Potrebbero piacerti anche
- EngranajesDocumento26 pagineEngranajesPablo Gaspar D'Agostini Amengual100% (4)
- Perno ReyDocumento7 paginePerno ReyRodrigo100% (3)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210Da EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Nessuna valutazione finora
- Mantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109Da EverandMantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109Valutazione: 3 su 5 stelle3/5 (2)
- Diseño de utillajes, matricería y prototipado con SolidWorksDa EverandDiseño de utillajes, matricería y prototipado con SolidWorksValutazione: 3 su 5 stelle3/5 (1)
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309Da EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Valutazione: 5 su 5 stelle5/5 (1)
- Curso Trenes de RodajeDocumento74 pagineCurso Trenes de RodajeMarco Fernando Bravo100% (1)
- UF1252 - Elementos amovibles y fijos no estructuralesDa EverandUF1252 - Elementos amovibles y fijos no estructuralesNessuna valutazione finora
- Ajuste de Los Rodamiento de Rodillos Cónicos y Distribución de La CargaDocumento4 pagineAjuste de Los Rodamiento de Rodillos Cónicos y Distribución de La Cargabascoperu100% (6)
- Manual Curso AlineacionDocumento26 pagineManual Curso Alineacionloquillo1Nessuna valutazione finora
- Introduccion Rodamientos JaiderDocumento25 pagineIntroduccion Rodamientos JaidercalosmaldonadoNessuna valutazione finora
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Da EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Nessuna valutazione finora
- Herramientas TorquimetroDocumento8 pagineHerramientas TorquimetroJaime Cervantes Aguilar100% (1)
- Informe Técnico de Inspección Termografíca ListoDocumento3 pagineInforme Técnico de Inspección Termografíca ListoAris DelgadilloNessuna valutazione finora
- Materiales de Los Que Se Compone Un Diferencial.Documento8 pagineMateriales de Los Que Se Compone Un Diferencial.JoseNessuna valutazione finora
- Reparación de elementos metálicos. TMVL0309Da EverandReparación de elementos metálicos. TMVL0309Valutazione: 5 su 5 stelle5/5 (1)
- Sistemas Neumaticos IndustrialesDocumento79 pagineSistemas Neumaticos Industrialespablitohashimoto_54282100% (12)
- Analisis de FALLADocumento12 pagineAnalisis de FALLAMaxwell Arbey S100% (1)
- Mantencion de RodamientosDocumento12 pagineMantencion de RodamientosRicardo Vash LázaroNessuna valutazione finora
- Seleccion de Rodamientos Segun IsoDocumento37 pagineSeleccion de Rodamientos Segun IsorpichoNessuna valutazione finora
- Hablando Con Los Animales TextoDocumento8 pagineHablando Con Los Animales TextoSasha AbacaNessuna valutazione finora
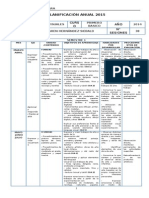
- Planificacion de Artes Visuales 1 BasicoDocumento49 paginePlanificacion de Artes Visuales 1 BasicoKaren Hernández Siebald90% (30)
- Seleccion de Cojinetes de Rodamient1Documento12 pagineSeleccion de Cojinetes de Rodamient1Diego LugmañaNessuna valutazione finora
- Desmontaje y montaje de elementos de aluminio. TMVL0309Da EverandDesmontaje y montaje de elementos de aluminio. TMVL0309Nessuna valutazione finora
- INFORME N°4 - Desmontaje y Montaje de RodamientosDocumento22 pagineINFORME N°4 - Desmontaje y Montaje de RodamientosAbelCuevasHuamani100% (1)
- Ajuste de Ejes y Alojamientos Con Los RodamientosDocumento2 pagineAjuste de Ejes y Alojamientos Con Los RodamientosbascoperuNessuna valutazione finora
- Mantenimiento de Líneas de Transmisión de EnergíaDocumento6 pagineMantenimiento de Líneas de Transmisión de EnergíaEduardo Gamboa Marin100% (2)
- Rectificacion de CiguenalDocumento15 pagineRectificacion de CiguenalDiego Herrera RosasNessuna valutazione finora
