Potrebbero piacerti anche
- La Expiacion Del Salvador Por El Hermano W. Cleon SkousenDocumento27 pagineLa Expiacion Del Salvador Por El Hermano W. Cleon Skousenronaldwars100% (10)
- La Expiacion Del Salvador Por El Hermano W. Cleon SkousenDocumento27 pagineLa Expiacion Del Salvador Por El Hermano W. Cleon Skousenronaldwars100% (10)
- Solucionario de Albañilería EstructuralDocumento2 pagineSolucionario de Albañilería EstructuralAnonymous LSnjkiGXNessuna valutazione finora
- METALÚRGIA EXTRACTIVA DEL COBRE (Pirometalúrgia e Hidrometalúrgia) Julio Alberto Aguilar SchaferDocumento70 pagineMETALÚRGIA EXTRACTIVA DEL COBRE (Pirometalúrgia e Hidrometalúrgia) Julio Alberto Aguilar SchaferFernando NatividadNessuna valutazione finora
- Fundicion ChagresDocumento14 pagineFundicion ChagresMan Fernando Avalos LuengoNessuna valutazione finora
- AlejandroAguilarDiego IngAMBIENTALDocumento8 pagineAlejandroAguilarDiego IngAMBIENTALFrankMarkoCastañedaMalpartida100% (1)
- Trabajo N°1Documento11 pagineTrabajo N°1Fray Mauricio MelchorNessuna valutazione finora
- Examen Final de Ingenieria de DrenajeDocumento10 pagineExamen Final de Ingenieria de DrenajeNOEL CONDE MENDOZANessuna valutazione finora
- Fundaciones-Caracteristicas de ZapatasDocumento23 pagineFundaciones-Caracteristicas de Zapatasdaniel1245780% (1)
- Avenidas y SequiasDocumento3 pagineAvenidas y SequiasKevin Cardenas MendozaNessuna valutazione finora
- Curso Patologia MI VIVIENDA Del AA - HHDocumento20 pagineCurso Patologia MI VIVIENDA Del AA - HHCrist MedinaNessuna valutazione finora
- 05 Captacion Ladera HidraulicaDocumento30 pagine05 Captacion Ladera HidraulicaJimmy ManuelNessuna valutazione finora
- Vias - Puente San SebastianDocumento40 pagineVias - Puente San SebastianAbigai Shirley HVNessuna valutazione finora
- Informe de Visita de Obra Edificio de 15 PisosDocumento9 pagineInforme de Visita de Obra Edificio de 15 PisosRouz PintoNessuna valutazione finora
- CARACTERISTICAS FISICO-MECANICAS DEL AceroDocumento27 pagineCARACTERISTICAS FISICO-MECANICAS DEL Acerogleiser leon figueroaNessuna valutazione finora
- Historia de La Ingenieria AntisismicaDocumento11 pagineHistoria de La Ingenieria AntisismicaLuis Armando Cuzco Trigozo100% (1)
- Informe de PracticasDocumento74 pagineInforme de PracticasDEISER WILVER DE LA CRUZ VASQUEZNessuna valutazione finora
- Semana 14Documento5 pagineSemana 14Evans LolNessuna valutazione finora
- Avenidas y SequiasDocumento3 pagineAvenidas y SequiasEsnaiderDark100% (2)
- Actividad N°10 Ze CarlosDocumento6 pagineActividad N°10 Ze CarlosZe Carlos Castro PalominoNessuna valutazione finora
- Trabajo Final AguasDocumento5 pagineTrabajo Final AguasAndre FerNessuna valutazione finora
- Diseño de La Carretera Los Tablazosyapato, Distrito de La Union, Provincia de Piura-Etapa Iii"Documento107 pagineDiseño de La Carretera Los Tablazosyapato, Distrito de La Union, Provincia de Piura-Etapa Iii"XoneSilvaNessuna valutazione finora
- EXAMEN UAP - 2018 PavimentosdocxDocumento2 pagineEXAMEN UAP - 2018 PavimentosdocxJorge Luis Tuesta RuizNessuna valutazione finora
