Potrebbero piacerti anche
- Industrial radiography A Complete Guide - 2019 EditionDa EverandIndustrial radiography A Complete Guide - 2019 EditionNessuna valutazione finora
- Sample Forms WPS PQRDocumento22 pagineSample Forms WPS PQRGMNessuna valutazione finora
- SB410 (JIS) - Worldwide Equivalent Grades 11Documento1 paginaSB410 (JIS) - Worldwide Equivalent Grades 11valli raju100% (1)
- Course Module 4Documento6 pagineCourse Module 4Makise AghataNessuna valutazione finora
- CWRVC-1 2nd Edition 15085Documento10 pagineCWRVC-1 2nd Edition 15085Cristi OgaruNessuna valutazione finora
- 12 Storage of Parent MaterialsDocumento3 pagine12 Storage of Parent MaterialselmiraNessuna valutazione finora
- SAIC-W-2006 Rev 8Documento4 pagineSAIC-W-2006 Rev 8saravananmenmathiNessuna valutazione finora
- CIGWELDDocumento244 pagineCIGWELDrodastrid5653100% (1)
- 22 LNT Ni1 (ER80S-Ni1) 2.4mm 3.1 MTCDocumento1 pagina22 LNT Ni1 (ER80S-Ni1) 2.4mm 3.1 MTCnwoforNessuna valutazione finora
- Acceptable Grade of Plate Material (API 650)Documento1 paginaAcceptable Grade of Plate Material (API 650)juantamad02Nessuna valutazione finora
- PQR Editable SampleDocumento2 paginePQR Editable SampleKoya ThangalNessuna valutazione finora
- Comparison of Welding Inspector Qualification or Certification SchemesDocumento7 pagineComparison of Welding Inspector Qualification or Certification Schemeswahyu santosoNessuna valutazione finora
- Linde Rates For Welding Test Services-2018Documento2 pagineLinde Rates For Welding Test Services-2018Hoque AnamulNessuna valutazione finora
- Norma CWB Cambios en W47.1-2009Documento6 pagineNorma CWB Cambios en W47.1-2009Jose ManuelNessuna valutazione finora
- Application Form For CSWIP 5 Year Renewal (Overseas) - v3 1Documento7 pagineApplication Form For CSWIP 5 Year Renewal (Overseas) - v3 1Bamarasan ArasanNessuna valutazione finora
- Wps Guides 2006Documento25 pagineWps Guides 2006BE GNessuna valutazione finora
- Saudi Aramco welding inspection checklistDocumento3 pagineSaudi Aramco welding inspection checklistManoj KumarNessuna valutazione finora
- SAUDI ARAMCO POST-WELDING VISUAL INSPECTION CHECKLISTDocumento6 pagineSAUDI ARAMCO POST-WELDING VISUAL INSPECTION CHECKLISTManoj KumarNessuna valutazione finora
- CWBDocumento2 pagineCWBShyam ParsanaNessuna valutazione finora
- Exam Narative Cswip 3.2Documento5 pagineExam Narative Cswip 3.2yuwantoniNessuna valutazione finora
- CWB Weld Specialist Branding GuideDocumento5 pagineCWB Weld Specialist Branding GuideBala SingamNessuna valutazione finora
- Inspection of The Hot Dipped Galvanizing ProcessDocumento5 pagineInspection of The Hot Dipped Galvanizing ProcessIrinaNessuna valutazione finora
- Module 9.qualification 1.welding PerformanceDocumento6 pagineModule 9.qualification 1.welding PerformanceMohd NizamNessuna valutazione finora
- BS 1724 (Bronze Welding by Gas)Documento24 pagineBS 1724 (Bronze Welding by Gas)nandi_scrNessuna valutazione finora
- dpvc-09 Petrobras PDFDocumento47 paginedpvc-09 Petrobras PDFBilly TanNessuna valutazione finora
- Thermax Limited: Inspection Procedure For GalvanizingDocumento14 pagineThermax Limited: Inspection Procedure For GalvanizingNsidibe Michael EtimNessuna valutazione finora
- NCR AG I 055 With Vendors ReplyDocumento12 pagineNCR AG I 055 With Vendors ReplymuhammedemraanNessuna valutazione finora
- Determine necessary preheat temperature for steel weldingDocumento11 pagineDetermine necessary preheat temperature for steel weldingromanosky11Nessuna valutazione finora
- Guidance To Prepare Wps PQR For WeldingDocumento1 paginaGuidance To Prepare Wps PQR For WeldingHamid MansouriNessuna valutazione finora