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108Da EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Nessuna valutazione finora
- 4.4 Tolerancia de DesbalanceDocumento8 pagine4.4 Tolerancia de DesbalancedaniiiiielaNessuna valutazione finora
- Presentación COJINETEDocumento33 paginePresentación COJINETEJose CespedesNessuna valutazione finora
- UF1250 - Conformación De Elementos MetálicosDa EverandUF1250 - Conformación De Elementos MetálicosNessuna valutazione finora
- Informe Mensual de Supervision N°01Documento14 pagineInforme Mensual de Supervision N°01Ronald Chauca HuamanNessuna valutazione finora
- Norma Agma y RodamientosDocumento9 pagineNorma Agma y RodamientosJose Luis Ojeda CarvajalNessuna valutazione finora
- ESTANCIADocumento37 pagineESTANCIAIvan RobledoNessuna valutazione finora
- Resumen Unidad 3 y Elemento Mecanico (Engranes)Documento8 pagineResumen Unidad 3 y Elemento Mecanico (Engranes)Vicente Morales CruzNessuna valutazione finora
- GRNADOSDocumento4 pagineGRNADOSAbrilLariosNessuna valutazione finora
- Materiales de Fabricación EngranajesDocumento4 pagineMateriales de Fabricación EngranajesJose VacaNessuna valutazione finora
- Informe Fractura de Elementos MecanicosDocumento9 pagineInforme Fractura de Elementos MecanicosLizz BarraganNessuna valutazione finora
- Especificaciones y Flujo de Procesos PDFDocumento9 pagineEspecificaciones y Flujo de Procesos PDFWENDY JOANA DURAN RODRIGUEZNessuna valutazione finora
- Direccion y SuspencionDocumento41 pagineDireccion y SuspencionJavier VGNessuna valutazione finora
- Deteccion de Falla InformeDocumento15 pagineDeteccion de Falla Informeeiner menor altamiranoNessuna valutazione finora
- Resortes Helicoidales de TensionDocumento6 pagineResortes Helicoidales de TensionalexNessuna valutazione finora
- PELIGRO Guia EXTRACCIÓN DE RODAMIENTOS DE UN EJE DE LA CAJA DE VELOCIDADESDocumento13 paginePELIGRO Guia EXTRACCIÓN DE RODAMIENTOS DE UN EJE DE LA CAJA DE VELOCIDADESJuanfrancisco Rojas OlivaresNessuna valutazione finora
- Elementos Mecanicos Parte DosDocumento53 pagineElementos Mecanicos Parte DosLucas Ramirez MagañaNessuna valutazione finora
- Chumaceras BrowningDocumento6 pagineChumaceras BrowningIng Jesus Alberto Lozoya MorenoNessuna valutazione finora
- Las Balatas Son Un Elemento Del Sistema de Frenos Que Está Sometido A Condiciones de Trabajo Muy ExtremasDocumento6 pagineLas Balatas Son Un Elemento Del Sistema de Frenos Que Está Sometido A Condiciones de Trabajo Muy ExtremasPaul Trujillo AlcalaNessuna valutazione finora
- Trabajo Muchacha 33Documento40 pagineTrabajo Muchacha 33mar medinaNessuna valutazione finora
- Teoria RoladorasDocumento12 pagineTeoria RoladorasalexherreracristinaNessuna valutazione finora
- Practica #5 EngranajeDocumento7 paginePractica #5 Engranajericardo1594Nessuna valutazione finora
- Diseño de Cajas ReductoraDocumento47 pagineDiseño de Cajas ReductoraJesus Chocce Rios50% (2)
- Competencia 5 Elementos MecanicosDocumento13 pagineCompetencia 5 Elementos MecanicosJorge Hernandez RiveraNessuna valutazione finora
- Foro Temático - Diagnóstico y Mantenimiento de Implementos y Tren de Rodamiento KomatsuDocumento5 pagineForo Temático - Diagnóstico y Mantenimiento de Implementos y Tren de Rodamiento Komatsuluis sandovalNessuna valutazione finora
- Cuestionario de TorsiónDocumento10 pagineCuestionario de TorsiónLaura Steffania Montero CollazosNessuna valutazione finora
- Estudio de Los Rodamientos 3Documento14 pagineEstudio de Los Rodamientos 3Juan Percy Gomez CarbajalNessuna valutazione finora
- RodamientossDocumento14 pagineRodamientossJavier FuentesNessuna valutazione finora