- Primera Actividad de Evaluacion de Impacto AmbientalDocumento12 paginePrimera Actividad de Evaluacion de Impacto AmbientalBill AnthonyNessuna valutazione finora
- Exámencuestionario de Albañileria EstructuralDocumento2 pagineExámencuestionario de Albañileria Estructuralomar rojasNessuna valutazione finora
- Productividad en La Construccion - Trabajo #1Documento1 paginaProductividad en La Construccion - Trabajo #1Cesar PereyraNessuna valutazione finora
- Temas Artculos de Investigacion DP 2019-IiDocumento19 pagineTemas Artculos de Investigacion DP 2019-IiAnonymous GPHKpIoNessuna valutazione finora
- Primer Vehículo en La Región Apurímac y El Estado Situacional de Las Vías en La RegiónDocumento18 paginePrimer Vehículo en La Región Apurímac y El Estado Situacional de Las Vías en La RegiónKeny PatiñoNessuna valutazione finora
- Practica Alan Hoyos PucallpaDocumento6 paginePractica Alan Hoyos Pucallpaalan raulNessuna valutazione finora
- Examen de Recursos HidraulicosDocumento2 pagineExamen de Recursos HidraulicosElam Soto VelgaraNessuna valutazione finora
- CuscoDocumento6 pagineCuscoWilberHalanoccaChurataNessuna valutazione finora
- ANTISISMICADocumento15 pagineANTISISMICARODOLFONessuna valutazione finora
- Equipos de Conformacion y Compactacion Exp PDFDocumento31 pagineEquipos de Conformacion y Compactacion Exp PDFAlexander Mendoza SilvaNessuna valutazione finora
- Estructura de Plan de Tesis Uap 2013Documento3 pagineEstructura de Plan de Tesis Uap 2013Mónica Izaguirre Ponce100% (1)
- Trabajo de Metrados - Costos y Presupuestos - Uap - FicDocumento74 pagineTrabajo de Metrados - Costos y Presupuestos - Uap - FicCesar PereyraNessuna valutazione finora
- Plan de Actividades de Practicas Pre-Profesionales - 2Documento7 paginePlan de Actividades de Practicas Pre-Profesionales - 2ÇÄrlös EMNessuna valutazione finora
- Facultad de Ingenierias y Arquitectura UapDocumento32 pagineFacultad de Ingenierias y Arquitectura UapAlexander TacaNessuna valutazione finora
- ESTRUCTURACIONDocumento9 pagineESTRUCTURACIONJherry Rivera BarbozaNessuna valutazione finora
- Erosion y Fuerza de Arrastre en Los RiosDocumento26 pagineErosion y Fuerza de Arrastre en Los RiosNestor Calapuja100% (1)
- Vigas de Concreto SimpleDocumento2 pagineVigas de Concreto SimpleDeyanira Abanto valenciaNessuna valutazione finora
- Trabajo Puente Obras de ArteDocumento13 pagineTrabajo Puente Obras de ArteLuz Flores100% (1)
- Memoria Descriptiva Estructuras Colegio AmautaDocumento48 pagineMemoria Descriptiva Estructuras Colegio AmautaJohel Gamarra CanahuireNessuna valutazione finora
- Informe Visita de PuentesDocumento13 pagineInforme Visita de PuentesrayNessuna valutazione finora
- Ejercicio - Diseño de Zapatas CombinadasDocumento20 pagineEjercicio - Diseño de Zapatas CombinadasAnonymous YFez4YNNessuna valutazione finora
- Informe de Visita de ObraDocumento19 pagineInforme de Visita de ObraJuan VLNessuna valutazione finora