- Optimized Title for Welspun MPQT ReportDocumento84 pagineOptimized Title for Welspun MPQT ReportAlam MD SazidNessuna valutazione finora
- Basic Welding ProgrammeDocumento104 pagineBasic Welding ProgrammeAmit SharmaNessuna valutazione finora
- p999999 100zd11 000 zd0001 - 0 Welding StandardDocumento25 paginep999999 100zd11 000 zd0001 - 0 Welding StandardJennyNessuna valutazione finora
- SAIC W 2069 in Process Welding InspectionDocumento8 pagineSAIC W 2069 in Process Welding InspectionAbdul Gafoor ShaikhNessuna valutazione finora
- DIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationDocumento12 pagineDIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationHector Flores GarciaNessuna valutazione finora
- Valves For Cryogenic ServiceDocumento1 paginaValves For Cryogenic ServiceAnnamalai Ram JGCNessuna valutazione finora
- HK CS2 - 2012Documento50 pagineHK CS2 - 2012bobbyccwNessuna valutazione finora
- Duties of The RWCDocumento3 pagineDuties of The RWCbluegalago100% (1)
- BohlerThyssen PDFDocumento386 pagineBohlerThyssen PDFElMacheteDelHuesoNessuna valutazione finora
- Tubular Butt Joint Configurations For Welder Qualification (With and Without Backing)Documento21 pagineTubular Butt Joint Configurations For Welder Qualification (With and Without Backing)attaulla100% (1)
- Casting, Forming & Welding (ME31007) Lecture NotesDocumento102 pagineCasting, Forming & Welding (ME31007) Lecture NotesramuNessuna valutazione finora
- By RPS Welding ConsultantsDocumento41 pagineBy RPS Welding ConsultantsvairavnNessuna valutazione finora
- ISO - TR - 15608 - Welding Guide Line PDFDocumento10 pagineISO - TR - 15608 - Welding Guide Line PDFDacher DanielNessuna valutazione finora
- Highlights On ASME Essential VariablesDocumento8 pagineHighlights On ASME Essential VariableschowhkNessuna valutazione finora
- Weekly Weld Repair AnalysisDocumento1 paginaWeekly Weld Repair AnalysisknocknocknockNessuna valutazione finora
- Hydro Aluminium - AlSi7Mg0.6Documento2 pagineHydro Aluminium - AlSi7Mg0.6Raj PrasanthNessuna valutazione finora
- Welding Procedure Specification (Conform Cu /according To) : Specificatia Preliminara A Procedurii de SudareDocumento2 pagineWelding Procedure Specification (Conform Cu /according To) : Specificatia Preliminara A Procedurii de SudareStoian ValentinNessuna valutazione finora
- DRAFT AS 3992:2019: Summary of Changes From As/Nzs 3992:2015Documento18 pagineDRAFT AS 3992:2019: Summary of Changes From As/Nzs 3992:2015Osu AmpawanonNessuna valutazione finora
- Welding Procedure QualificationDocumento23 pagineWelding Procedure QualificationHosam AhmedNessuna valutazione finora
- D1.5M D1.5 2015 AMD1 Form O 2 FillableDocumento1 paginaD1.5M D1.5 2015 AMD1 Form O 2 Fillablevikasphopale1Nessuna valutazione finora
- Procedure for Flame Straightening Structural SteelDocumento3 pagineProcedure for Flame Straightening Structural SteelAvishek Gupta100% (1)
- Tasks and Responsibilities of RWCDocumento1 paginaTasks and Responsibilities of RWCKDT100% (1)
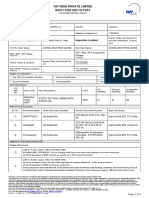
- Tuv India Private Limited: Inspection Visit ReportDocumento5 pagineTuv India Private Limited: Inspection Visit ReportAkhtar aliNessuna valutazione finora
- Asme Section IX - NewDocumento70 pagineAsme Section IX - NewAnaswarps100% (2)
- SAIC-LT-2007 LeaK Testing-Vacuum BoxDocumento3 pagineSAIC-LT-2007 LeaK Testing-Vacuum BoxKirubhakarPooranamNessuna valutazione finora
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Documento60 pagine3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmNessuna valutazione finora