- Investigacion de Vigas AmortiguadorDocumento24 pagineInvestigacion de Vigas AmortiguadorNicolas Lu ChensNessuna valutazione finora
- GL - TMS3401 - L13O.doc 2012 RDocumento14 pagineGL - TMS3401 - L13O.doc 2012 RJuanfrancisco Rojas OlivaresNessuna valutazione finora
- Análisis de Falla para Resorte Tensor en ExcavadorasDocumento17 pagineAnálisis de Falla para Resorte Tensor en ExcavadorasNairo Mejia100% (1)
- Actividad Complementaria 3Documento9 pagineActividad Complementaria 3Camilo Andrés Vargas100% (2)
- Desgaste y Falla InformeDocumento6 pagineDesgaste y Falla InformeJairo Andres Mangia100% (1)
- Informe de Dibujo Mecanico IIDocumento24 pagineInforme de Dibujo Mecanico IIMichael Huamán TorrejónNessuna valutazione finora
- Materiales para Engranajes PDFDocumento5 pagineMateriales para Engranajes PDFKassandra AstudilloNessuna valutazione finora
- Reactivos 3Documento3 pagineReactivos 3Noe Adan Sánchez HernándezNessuna valutazione finora
- Acoplamientos Rigidos y FlexiblesDocumento25 pagineAcoplamientos Rigidos y FlexiblesFernando Ortega MartinezNessuna valutazione finora
- Trabajo de Diseño de MaquinasDocumento8 pagineTrabajo de Diseño de MaquinasRay Robert RANessuna valutazione finora
- Alineador de Ejes SKFDocumento380 pagineAlineador de Ejes SKFchristiandccNessuna valutazione finora
- Informe Termografia 090618Documento7 pagineInforme Termografia 090618Aris DelgadilloNessuna valutazione finora
- 2Documento6 pagine2Aris DelgadilloNessuna valutazione finora
- 2 de NeumaticaDocumento12 pagine2 de NeumaticaAris DelgadilloNessuna valutazione finora
- Arranque de Motor de Mutuo RelevoDocumento8 pagineArranque de Motor de Mutuo RelevoAris DelgadilloNessuna valutazione finora
- Informe de Practica Sobre Arranque Directos de 2 MotoresDocumento5 pagineInforme de Practica Sobre Arranque Directos de 2 MotoresAris DelgadilloNessuna valutazione finora
- Arranque de Motor de Mutuo RelevoDocumento8 pagineArranque de Motor de Mutuo RelevoAris DelgadilloNessuna valutazione finora
- Alineador de Ejes SKFDocumento380 pagineAlineador de Ejes SKFchristiandccNessuna valutazione finora
- Informe Inspeccion Termografica 1Documento5 pagineInforme Inspeccion Termografica 1Aris DelgadilloNessuna valutazione finora
- Informe TornoDocumento15 pagineInforme TornoAris DelgadilloNessuna valutazione finora
- OptraDocumento3 pagineOptraFerney VillaonNessuna valutazione finora
- OptraDocumento3 pagineOptraFerney VillaonNessuna valutazione finora
- Analisis Del Circuito MixtoDocumento2 pagineAnalisis Del Circuito MixtoAris DelgadilloNessuna valutazione finora
- Comparadores de CarátulaDocumento4 pagineComparadores de CarátulaAris DelgadilloNessuna valutazione finora
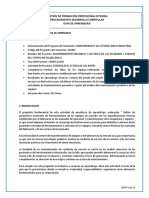
- GFPI-F-019 Formato Guia de AprendizajeDocumento7 pagineGFPI-F-019 Formato Guia de AprendizajeAris DelgadilloNessuna valutazione finora
- 4 R E Gastelbondo Manual de Practicas Modulo InsDocumento23 pagine4 R E Gastelbondo Manual de Practicas Modulo InsAris DelgadilloNessuna valutazione finora
- Informe Inspeccion Termografica 1Documento5 pagineInforme Inspeccion Termografica 1Aris DelgadilloNessuna valutazione finora
- Tipos de ApuestasDocumento2 pagineTipos de ApuestasAris DelgadilloNessuna valutazione finora
- Tipos de ApuestasDocumento2 pagineTipos de ApuestasAris DelgadilloNessuna valutazione finora
- Fichas Técnicas PDFDocumento5 pagineFichas Técnicas PDFAris DelgadilloNessuna valutazione finora
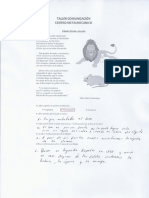
- Taller de ComunicacionDocumento20 pagineTaller de ComunicacionAris DelgadilloNessuna valutazione finora
- E710 Brochure 05-0489 Rev6 SpaDocumento12 pagineE710 Brochure 05-0489 Rev6 SpaAris DelgadilloNessuna valutazione finora
