Potrebbero piacerti anche
- Engineering Bulletin No 1: Boiler and Furnace TestingDa EverandEngineering Bulletin No 1: Boiler and Furnace TestingValutazione: 4.5 su 5 stelle4.5/5 (2)
- Boiler Efficient, Safe & Emergency OperationDocumento51 pagineBoiler Efficient, Safe & Emergency OperationShambhu MehtaNessuna valutazione finora
- AFBC Cold Startup ProcedureDocumento4 pagineAFBC Cold Startup ProcedureManimaran Guna100% (1)
- Combustion Optimization Study in U#2 (By Ex BHEL Boiler Expert M. Somasundaram)Documento44 pagineCombustion Optimization Study in U#2 (By Ex BHEL Boiler Expert M. Somasundaram)karikalcholan m100% (1)
- Boiler Emergency OperationsDocumento55 pagineBoiler Emergency OperationsbajrangNessuna valutazione finora
- Boe MCQDocumento13 pagineBoe MCQSyam Prasad100% (1)
- Boiler InterviewDocumento16 pagineBoiler InterviewSachin PatelNessuna valutazione finora
- Boiler Protection AND InterlocksDocumento54 pagineBoiler Protection AND InterlocksSarah Frazier100% (1)
- Unit Normal Shutdown To ColdDocumento100 pagineUnit Normal Shutdown To Coldishak100% (1)
- Indian BOE Coaching Services: Gujarat BOE-2016 Paper-2 (Boiler Engg-2) SolutionDocumento7 pagineIndian BOE Coaching Services: Gujarat BOE-2016 Paper-2 (Boiler Engg-2) SolutionAlok DoshiNessuna valutazione finora
- Boiler Lightup SOPDocumento3 pagineBoiler Lightup SOPSudipta DasNessuna valutazione finora
- IR CFBC Cold Start Up ProcedureDocumento15 pagineIR CFBC Cold Start Up ProcedureJose Angie CabreraNessuna valutazione finora
- Boiler Q ADocumento26 pagineBoiler Q AGnanaSekar100% (1)
- NPTI Boiler QuestionsDocumento2 pagineNPTI Boiler QuestionsJoydev GangulyNessuna valutazione finora
- 02.case Study On Boiler Tube Failure at JPLDocumento8 pagine02.case Study On Boiler Tube Failure at JPLAnonymous XBq5J84Nessuna valutazione finora
- Boiler InterlocksDocumento54 pagineBoiler InterlocksAhemadNessuna valutazione finora
- Top 50 Boiler Information Booster Question Answers - ASKPOWERPLANTDocumento19 pagineTop 50 Boiler Information Booster Question Answers - ASKPOWERPLANTRaju MaityNessuna valutazione finora
- U BeamsDocumento8 pagineU BeamsAmitav MishraNessuna valutazione finora
- Boiler Draught SystemDocumento122 pagineBoiler Draught SystemBHUVANESH MNessuna valutazione finora
- 183 - Viva Questions Shared by Candidates of Gujarat BOE 2017Documento4 pagine183 - Viva Questions Shared by Candidates of Gujarat BOE 2017yousufali56100% (1)
- AFBC Boiler Cold Start-Up ProcedureDocumento3 pagineAFBC Boiler Cold Start-Up ProcedurekiranNessuna valutazione finora
- Mill Reject SystemDocumento22 pagineMill Reject SystemgangatharanNessuna valutazione finora
- CFBC Cold Start Up ProcedureDocumento2 pagineCFBC Cold Start Up ProcedureJAY PARIKHNessuna valutazione finora
- Boe Notes by RameshDocumento22 pagineBoe Notes by RameshVelpuri RameshBabuNessuna valutazione finora
- CFBC OperationDocumento110 pagineCFBC Operationmistryhardik89Nessuna valutazione finora
- 500 MW Turbine CycleDocumento8 pagine500 MW Turbine CycleAhemadNessuna valutazione finora
- Presentation On Commissioning of CFBC BoilerDocumento26 paginePresentation On Commissioning of CFBC Boilergaol_bird009100% (2)
- Boiler 210mwDocumento15 pagineBoiler 210mwishakNessuna valutazione finora
- The Indian Boilers Act 1923Documento16 pagineThe Indian Boilers Act 1923Anand Swami100% (1)
- Atmospheric Fluidised Bed Combustion BoilerDocumento10 pagineAtmospheric Fluidised Bed Combustion BoilersushantNessuna valutazione finora
- 2011 GJ Boe P-1Documento10 pagine2011 GJ Boe P-1Alok DoshiNessuna valutazione finora