- Fcaw 16 THKDocumento5 pagineFcaw 16 THKAnonymous Ij6VfaNessuna valutazione finora
- CWB 2 Module 22 Questions Flashcards - Quizlet - PDF (CWB 2)Documento8 pagineCWB 2 Module 22 Questions Flashcards - Quizlet - PDF (CWB 2)HusnainAhmedNessuna valutazione finora
- 6.4 Keynote - HorsleyDocumento17 pagine6.4 Keynote - HorsleyKrishna KumarNessuna valutazione finora
- Lloyd S Register Weld Certification GuideDocumento21 pagineLloyd S Register Weld Certification GuideFaiz BokhadiNessuna valutazione finora
- Excel Sprint Project Tracker TemplateDocumento5 pagineExcel Sprint Project Tracker Templatevaibhav dhandeNessuna valutazione finora
- Mil HDBK 189c Notice 1Documento1 paginaMil HDBK 189c Notice 1Zanuardi YahyaNessuna valutazione finora
- Astm A1038 2017Documento8 pagineAstm A1038 2017Zanuardi Yahya100% (1)
- Hydrostatic Leak Test For Piping PowerDocumento17 pagineHydrostatic Leak Test For Piping PowerArif MunandarNessuna valutazione finora
- AluminumDocumento429 pagineAluminumAhmadA.Swidan100% (1)
- Solas III Reg20 Amended by Msc82Documento2 pagineSolas III Reg20 Amended by Msc82Zanuardi YahyaNessuna valutazione finora
- Kvidahl, Lee G. (Eds.) - Everyday Pocket Handbook For Gas Metal Arc Welding (GMAW) of Aluminum-American Welding Society (AWS) (1998) PDFDocumento30 pagineKvidahl, Lee G. (Eds.) - Everyday Pocket Handbook For Gas Metal Arc Welding (GMAW) of Aluminum-American Welding Society (AWS) (1998) PDFiaguirre99Nessuna valutazione finora
- Four Heads Compress Calculation SetDocumento14 pagineFour Heads Compress Calculation Settvmehta01Nessuna valutazione finora
- HHDocumento38 pagineHHZanuardi YahyaNessuna valutazione finora
- 99inspectestform PDFDocumento4 pagine99inspectestform PDFamaljacobNessuna valutazione finora
- B209M ASTM Aluminum StandardsDocumento26 pagineB209M ASTM Aluminum StandardsDanny SeeNessuna valutazione finora
- Pipeliner 70S-G: Conformances Key FeaturesDocumento2 paginePipeliner 70S-G: Conformances Key FeaturesZanuardi YahyaNessuna valutazione finora
- Mt. Everest QuizDocumento17 pagineMt. Everest QuizZanuardi YahyaNessuna valutazione finora
- M CR 601r1Documento14 pagineM CR 601r1nazari123Nessuna valutazione finora
- Solas III Reg20 Amended by Msc82Documento4 pagineSolas III Reg20 Amended by Msc82hamido44Nessuna valutazione finora
- Calibration of The Testing SystemDocumento11 pagineCalibration of The Testing SystemZanuardi YahyaNessuna valutazione finora
- Weld Cracking PDFDocumento5 pagineWeld Cracking PDFjuanNessuna valutazione finora
- Teaching of ASME IX Code To Students of GTAW, GMAW/FCAW, SMAW and SAW Welding ProcessesDocumento5 pagineTeaching of ASME IX Code To Students of GTAW, GMAW/FCAW, SMAW and SAW Welding ProcessesZanuardi YahyaNessuna valutazione finora
- Acceptance Levels of W e L D Defects For Fatigue ServiceDocumento10 pagineAcceptance Levels of W e L D Defects For Fatigue ServiceZanuardi YahyaNessuna valutazione finora
- SadkjasldkhslahdDocumento1 paginaSadkjasldkhslahdZanuardi YahyaNessuna valutazione finora
- CCRM 2010 d1.1 PDFDocumento4 pagineCCRM 2010 d1.1 PDFZanuardi YahyaNessuna valutazione finora
- Xa00152120 Welding Defects February 2011Documento1 paginaXa00152120 Welding Defects February 2011Mehmet Soysal100% (1)
- ScribdDocumento1 paginaScribdZanuardi YahyaNessuna valutazione finora
- JiahDocumento1 paginaJiahZanuardi YahyaNessuna valutazione finora
- ScribdownloadDocumento1 paginaScribdownloadZanuardi YahyaNessuna valutazione finora
- Aws 5.9Documento42 pagineAws 5.9Zanuardi Yahya100% (2)
- #PassDocumento1 pagina#PassZanuardi YahyaNessuna valutazione finora
- Ewh Ix PDFDocumento80 pagineEwh Ix PDFZanuardi YahyaNessuna valutazione finora
