Potrebbero piacerti anche
- Gráficos de control variablesDocumento13 pagineGráficos de control variablesgisela bautistacNessuna valutazione finora
- Diseño hidráulico de alcantarilla en cruce de canal y caminoDocumento4 pagineDiseño hidráulico de alcantarilla en cruce de canal y caminoDanitzaNessuna valutazione finora
- ANALISIS LITERARIO - Ciudad de Los TìsicosDocumento9 pagineANALISIS LITERARIO - Ciudad de Los TìsicosFredy Olavarria50% (2)
- Llega El Primer Festival de La Red de Artes Vivas A UruguayDocumento23 pagineLlega El Primer Festival de La Red de Artes Vivas A UruguayMontevideo PortalNessuna valutazione finora
- Localizacion Solved PDFDocumento6 pagineLocalizacion Solved PDFABETHELIZZNessuna valutazione finora
- C01-2 Caso Facultamiento y Delegación PDFDocumento2 pagineC01-2 Caso Facultamiento y Delegación PDFKevin Harol Ramos Sanchez0% (1)
- 2 y 4, y Cuestionario 456Documento7 pagine2 y 4, y Cuestionario 456Kevin Harol Ramos SanchezNessuna valutazione finora
- 6) Ejercicios Resultos PDFDocumento28 pagine6) Ejercicios Resultos PDFHeiddy Magali Pizarro AndradeNessuna valutazione finora
- AsdasdasdDocumento4 pagineAsdasdasdKevin Harol Ramos SanchezNessuna valutazione finora
- Examen Practico Proyecto 2faseDocumento2 pagineExamen Practico Proyecto 2faseKevin Harol Ramos SanchezNessuna valutazione finora
- Examen-2-Proyectos-Industriales-2012-1 ResueltoDocumento22 pagineExamen-2-Proyectos-Industriales-2012-1 ResueltoKevin Harol Ramos SanchezNessuna valutazione finora
- Estudio factibilidad planta procesadora quinua ArequipaDocumento213 pagineEstudio factibilidad planta procesadora quinua ArequipaKevin Harol Ramos SanchezNessuna valutazione finora
- PRACTICA DOCENTE DE FORMULACION Y EVALUACION DE PROYECTOSDocumento6 paginePRACTICA DOCENTE DE FORMULACION Y EVALUACION DE PROYECTOSKevin Harol Ramos SanchezNessuna valutazione finora
- Análisis financiero de academia deportiva JotitasDocumento10 pagineAnálisis financiero de academia deportiva JotitasKevin Harol Ramos SanchezNessuna valutazione finora
- Examen 1 - A Proyectos 2011Documento24 pagineExamen 1 - A Proyectos 2011Kevin Harol Ramos SanchezNessuna valutazione finora
- Práctica 12 de Laboratorio de Biofísica PDFDocumento3 paginePráctica 12 de Laboratorio de Biofísica PDFKevin Harol Ramos SanchezNessuna valutazione finora
- Examen 1 - A Proyectos 2011Documento24 pagineExamen 1 - A Proyectos 2011Kevin Harol Ramos SanchezNessuna valutazione finora
- Practica Docente 2 2012 - ResolucionDocumento14 paginePractica Docente 2 2012 - ResolucionKevin Harol Ramos SanchezNessuna valutazione finora
- Formato Diagrama Hombre - MáquinaDocumento6 pagineFormato Diagrama Hombre - MáquinaKevin Harol Ramos SanchezNessuna valutazione finora
- Ejercicio RiesgosDocumento2 pagineEjercicio RiesgosKevin Harol Ramos SanchezNessuna valutazione finora
- Ejercicios de Intervalos de ConfianzaDocumento4 pagineEjercicios de Intervalos de ConfianzaJuan LlerenaNessuna valutazione finora
- EXAMENDocumento1 paginaEXAMENKevin Harol Ramos SanchezNessuna valutazione finora
- Maquinaria y EquiposDocumento4 pagineMaquinaria y EquiposKevin Harol Ramos SanchezNessuna valutazione finora
- Vision y MisionDocumento1 paginaVision y MisionKevin Harol Ramos SanchezNessuna valutazione finora
- Ejemplo de Gráficos de Control X y SDocumento3 pagineEjemplo de Gráficos de Control X y SKevin Harol Ramos SanchezNessuna valutazione finora
- Práctica 12 de Laboratorio de Biofísica PDFDocumento3 paginePráctica 12 de Laboratorio de Biofísica PDFKevin Harol Ramos SanchezNessuna valutazione finora
- Planificación de la producción anual de una empresaDocumento6 paginePlanificación de la producción anual de una empresaMarcelo Salazar Angles0% (1)
- A09 Caso Inventarios II PDFDocumento2 pagineA09 Caso Inventarios II PDFKevin Harol Ramos SanchezNessuna valutazione finora