- Successful Commissioning of An AFBC BoilerDocumento72 pagineSuccessful Commissioning of An AFBC Boilerparthi20065768Nessuna valutazione finora
- 07 - Combustion - Optimisation PDFDocumento90 pagine07 - Combustion - Optimisation PDFLakshmi NarayanNessuna valutazione finora
- Turbine Emergency - Thermal Power Plant A-ZDocumento5 pagineTurbine Emergency - Thermal Power Plant A-ZSiva Kulanji100% (1)
- Best 60 Power Plant Information Booster Points - AskpowerplantDocumento17 pagineBest 60 Power Plant Information Booster Points - AskpowerplantRaju MaityNessuna valutazione finora
- Afbc Boiler Light Up ProcedureDocumento4 pagineAfbc Boiler Light Up ProcedurepurvgargNessuna valutazione finora
- 140 Boiler EmergenciesDocumento32 pagine140 Boiler EmergenciesSudip Guthe100% (2)
- Question & AnswerDocumento41 pagineQuestion & AnswerKapil Dev Mandal100% (1)
- Indian Best Practices For Efficient O&M of Thermal Power PlantsDocumento38 pagineIndian Best Practices For Efficient O&M of Thermal Power PlantsShankar JhaNessuna valutazione finora
- Boiler Operation EngineerDocumento10 pagineBoiler Operation EngineerSarah Frazier100% (2)
- Slop Fired Boiler: Development of An EfficientDocumento36 pagineSlop Fired Boiler: Development of An EfficientSantosh Kumar JaiswalNessuna valutazione finora
- Boiler QuestionsDocumento101 pagineBoiler QuestionssrinivasNessuna valutazione finora
- Cold-Start Up of Coal Fired PowerplantsDocumento6 pagineCold-Start Up of Coal Fired PowerplantsAbdulyunus AmirNessuna valutazione finora
- AP BOE-2013 Paper-1 SolutionDocumento9 pagineAP BOE-2013 Paper-1 SolutionAlok Doshi50% (2)
- Boiler EfficiencyDocumento24 pagineBoiler EfficiencyAmit ChauhanNessuna valutazione finora
- Boiler Light UpDocumento14 pagineBoiler Light UpSamNessuna valutazione finora
- RollingDocumento11 pagineRollingSam50% (2)
- BOE IntroductionDocumento18 pagineBOE IntroductionAnsuman Sen SharmaNessuna valutazione finora
- Cold Startup Procedure PDFDocumento6 pagineCold Startup Procedure PDFSai SwaroopNessuna valutazione finora
- Mill & Mill Rejects WriteupDocumento10 pagineMill & Mill Rejects WriteupEXECUTIVE ENGINEEER BOILER MAINTENANCENessuna valutazione finora
- Procedure of Deaerator Charging in Power Plant - ASKPOWERPLANTDocumento16 pagineProcedure of Deaerator Charging in Power Plant - ASKPOWERPLANTOtuagaNessuna valutazione finora
- Circulating Fluidized Bed Boiler Gyanendra Sharma NPTI DelhiDocumento48 pagineCirculating Fluidized Bed Boiler Gyanendra Sharma NPTI DelhiNPTINessuna valutazione finora
- Boiler of 500 MWDocumento8 pagineBoiler of 500 MWHKVMVPVPV021511Nessuna valutazione finora
- Kerala BOE-2014 Paper-2 SolutionDocumento15 pagineKerala BOE-2014 Paper-2 SolutionAlok DoshiNessuna valutazione finora
- Combipac Boiler Operation ManagementDocumento15 pagineCombipac Boiler Operation Managementvinod kumarNessuna valutazione finora
- Coal MillDocumento40 pagineCoal MillRaja VigneshNessuna valutazione finora
- Mill Performance: Ravi Satyapal Mohammad Javed Pratik SinghDocumento34 pagineMill Performance: Ravi Satyapal Mohammad Javed Pratik SinghRavi Satyapal100% (1)
- If One F.D. Fan TripsDocumento9 pagineIf One F.D. Fan TripsAhemad100% (1)
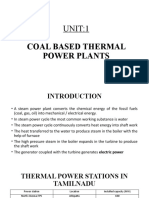
- UNIT:1: Coal Based Thermal Power PlantsDocumento81 pagineUNIT:1: Coal Based Thermal Power Plantssknaren_gopiNessuna valutazione finora
- Pipeline Cybersecurity Implementation Plan For TSA Security Directive - Pipeline and Gas JournalDocumento4 paginePipeline Cybersecurity Implementation Plan For TSA Security Directive - Pipeline and Gas JournalPravivVivpraNessuna valutazione finora
