumento12 pagineIs 9668 Fire Water SupplyNanu Patel100% (1)
- MPI 2ecom GFpecification MECH FireDocumento6 pagineMPI 2ecom GFpecification MECH FireadriannodaloNessuna valutazione finora
- WX 700Documento31 pagineWX 700Waraphon SukyangNessuna valutazione finora
- Fire Protection and Arson IvestigationDocumento5 pagineFire Protection and Arson Ivestigationrenjomar100% (1)
- MSDS Contavan GalDocumento6 pagineMSDS Contavan GalabhijitNessuna valutazione finora
- 201 IFE Level 3 Certificate in Fire Engineering ScienceDocumento17 pagine201 IFE Level 3 Certificate in Fire Engineering ScienceVivek ParitNessuna valutazione finora
- Fire Report FinalDocumento5 pagineFire Report FinalQuentin DidierNessuna valutazione finora
- Safety Data Sheet: 1. IdentificationDocumento9 pagineSafety Data Sheet: 1. IdentificationOmar SaaedNessuna valutazione finora
- Resumen Tipos de Sistemas de Manguera 4Documento6 pagineResumen Tipos de Sistemas de Manguera 4Juan Carlos GutiérrezNessuna valutazione finora
- Four Levels of MarketingDocumento24 pagineFour Levels of MarketinglsurendraNessuna valutazione finora
- Volvo Penta Marine Engine Owners ManualDocumento88 pagineVolvo Penta Marine Engine Owners Manualqwerty2me197175% (4)
- Safety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/ UndertakingDocumento10 pagineSafety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/ UndertakingGOPINATH KRISHNAN NAIRNessuna valutazione finora
- Cara Menghitung Smoke Detector Dan SprinklerDocumento11 pagineCara Menghitung Smoke Detector Dan SprinklerIgit RiskiNessuna valutazione finora
- Gtu Weightage Acet Sem-Vii 2022Documento3 pagineGtu Weightage Acet Sem-Vii 2022Jyotin KateshiaNessuna valutazione finora
- Appendix A - Flame Radiation ReviewDocumento10 pagineAppendix A - Flame Radiation ReviewTorero02Nessuna valutazione finora
- Coal Age Article Fire Safety HSBPLCDocumento7 pagineCoal Age Article Fire Safety HSBPLCthuctruongNessuna valutazione finora
- Quality Assurance (Effective From The Session - 2016-17) PDFDocumento17 pagineQuality Assurance (Effective From The Session - 2016-17) PDFAvnishNessuna valutazione finora
- Ul Standards and Performance Requirements For New Extinguishing AgentsDocumento5 pagineUl Standards and Performance Requirements For New Extinguishing AgentsTheo Pozo JNessuna valutazione finora
- Iso 14726:2008 Sea Vessel & Marine Pipe Marking Guide:, Ghqwlàfdwlrqri&Roruviruwkh&Rqwhqwriwkh3Lslqj6/Vwhpvdffruglqjwr, 62Documento1 paginaIso 14726:2008 Sea Vessel & Marine Pipe Marking Guide:, Ghqwlàfdwlrqri&Roruviruwkh&Rqwhqwriwkh3Lslqj6/Vwhpvdffruglqjwr, 62Gert-Jan LangerakNessuna valutazione finora
- 3307 SIGMA C200a COALTAR EPOXY BASEDocumento8 pagine3307 SIGMA C200a COALTAR EPOXY BASEMustafa hse JafferNessuna valutazione finora