- INFORME de Ing. Civil 1ra ExpoDocumento11 pagineINFORME de Ing. Civil 1ra ExpoDavid Damiano OlarteNessuna valutazione finora
- Universidad Alas Peruanas Costos y PresupuestosDocumento11 pagineUniversidad Alas Peruanas Costos y PresupuestosKerwin Emerson Ñaupa RojasNessuna valutazione finora
- Excel de MetradosDocumento19 pagineExcel de MetradosRoy Fonseca PrudencioNessuna valutazione finora
- Asentamiennto de Concreto SlumpDocumento2 pagineAsentamiennto de Concreto SlumpHenry Huamani GalindoNessuna valutazione finora
- FuturoGeotecnia PDFDocumento5 pagineFuturoGeotecnia PDFjuan alvaradoNessuna valutazione finora
- Informe Visita de ObraDocumento3 pagineInforme Visita de Obrasata6_5Nessuna valutazione finora
- Plan Tesis Rendimientos LadrilloDocumento24 paginePlan Tesis Rendimientos LadrilloMiller Olortegui FloresNessuna valutazione finora
- Informe Sobre Analsis Sismico de Edificios AporticadosDocumento40 pagineInforme Sobre Analsis Sismico de Edificios AporticadostigreaxulNessuna valutazione finora
- Informe Tecnico Puente Tablachaca (OK)Documento5 pagineInforme Tecnico Puente Tablachaca (OK)Eddie JaraNessuna valutazione finora
- Losas Armadas en Dos DireccionesDocumento57 pagineLosas Armadas en Dos DireccionesErnesto MorenoNessuna valutazione finora
- Conceptos Basicos en MetradosDocumento2 pagineConceptos Basicos en MetradosMilton Parizaca MaytaNessuna valutazione finora
- Conducción de Agua (II Parte) - Sistema de BombeoDocumento33 pagineConducción de Agua (II Parte) - Sistema de BombeoEnrique Antonio Saavedra VieyraNessuna valutazione finora
- Control Semana 1Documento12 pagineControl Semana 1Deisy Milagros Llanos AngelesNessuna valutazione finora
- Idma PDFDocumento51 pagineIdma PDFJAIME JAMILL LOZANO SANCHEZ100% (1)
- Ensayo de LadrillosDocumento31 pagineEnsayo de LadrillosJuan Pablo Zevallos ZambranoNessuna valutazione finora
- Monografia Acero Ok PDFDocumento63 pagineMonografia Acero Ok PDFPatricia Maribel Mamani Callalla0% (2)
- Monografia AceroDocumento29 pagineMonografia AceroMarlon Anderson Torres GomesNessuna valutazione finora
- Monografia Acero y Madera OkDocumento63 pagineMonografia Acero y Madera OkWladimir Tarqu FloresNessuna valutazione finora
- Evolucion de AceroDocumento39 pagineEvolucion de AceroAzucenaJuanpedroNessuna valutazione finora
- Trabajo de AcerosDocumento21 pagineTrabajo de AcerosLuana Cespedes MolinaNessuna valutazione finora
- Anexo #007 Lista - MancomunidadesDocumento5 pagineAnexo #007 Lista - MancomunidadesJeffersson Quiñones RomaniNessuna valutazione finora
- Anexo #008 Entidades - Zonas - FronteraDocumento3 pagineAnexo #008 Entidades - Zonas - FronteraJeffersson Quiñones RomaniNessuna valutazione finora
- Anexo #009 Distritos Q1 y Q2 PobrezaDocumento28 pagineAnexo #009 Distritos Q1 y Q2 PobrezaJeffersson Quiñones RomaniNessuna valutazione finora
- Anexo #006 ABCD Criterios EvaluacionDocumento12 pagineAnexo #006 ABCD Criterios EvaluacionJeffersson Quiñones RomaniNessuna valutazione finora
- Capacitacion 2022 01 31Documento33 pagineCapacitacion 2022 01 31Jeffersson Quiñones RomaniNessuna valutazione finora