- GM Aw Mig WeldingDocumento52 pagineGM Aw Mig WeldingZanuardi YahyaNessuna valutazione finora
- Switching Theory and Logic DesignDocumento2 pagineSwitching Theory and Logic DesignManjunath BadigerNessuna valutazione finora
- Hadoop and BigData LAB MANUALDocumento59 pagineHadoop and BigData LAB MANUALharshi33% (3)
- DPA ImplementationDocumento4 pagineDPA ImplementationsreekanthdamaNessuna valutazione finora
- Chroot The BIND DNS ServerDocumento3 pagineChroot The BIND DNS ServerAjith RajNessuna valutazione finora
- Arista Product Quick Reference GuideDocumento2 pagineArista Product Quick Reference GuidePrem SharmaNessuna valutazione finora
- Huang 2015Documento26 pagineHuang 2015IfaNessuna valutazione finora
- Lift Use CaseDocumento5 pagineLift Use Casedipankar_nath07Nessuna valutazione finora
- Beatmaker 3 User Manual: Revision: 3.0.10Documento112 pagineBeatmaker 3 User Manual: Revision: 3.0.10artutoNessuna valutazione finora
- LogsDocumento6 pagineLogsdeepakdhullNessuna valutazione finora
- Kifayat NewDocumento55 pagineKifayat NewkifayatcomsianNessuna valutazione finora
- Causes For Tempdb Full - SQL ServerDocumento4 pagineCauses For Tempdb Full - SQL Serverarunkumarco0% (1)
- Moldova Ict Summit Agenda enDocumento5 pagineMoldova Ict Summit Agenda enGlyukvaNessuna valutazione finora
- Blockchian Cheat SheetDocumento1 paginaBlockchian Cheat SheetSanjay S RayNessuna valutazione finora
- P3 - EN - AN - A004 Parallel Redundancy Protocol For Easergy P3Documento10 pagineP3 - EN - AN - A004 Parallel Redundancy Protocol For Easergy P3Hung Cuong PhamNessuna valutazione finora
- Agnes Joseph's ResumeDocumento1 paginaAgnes Joseph's ResumeagnesNessuna valutazione finora
- Ansur ESA620: Users ManualDocumento66 pagineAnsur ESA620: Users ManualDarmo WilopoNessuna valutazione finora
- ABAP RESTful Programming ModelDocumento27 pagineABAP RESTful Programming Modellancelot630Nessuna valutazione finora
- Lecture Notes On Numerical AnalysisDocumento152 pagineLecture Notes On Numerical AnalysisospinabustamanteNessuna valutazione finora
- Local Edge-Preserving Multiscale Decomposition For High Dynamic Range Image Tone MappingDocumento12 pagineLocal Edge-Preserving Multiscale Decomposition For High Dynamic Range Image Tone MappinglambanaveenNessuna valutazione finora
- Free C++ and C Developers ToolsDocumento21 pagineFree C++ and C Developers Toolsjs998Nessuna valutazione finora
- CONVERT TRADING DAYS TO CALENDAR DAYSDocumento2 pagineCONVERT TRADING DAYS TO CALENDAR DAYSturtlespiritflutesNessuna valutazione finora
- Eoffice TrainingDocumento28 pagineEoffice TraininganantNessuna valutazione finora
- Dbms U4Documento12 pagineDbms U4225003012Nessuna valutazione finora
- Managing Sessions: Starting and Ending SessionsDocumento8 pagineManaging Sessions: Starting and Ending SessionsVinay SinghNessuna valutazione finora
- EBS122 DevgDocumento756 pagineEBS122 Devgzakir_hNessuna valutazione finora
- Tumbleweed Desktop Validator v4.9.2Documento5 pagineTumbleweed Desktop Validator v4.9.2Yashira WilliamsNessuna valutazione finora
- GQP 050 SedimentDocumento4 pagineGQP 050 Sedimentashvini_alokNessuna valutazione finora
- IJF Published M4 PaperDocumento7 pagineIJF Published M4 PaperAnonymous krQNhsf5100% (1)
- Andro-Socio: Tressa Poulose, Gauri Palshikar, Sneha Chandra & Anushri PatilDocumento5 pagineAndro-Socio: Tressa Poulose, Gauri Palshikar, Sneha Chandra & Anushri PatilAshish kumar NeelaNessuna valutazione finora
- Numerical Analysis - MTH603 Handouts Lecture 21Documento5 pagineNumerical Analysis - MTH603 Handouts Lecture 21roshanpateliaNessuna valutazione finora