- Velocidades de TornoDocumento22 pagineVelocidades de TornoJOEL VLADIMIRNessuna valutazione finora
- Fichas Técnicas PDFDocumento5 pagineFichas Técnicas PDFAris DelgadilloNessuna valutazione finora
- E710 Brochure 05-0489 Rev6 SpaDocumento12 pagineE710 Brochure 05-0489 Rev6 SpaAris DelgadilloNessuna valutazione finora
- GFPI-F-019 Guia Aprendizaje R1-R2Documento11 pagineGFPI-F-019 Guia Aprendizaje R1-R2Aris DelgadilloNessuna valutazione finora
- GFPI-F-019 Guia Aprendizaje R1-R2Documento11 pagineGFPI-F-019 Guia Aprendizaje R1-R2Aris DelgadilloNessuna valutazione finora
- Relación IntraarcadaDocumento20 pagineRelación Intraarcadacamila0% (1)
- Guia 5 Lectura Critica Lengua Castellana - 11ºDocumento5 pagineGuia 5 Lectura Critica Lengua Castellana - 11ºedit mariaNessuna valutazione finora
- Biosensores y BiomarcadoresDocumento63 pagineBiosensores y BiomarcadoresMiguel AlfaroNessuna valutazione finora
- Unidad3 GestionDocumento8 pagineUnidad3 GestionMario JimenezNessuna valutazione finora
- Trabajo Final Electricidad Industrial - Electricidad Basica - IiDocumento7 pagineTrabajo Final Electricidad Industrial - Electricidad Basica - IiElvis Enrique Llanque PerazaNessuna valutazione finora
- Zookeeper UpRunningDocumento18 pagineZookeeper UpRunningrazasuperiorNessuna valutazione finora
- Etapa Dinámica Del Proceso AdministrativoDocumento8 pagineEtapa Dinámica Del Proceso AdministrativoSandra MelingNessuna valutazione finora
- Costos de ManufacturaDocumento66 pagineCostos de ManufacturaWiliam ParedesNessuna valutazione finora
- Mmsperusalud Vol 1-6 Guia Rapida CD-cdsDocumento1 paginaMmsperusalud Vol 1-6 Guia Rapida CD-cdskwag100% (1)
- Clasificación de Plantas TrepadorasDocumento2 pagineClasificación de Plantas TrepadorasheidyNessuna valutazione finora
- G1nnMedionAmbientennSaludnynSeguridad 1363507e7062acbDocumento8 pagineG1nnMedionAmbientennSaludnynSeguridad 1363507e7062acberica tatiana raquira cuchivagueNessuna valutazione finora
- El Uno para El Otro-Hernán CasciariDocumento5 pagineEl Uno para El Otro-Hernán CasciariJulioNessuna valutazione finora
- Introducción A La Calidad y Medio AmbienteDocumento18 pagineIntroducción A La Calidad y Medio AmbienteAriel SaáNessuna valutazione finora
- u3EJERCICIO PRACTICO 4Documento27 pagineu3EJERCICIO PRACTICO 4Vany LozanoNessuna valutazione finora
- Tarea 1 Historia Del DerechoDocumento8 pagineTarea 1 Historia Del Derechosamed brionesNessuna valutazione finora
- Empresas Quiebra Supermercado GuatemalaDocumento2 pagineEmpresas Quiebra Supermercado GuatemalaYesus EspinozaNessuna valutazione finora
- Curso 4.erpDocumento95 pagineCurso 4.erpmariana torres chavezNessuna valutazione finora
- Elementos de La Pre LecturaDocumento1 paginaElementos de La Pre LecturaFernando YzfNessuna valutazione finora
- Presentación Reglamento Interno de TrabajoDocumento21 paginePresentación Reglamento Interno de TrabajoMagali MorenoNessuna valutazione finora
- El DineroDocumento12 pagineEl DinerolisbethNessuna valutazione finora
- Frederick W Act 4Documento8 pagineFrederick W Act 4alex rochaNessuna valutazione finora
- Guia Docente Las Tics en El Aula 9° PDFDocumento7 pagineGuia Docente Las Tics en El Aula 9° PDFMARIA LILIANA BARBOSANessuna valutazione finora
- Proyeccion-transito-CHIQUINQUIRA TUNJADocumento80 pagineProyeccion-transito-CHIQUINQUIRA TUNJAJuan David MoraNessuna valutazione finora
- AlégrateDocumento1 paginaAlégrateGonzalo Herrera BarredaNessuna valutazione finora
- Protocolo de BioseguriddDocumento9 pagineProtocolo de BioseguriddMárolys LozanoNessuna valutazione finora
- Catalogo 2022Documento28 pagineCatalogo 2022Yuldor GutierrezNessuna valutazione finora