- Guia 4 CepDocumento3 pagineGuia 4 CepKevin Harol Ramos SanchezNessuna valutazione finora
- Practica N 3 Pronosticos PDFDocumento10 paginePractica N 3 Pronosticos PDFedmundo herreraNessuna valutazione finora
- Guia 4 CepDocumento15 pagineGuia 4 CepRodrigo GohanNessuna valutazione finora
- TeoremaDocumento2 pagineTeoremaKevin Harol Ramos SanchezNessuna valutazione finora
- Fisiopatología CDDocumento16 pagineFisiopatología CDDananmuorNessuna valutazione finora
- Actividad 6 - Lascano JenniferDocumento7 pagineActividad 6 - Lascano JenniferJennifer PaolaNessuna valutazione finora
- Taller Método Matte LectoDocumento8 pagineTaller Método Matte LectoDavidAntonioNessuna valutazione finora
- " Echo "Como Estas?" ?Documento78 pagine" Echo "Como Estas?" ?cesar galindoNessuna valutazione finora
- Definición de OfertaDocumento2 pagineDefinición de OfertapjsantospNessuna valutazione finora
- Ensayo de Alumnos. La Educación en La Cultura MexicaDocumento5 pagineEnsayo de Alumnos. La Educación en La Cultura MexicaJOEL100% (1)
- Clasificacion de Los ElementosDocumento4 pagineClasificacion de Los ElementosYesica Núñez RiosNessuna valutazione finora
- Boletín Oficial: de La Provincia de LeónDocumento14 pagineBoletín Oficial: de La Provincia de LeónJesúsLópezNessuna valutazione finora
- Mecanismo de La Tos PDFDocumento3 pagineMecanismo de La Tos PDFYassna Carola TriviñoNessuna valutazione finora
- Tarea 1 - Metodología de La InvestigaciónDocumento3 pagineTarea 1 - Metodología de La InvestigaciónJose ChenNessuna valutazione finora
- Agudez Visual 2Documento5 pagineAgudez Visual 2alexaNessuna valutazione finora
- Entrega Final Cuenca HidrologicaDocumento41 pagineEntrega Final Cuenca HidrologicaGabriel InsuastyNessuna valutazione finora
- Triptico Patologias de EsofagoDocumento3 pagineTriptico Patologias de EsofagoArely VNessuna valutazione finora
- Anorexia DocumentoDocumento6 pagineAnorexia DocumentoJulia Inza RodríguezNessuna valutazione finora
- Intervención rutas Medellín-Costa Atlántica por emergencia HidroituangoDocumento3 pagineIntervención rutas Medellín-Costa Atlántica por emergencia HidroituangoJulio Ernesto Hurtado SuárezNessuna valutazione finora
- Expo BPMDocumento24 pagineExpo BPMRaNdy JoNessuna valutazione finora
- Escuela Maureira - Lección sobre la letra Ch para 1° básicoDocumento3 pagineEscuela Maureira - Lección sobre la letra Ch para 1° básicoEve Ramirez CaceresNessuna valutazione finora
- Auditoria FinancieraDocumento33 pagineAuditoria FinancieraRalphLópezMachaca100% (1)
- Amazonia RubberDocumento10 pagineAmazonia RubberDidier tovarNessuna valutazione finora
- Cuestionario Resuelto Teoria de SistemasDocumento12 pagineCuestionario Resuelto Teoria de SistemasDhayanara Abilia Cardenas HuamanNessuna valutazione finora
- Trabajo Práctico 2 de Planeamiento EducativoDocumento10 pagineTrabajo Práctico 2 de Planeamiento EducativoVladimirExequielFloresNessuna valutazione finora
- Árboles de Decisión y Tablas: Conceptos y TeoríasDocumento14 pagineÁrboles de Decisión y Tablas: Conceptos y TeoríasvaleskaNessuna valutazione finora
- Catalogo de productos-PENTELDocumento23 pagineCatalogo de productos-PENTELfranco_2014Nessuna valutazione finora
- Lupus en Argentina: causas, síntomas y campañas de concientizaciónDocumento12 pagineLupus en Argentina: causas, síntomas y campañas de concientizaciónCarolinaNessuna valutazione finora
- El libre albedrío es una nadaDocumento236 pagineEl libre albedrío es una nadaJonatan DanieleNessuna valutazione finora
- Juegos Matem TicosDocumento6 pagineJuegos Matem Ticosdisonant2014Nessuna valutazione finora
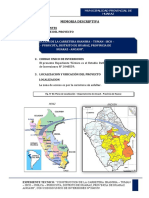
- Memoria Descriptiva ShanshaDocumento15 pagineMemoria Descriptiva ShanshaE&S IngenieriaServiceNessuna valutazione finora