Potrebbero piacerti anche
- 3.5 - Solving Exponential Equations Using Logs, Applications Math 30-1Documento14 pagine3.5 - Solving Exponential Equations Using Logs, Applications Math 30-1Math 30-1 EDGE Study Guide Workbook - by RTD LearningNessuna valutazione finora
- Pipe DesignDocumento6 paginePipe DesignmaneeshmsanjagiriNessuna valutazione finora
- Tyre ReportDocumento19 pagineTyre ReportZachary HuffmanNessuna valutazione finora
- Comparision of Piping CodeDocumento14 pagineComparision of Piping CodeAnonymous J1vjrU2Nessuna valutazione finora
- Deep Beam Design ExampleDocumento7 pagineDeep Beam Design ExampleLe Minh Thanh50% (2)
- Packer Calculations SecureDocumento230 paginePacker Calculations SecureEmre Cengiz100% (3)
- Behrens - Physical Agents Theory and Practice, 3E PDFDocumento473 pagineBehrens - Physical Agents Theory and Practice, 3E PDFtin67% (3)
- Miter Bend Calculation FormulasDocumento4 pagineMiter Bend Calculation FormulasRavindra S. Jivani100% (3)
- Code Comparison ASME B31.1 Vs B31.3 Vs B31.8Documento27 pagineCode Comparison ASME B31.1 Vs B31.3 Vs B31.8khaireddinNessuna valutazione finora
- SGS Annual 2019 Form V Mathematics Advanced Multiple ChoiceDocumento36 pagineSGS Annual 2019 Form V Mathematics Advanced Multiple ChoiceDog DogNessuna valutazione finora
- B31 Piping Calc RequirementsDocumento5 pagineB31 Piping Calc Requirementsuniqueel4136100% (1)
- Structural Steel DesignDocumento21 pagineStructural Steel DesignMahmoud El-KatebNessuna valutazione finora
- Asme+b31 4 PDFDocumento16 pagineAsme+b31 4 PDFvin_omloveNessuna valutazione finora
- Protective TextilesDocumento6 pagineProtective TextilesKhubab ShakerNessuna valutazione finora
- Organic Chemistry Lab Guide to SpectroscopyDocumento133 pagineOrganic Chemistry Lab Guide to Spectroscopytheoneandonly1Nessuna valutazione finora
- Branch CalcDocumento111 pagineBranch CalcAnonymous 6S9tcbh100% (2)
- GRP Pipe Analysis - Write Up - 1Documento8 pagineGRP Pipe Analysis - Write Up - 1Marie SaundersNessuna valutazione finora
- 650-680 Rev 4 - Hydrostatic Test ExemptionsDocumento3 pagine650-680 Rev 4 - Hydrostatic Test ExemptionsAnonymous 6S9tcbhNessuna valutazione finora
- Fire Water Demand CalculationDocumento3 pagineFire Water Demand CalculationAnonymous 6S9tcbhNessuna valutazione finora
- Comparison Between ASME B31.1 & 31.3 & 31.8Documento10 pagineComparison Between ASME B31.1 & 31.3 & 31.8karuna346100% (2)
- ستيل ستركشرDocumento73 pagineستيل ستركشرAws SamaNessuna valutazione finora
- UT Book ArticlesDocumento135 pagineUT Book ArticlesAnonymous uXdS9Y7100% (1)
- Post Weld Heat TreatmentDocumento10 paginePost Weld Heat Treatmentcristian291011Nessuna valutazione finora
- Post Weld Heat TreatmentDocumento10 paginePost Weld Heat Treatmentcristian291011Nessuna valutazione finora
- Manoeuvring The Vessels in Heavy Weather at SeaDocumento7 pagineManoeuvring The Vessels in Heavy Weather at SeaMahesh Poonia100% (5)
- Reg. 338 Boiler and Super Heater Tubes, Headers and Other Pressure Parts TubesDocumento4 pagineReg. 338 Boiler and Super Heater Tubes, Headers and Other Pressure Parts TubesWASIM MAKANDARNessuna valutazione finora
- Lab Report Pump PerformanceDocumento20 pagineLab Report Pump Performanceamirshafiq67% (3)
- Riveted Joints ASME IDocumento7 pagineRiveted Joints ASME ICastoriadisNessuna valutazione finora
- 5.Pc Sheet PilesDocumento2 pagine5.Pc Sheet PilesAnonymous 6S9tcbhNessuna valutazione finora
- 31.8 and 31.3Documento11 pagine31.8 and 31.3Melvin VargheseNessuna valutazione finora
- Metraflex Expansion Joints PDFDocumento32 pagineMetraflex Expansion Joints PDFleventozenNessuna valutazione finora