- Material - ProinversiónDocumento29 pagineMaterial - ProinversiónJeffersson Quiñones RomaniNessuna valutazione finora
- Material de Capacitación MultisistemaDocumento129 pagineMaterial de Capacitación MultisistemaJeffersson Quiñones RomaniNessuna valutazione finora
- CD PrimariaDocumento17 pagineCD PrimariaJeffersson Quiñones RomaniNessuna valutazione finora
- Derecho Civil II - 10 SemanaDocumento30 pagineDerecho Civil II - 10 SemanaJeffersson Quiñones RomaniNessuna valutazione finora
- CD InicialDocumento12 pagineCD InicialJeffersson Quiñones RomaniNessuna valutazione finora
- CD SecundariaDocumento20 pagineCD SecundariaJeffersson Quiñones RomaniNessuna valutazione finora
- CD PrimariaDocumento17 pagineCD PrimariaJeffersson Quiñones RomaniNessuna valutazione finora
- CCSS 5° Experiencia 5 Sesion 2Documento4 pagineCCSS 5° Experiencia 5 Sesion 2Jeffersson Quiñones RomaniNessuna valutazione finora
- CD SecundariaDocumento20 pagineCD SecundariaJeffersson Quiñones RomaniNessuna valutazione finora
- CD InicialDocumento12 pagineCD InicialJeffersson Quiñones RomaniNessuna valutazione finora
- Derecho Civil II - 11 SemanaDocumento45 pagineDerecho Civil II - 11 SemanaJeffersson Quiñones RomaniNessuna valutazione finora
- Las Modalidades Del Acto JuridicoDocumento2 pagineLas Modalidades Del Acto JuridicoRenzo Vasquez AtapaucarNessuna valutazione finora
- Derecho Civil II - 9 SemanaDocumento30 pagineDerecho Civil II - 9 SemanaJeffersson Quiñones RomaniNessuna valutazione finora
- Derecho Civil II - 14 SemanaDocumento54 pagineDerecho Civil II - 14 SemanaJeffersson Quiñones RomaniNessuna valutazione finora
- Derecho Civil II - 15 SemanaDocumento28 pagineDerecho Civil II - 15 SemanaRenzo Vasquez AtapaucarNessuna valutazione finora
- Nulidad Del Acto Juridico DERECHODocumento26 pagineNulidad Del Acto Juridico DERECHOjorgeNessuna valutazione finora
- Derecho Civil II - 15 SemanaDocumento28 pagineDerecho Civil II - 15 SemanaRenzo Vasquez AtapaucarNessuna valutazione finora
- Derecho Civil II - 9 SemanaDocumento30 pagineDerecho Civil II - 9 SemanaJeffersson Quiñones RomaniNessuna valutazione finora
- Derecho Civil II - 10 SemanaDocumento30 pagineDerecho Civil II - 10 SemanaJeffersson Quiñones RomaniNessuna valutazione finora
- Derecho Civil II - 14 SemanaDocumento54 pagineDerecho Civil II - 14 SemanaJeffersson Quiñones RomaniNessuna valutazione finora
- Nulidad Del Acto Juridico DERECHODocumento26 pagineNulidad Del Acto Juridico DERECHOjorgeNessuna valutazione finora
- Derecho Civil II - 11 SemanaDocumento45 pagineDerecho Civil II - 11 SemanaJeffersson Quiñones RomaniNessuna valutazione finora
- Las Modalidades Del Acto JuridicoDocumento2 pagineLas Modalidades Del Acto JuridicoRenzo Vasquez AtapaucarNessuna valutazione finora
- Analisis de Oro y PlataDocumento6 pagineAnalisis de Oro y PlataAnonymous uhYQZ9NNessuna valutazione finora
- FlúorDocumento3 pagineFlúorMönica Cëspedes VäsquezNessuna valutazione finora
- DespumaciónDocumento2 pagineDespumaciónAlfredo GsNessuna valutazione finora