- How Exposing and Understanding Risk Can Unlock Value - Baker HughesDocumento3 pagineHow Exposing and Understanding Risk Can Unlock Value - Baker HughesPravivVivpraNessuna valutazione finora
- ABB Customer Information Guide WhitePaper CEMS EvaluationDocumento52 pagineABB Customer Information Guide WhitePaper CEMS EvaluationPravivVivpraNessuna valutazione finora
- IOT Vs IIOT With Examples OMEGADocumento36 pagineIOT Vs IIOT With Examples OMEGAPravivVivpraNessuna valutazione finora
- Optmizing Operations With Digital TransformationDocumento15 pagineOptmizing Operations With Digital TransformationPravivVivpraNessuna valutazione finora
- Revised Cybersecurity Requirements Focus On Performance Measures - Pipeline and Gas JournalDocumento2 pagineRevised Cybersecurity Requirements Focus On Performance Measures - Pipeline and Gas JournalPravivVivpraNessuna valutazione finora
- Ameya - Transmissions - Product - Catalogue - Eng 4Documento1 paginaAmeya - Transmissions - Product - Catalogue - Eng 4PravivVivpraNessuna valutazione finora
- How To Assign Cost To DCS Points - Automation & Control Engineering ForumDocumento14 pagineHow To Assign Cost To DCS Points - Automation & Control Engineering ForumPravivVivpraNessuna valutazione finora
- AT SERIES: Quarter Turn Worm Gear Operators For Manual OperationDocumento1 paginaAT SERIES: Quarter Turn Worm Gear Operators For Manual OperationPravivVivpraNessuna valutazione finora
- Telemetry vs. SNMP - Is One Better For Network ManagementDocumento2 pagineTelemetry vs. SNMP - Is One Better For Network ManagementPravivVivpraNessuna valutazione finora
- White Paper - ControlWizard - Are You in Control of Your Control LoopsDocumento13 pagineWhite Paper - ControlWizard - Are You in Control of Your Control LoopsPravivVivpraNessuna valutazione finora
- Excel Based Retirement CalculatorDocumento11 pagineExcel Based Retirement CalculatorPravivVivpraNessuna valutazione finora
- Volatage Regualtion EEPDocumento10 pagineVolatage Regualtion EEPPravivVivpraNessuna valutazione finora
- pLANT eNGINEERING sEP2020Documento60 paginepLANT eNGINEERING sEP2020PravivVivpraNessuna valutazione finora
- Plant Floor Safety Fall 2020 PDFDocumento54 paginePlant Floor Safety Fall 2020 PDFPravivVivpraNessuna valutazione finora
- 5 - Main Harmonic GeneratorsDocumento13 pagine5 - Main Harmonic GeneratorsPravivVivpraNessuna valutazione finora
- 10 Unknown WebsitesDocumento11 pagine10 Unknown WebsitesPravivVivpraNessuna valutazione finora
- Benefits of AI and Machine Learning For Automation Safety Systems - Plant EngineeringDocumento11 pagineBenefits of AI and Machine Learning For Automation Safety Systems - Plant EngineeringPravivVivpraNessuna valutazione finora
- DCS Migration Best Practices Open The Door To The Modern World - INSIDE AUTOMATIONDocumento12 pagineDCS Migration Best Practices Open The Door To The Modern World - INSIDE AUTOMATIONPravivVivpraNessuna valutazione finora
- Critical Infrastructure Ics Scada Security Solutions Overview PDFDocumento2 pagineCritical Infrastructure Ics Scada Security Solutions Overview PDFPravivVivpraNessuna valutazione finora
- Investing in Mutual FundsDocumento21 pagineInvesting in Mutual FundsPravivVivpraNessuna valutazione finora
- Leverage Object-Oriented Industrial Programming - Control EngineeringDocumento20 pagineLeverage Object-Oriented Industrial Programming - Control EngineeringPravivVivpraNessuna valutazione finora
- Effects of Signal InterferenceDocumento9 pagineEffects of Signal InterferencePravivVivpra100% (1)