- Hydro Test FormDocumento2 pagineHydro Test FormAnonymous 6S9tcbhNessuna valutazione finora
- ASME B31.5 Refrigeration Piping Code GuideDocumento11 pagineASME B31.5 Refrigeration Piping Code GuideJai100% (2)
- ASME 331.4 piping standardsDocumento1 paginaASME 331.4 piping standardsJoelHernandezGonzalezNessuna valutazione finora
- Asme 314Documento1 paginaAsme 314JoelHernandezGonzalezNessuna valutazione finora
- Ductile Iron Pipe vs. HDPE Pipe: Strength and ForDocumento15 pagineDuctile Iron Pipe vs. HDPE Pipe: Strength and ForZahid JiwaNessuna valutazione finora
- ACI Concrete Beam DetailingDocumento12 pagineACI Concrete Beam DetailingShaik Eliyas BashaNessuna valutazione finora
- JIS B 2702 1987, Hot Coiled Helical SpringsDocumento9 pagineJIS B 2702 1987, Hot Coiled Helical SpringsMuhammad Zainal MahfudNessuna valutazione finora
- UntitledDocumento3 pagineUntitledalexander quinterosNessuna valutazione finora
- Onforming: X X X XDocumento13 pagineOnforming: X X X XMd. Jahidul IslamNessuna valutazione finora
- Unit2B SSDocumento8 pagineUnit2B SSRahul YadavNessuna valutazione finora
- Comparison Asme B31.1-B31.3-B31.8Documento7 pagineComparison Asme B31.1-B31.3-B31.8Ramazan ErdinçNessuna valutazione finora
- Design of Beams GuideDocumento27 pagineDesign of Beams GuideFrank JohnNessuna valutazione finora
- 1 Stress Analysis Models: Depth of Cover Vertical Down Stiffness (KN/MM/ (M of Pipeline Length) )Documento2 pagine1 Stress Analysis Models: Depth of Cover Vertical Down Stiffness (KN/MM/ (M of Pipeline Length) )azhagu duraiNessuna valutazione finora
- Seamless Precision Steel Tubes: 1 Scope and Field of ApplicationDocumento6 pagineSeamless Precision Steel Tubes: 1 Scope and Field of ApplicationVignesh fireflyNessuna valutazione finora
- Thincyl PDFDocumento2 pagineThincyl PDFPriyanshuNessuna valutazione finora
- Thin Cylinder Stress ExperimentDocumento2 pagineThin Cylinder Stress ExperimentPriyanshuNessuna valutazione finora
- PFI ES-21-1992 Internal Machining and Fit-Up of GTAW Root Pass Circumferential Butt WeldsDocumento8 paginePFI ES-21-1992 Internal Machining and Fit-Up of GTAW Root Pass Circumferential Butt WeldsThao NguyenNessuna valutazione finora
- Indian Standard: Prestressed Concrete Pipes (Including Specials) - SpecificationDocumento36 pagineIndian Standard: Prestressed Concrete Pipes (Including Specials) - Specificationsixramesh123Nessuna valutazione finora
- QJC1 3Documento1 paginaQJC1 3JOSE CANTERONessuna valutazione finora
- Asme 314Documento2 pagineAsme 314JoelHernandezGonzalezNessuna valutazione finora
- ASME 31.8-841.1.1-8 Temperature Derature TableDocumento1 paginaASME 31.8-841.1.1-8 Temperature Derature TableAvdhesh YadavNessuna valutazione finora
- Presion de Trabajo y TablasDocumento6 paginePresion de Trabajo y TablasOscar BoutierNessuna valutazione finora
- Unit - 4: Design of BeamsDocumento27 pagineUnit - 4: Design of BeamsfarhanyazdaniNessuna valutazione finora
- Astm A556 A556mDocumento3 pagineAstm A556 A556macount checkNessuna valutazione finora
- Design DuctileIronPipeonSupports PDFDocumento10 pagineDesign DuctileIronPipeonSupports PDFronnelNessuna valutazione finora
- Astm A557 A557mDocumento3 pagineAstm A557 A557mارفع راسك فوق انت يمنيNessuna valutazione finora
- 2.4 Design Parameters: Technical Reference ManualDocumento3 pagine2.4 Design Parameters: Technical Reference ManualHIMAKSHI BHATIANessuna valutazione finora
- 2.4 Design Parameters: Technical Reference ManualDocumento3 pagine2.4 Design Parameters: Technical Reference ManualArifinNessuna valutazione finora
- T.9.1.4 Punching Shear To EUROCODE2: RAPT User ManualDocumento16 pagineT.9.1.4 Punching Shear To EUROCODE2: RAPT User Manualtailieuxaydung2019Nessuna valutazione finora