- Uso de Residuos de Vidrio Como Activador en La Preparación de Escorias Activadas Por ÁlcalisDocumento4 pagineUso de Residuos de Vidrio Como Activador en La Preparación de Escorias Activadas Por ÁlcalisTom HernándezNessuna valutazione finora
- Tipos de Cementos Normados de GuatemalaDocumento20 pagineTipos de Cementos Normados de GuatemalaKevinSanchezNessuna valutazione finora
- CUBOS MORTERO Javeriana 2013 PDFDocumento79 pagineCUBOS MORTERO Javeriana 2013 PDFNicolas GiraldoNessuna valutazione finora
- Procesos de AceraciónDocumento11 pagineProcesos de AceraciónMrk Cntrrs75% (4)
- Empresa de Panaderia y Pasteleria Del TrigoDocumento19 pagineEmpresa de Panaderia y Pasteleria Del TrigoeduardoNessuna valutazione finora
- Proceso de Fundición Del CobreDocumento20 pagineProceso de Fundición Del CobrejoseNessuna valutazione finora
- Inclusiones PDFDocumento5 pagineInclusiones PDFAngieRojasNessuna valutazione finora
- Mini Planta L.E.O Con Dosificador PDFDocumento5 pagineMini Planta L.E.O Con Dosificador PDFluisitoc78Nessuna valutazione finora
- Capitulo 6. RefractariosDocumento33 pagineCapitulo 6. Refractariosliucha3Nessuna valutazione finora
- Procesos Extractivoa I - Cap I-1Documento23 pagineProcesos Extractivoa I - Cap I-1C Ronie SandiNessuna valutazione finora
- 7.0 Instructivo - Metodo Minerales ConcentradosDocumento12 pagine7.0 Instructivo - Metodo Minerales ConcentradosJeff JaramilloNessuna valutazione finora
- Nte Inen 490-5Documento17 pagineNte Inen 490-5jazalahe100% (1)
- Informe Practica3 Gissela PumisachoDocumento6 pagineInforme Practica3 Gissela PumisachoGissela PumisachoNessuna valutazione finora
- PUZOLANASDocumento19 paginePUZOLANASjulio cesarNessuna valutazione finora
- Alto Horno Automatización de Procesos PRIMETALS TECHNOLOGIESDocumento12 pagineAlto Horno Automatización de Procesos PRIMETALS TECHNOLOGIESJose VallesNessuna valutazione finora
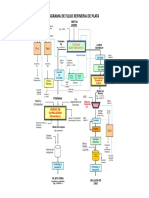
- Flow Sheet 15 Refineria AgDocumento1 paginaFlow Sheet 15 Refineria AgJOSE MACASSI100% (1)
- TrabajoDocumento6 pagineTrabajoJonathan Palomino GallegosNessuna valutazione finora
- Anexos RM 008 Reglamento PeligrososDocumento26 pagineAnexos RM 008 Reglamento PeligrososJaidy CarballoNessuna valutazione finora
- Práctica 2. Fundición de Materiales MetalicosDocumento18 paginePráctica 2. Fundición de Materiales MetalicosClaudio Arturo López HerreraNessuna valutazione finora
- RepsaDocumento30 pagineRepsaMiguel ArguzNessuna valutazione finora
- Defectos de Fundicion y Sus Soluciones 2Documento25 pagineDefectos de Fundicion y Sus Soluciones 2Alex W. ConDex100% (2)
- Presentacion General Fundicion Visitas 2009Documento17 paginePresentacion General Fundicion Visitas 2009Pamela KCNessuna valutazione finora
- Capitulo II Pirometalurgia Del CobreDocumento89 pagineCapitulo II Pirometalurgia Del CobreNicole Mercedes Chacon OnsyhuayNessuna valutazione finora
- Metalurgia SecundariaDocumento78 pagineMetalurgia SecundariaWilson ValenciaNessuna valutazione finora