- U.S. DHS Unveils Cybersecurity GuideDocumento5 pagineU.S. DHS Unveils Cybersecurity GuidePravivVivpraNessuna valutazione finora
- Johnson Matthey - Using PEST Analysis To Support Decision MakingDocumento5 pagineJohnson Matthey - Using PEST Analysis To Support Decision MakingHarry Josua TampubolonNessuna valutazione finora
- Experimental Investigation of Single Cylinder Diesel Engine Using Tyre Pyrolysis Oil (TPO) BlendsDocumento6 pagineExperimental Investigation of Single Cylinder Diesel Engine Using Tyre Pyrolysis Oil (TPO) BlendsEditor IJRITCCNessuna valutazione finora
- Bear 1000Documento2 pagineBear 1000elabsNessuna valutazione finora
- hp26 Eng HandbookDocumento58 paginehp26 Eng HandbookxbinfluxNessuna valutazione finora
- Proline Prosonic FlowDocumento24 pagineProline Prosonic FlowDavid Cruz ZamoraNessuna valutazione finora
- Col NDocumento7 pagineCol NMohammed SumerNessuna valutazione finora
- India CementsDocumento18 pagineIndia CementsNanditha SivadasNessuna valutazione finora
- Acustic Isolation CalculatorDocumento3 pagineAcustic Isolation CalculatorhusoNessuna valutazione finora
- Warehouse CodeDocumento348 pagineWarehouse CodeSaddamHossain100% (1)
- Cec 110p PDFDocumento20 pagineCec 110p PDFJoifry DonnaNessuna valutazione finora
- Muhammad Shoaib Asad KhalidDocumento2 pagineMuhammad Shoaib Asad Khalidshoaib_textechNessuna valutazione finora
- RCC Design G+5 BuildingDocumento14 pagineRCC Design G+5 BuildingNitesh SinghNessuna valutazione finora
- IndexDocumento3 pagineIndexMario ArmelaoNessuna valutazione finora
- งานนำเสนอ1Documento22 pagineงานนำเสนอ1piangphetNessuna valutazione finora
- Convertidores de Temperatura ABBDocumento20 pagineConvertidores de Temperatura ABBHummac MagañaNessuna valutazione finora
- Magnelis Book enDocumento56 pagineMagnelis Book enNiki LarezouNessuna valutazione finora
- Third Periodical Test in Science V NameDocumento1 paginaThird Periodical Test in Science V Nameravagerburnt100% (7)
- Minimum Oil Circuit BrakaerDocumento7 pagineMinimum Oil Circuit BrakaerShoaib Iqbal KhanNessuna valutazione finora
- Foam Performance of A New HMS-PP-paperDocumento5 pagineFoam Performance of A New HMS-PP-paperDebabrata MukhopadhyayNessuna valutazione finora
- Hardness Testing NotesDocumento2 pagineHardness Testing NotesJohnNessuna valutazione finora
- Sk75sr-3e S5yt0023e02 Shop Manual - Part1Documento300 pagineSk75sr-3e S5yt0023e02 Shop Manual - Part1PHÁT NGUYỄN THẾ96% (25)
- RMC Plant Check ListDocumento8 pagineRMC Plant Check ListAbhaNessuna valutazione finora
- GoTo IndraDrive CsDocumento274 pagineGoTo IndraDrive CsShiva Raj C SNessuna valutazione finora
- GRP-32-Lighting and Ventilation of TunnelDocumento24 pagineGRP-32-Lighting and Ventilation of TunnelKaushal MehtaNessuna valutazione finora
- 1 Ton Gran Max: The Ideal WorkhorseDocumento12 pagine1 Ton Gran Max: The Ideal WorkhorseagungNessuna valutazione finora
- Cylinder Management 1Documento31 pagineCylinder Management 1Falgon IslamNessuna valutazione finora
- Energy Efficiency in Motor Driven Systems - Francesco Parasiliti Paolo Bertoldi PDFDocumento578 pagineEnergy Efficiency in Motor Driven Systems - Francesco Parasiliti Paolo Bertoldi PDFddadara0% (1)
- GJC12AG-E6RNB3A Service ManualDocumento50 pagineGJC12AG-E6RNB3A Service ManualWarlin FortunatoNessuna valutazione finora
- A4 Heating Air ConditioningDocumento450 pagineA4 Heating Air ConditioningNPNessuna valutazione finora
- 01 35 23-Contractor Safety RequirementsDocumento12 pagine01 35 23-Contractor Safety RequirementsikennethseemarfxNessuna valutazione finora