- MCE416 Moodle 3 Fluid Power and FlowDocumento33 pagineMCE416 Moodle 3 Fluid Power and FlowPaul KonduNessuna valutazione finora
- Table 302.3.4 Longitudinal Weld Joint Quality Factor, E: ASME B31.3-2018Documento32 pagineTable 302.3.4 Longitudinal Weld Joint Quality Factor, E: ASME B31.3-2018GabrielNessuna valutazione finora
- Eti Ohe 11 5 89Documento12 pagineEti Ohe 11 5 89Abhishek PandeyNessuna valutazione finora
- Module 3 TorsionDocumento8 pagineModule 3 TorsionGeri LazaroNessuna valutazione finora
- Pipeline Stress Checks Hoop Stress: 10 Qiang Bai and Yong BaiDocumento1 paginaPipeline Stress Checks Hoop Stress: 10 Qiang Bai and Yong BaiAlireza KhodabandehNessuna valutazione finora
- Ce Project Midterm Final OutputDocumento30 pagineCe Project Midterm Final OutputEDELMIRA ONIFANessuna valutazione finora
- Spec 1934wDocumento10 pagineSpec 1934wThinh LuongNessuna valutazione finora
- 2.4. Set Up and Preliminary Checks Prior To Welding: Max MinDocumento2 pagine2.4. Set Up and Preliminary Checks Prior To Welding: Max Minapi-20013525Nessuna valutazione finora
- SPREADSHEETS SERIES No. 0009S - 2Documento4 pagineSPREADSHEETS SERIES No. 0009S - 2Emma DNessuna valutazione finora
- Asme B31.3 Wall THK Equation - y ValuesDocumento1 paginaAsme B31.3 Wall THK Equation - y Valuesjoaquin torrano veraNessuna valutazione finora
- HSFG Bolt PDFDocumento6 pagineHSFG Bolt PDFSatish PawarNessuna valutazione finora
- BOLTED FrukaDocumento35 pagineBOLTED FrukaOwen Francis Arles MaongatNessuna valutazione finora
- Ermeto Original Steel Tube RecommendationsDocumento7 pagineErmeto Original Steel Tube RecommendationsAndre ZagonelNessuna valutazione finora
- Deep Beam Design ExampleDocumento7 pagineDeep Beam Design Examplebasum matNessuna valutazione finora
- Cylindrical Compression Helix Springs For Suspension SystemsDa EverandCylindrical Compression Helix Springs For Suspension SystemsNessuna valutazione finora
- Influence of System Parameters Using Fuse Protection of Regenerative DC DrivesDa EverandInfluence of System Parameters Using Fuse Protection of Regenerative DC DrivesNessuna valutazione finora
- Calculation Tank - 1500 KL SolarDocumento2 pagineCalculation Tank - 1500 KL SolarAnonymous 6S9tcbhNessuna valutazione finora
- RAB Kurau-Pekanbaru (Edit)Documento1 paginaRAB Kurau-Pekanbaru (Edit)Anonymous 6S9tcbhNessuna valutazione finora
- Calculation Tank - 2000 KLDocumento2 pagineCalculation Tank - 2000 KLAnonymous 6S9tcbhNessuna valutazione finora
- Calculation Tank - 1500 KL SolarDocumento2 pagineCalculation Tank - 1500 KL SolarAnonymous 6S9tcbhNessuna valutazione finora
- CAESAR II Load Case EditorDocumento28 pagineCAESAR II Load Case Editorcoolsummer1112143Nessuna valutazione finora
- Data Sheet Pompa HydrantDocumento3 pagineData Sheet Pompa HydrantAnonymous 6S9tcbhNessuna valutazione finora
- Wall Thickness Pipe MojokertoDocumento8 pagineWall Thickness Pipe MojokertoAnonymous 6S9tcbhNessuna valutazione finora
- Weight breakdown of 1,500 KL storage tankDocumento1 paginaWeight breakdown of 1,500 KL storage tankAnonymous 6S9tcbhNessuna valutazione finora
- Pump Sizing Fire Hydrant MojoDocumento2 paginePump Sizing Fire Hydrant MojoAnonymous 6S9tcbhNessuna valutazione finora
- Data Sheet Pompa Mojokerto MFODocumento2 pagineData Sheet Pompa Mojokerto MFOAnonymous 6S9tcbhNessuna valutazione finora
- EM32Documento35 pagineEM32marcelo.sNessuna valutazione finora
- 10 11648 J Ijepe 20150404 14 PDFDocumento11 pagine10 11648 J Ijepe 20150404 14 PDFbacuoc.nguyen356Nessuna valutazione finora
- BOQ Alva Valves IndonesiaDocumento1 paginaBOQ Alva Valves IndonesiaAnonymous 6S9tcbhNessuna valutazione finora
- ASME B16.21 & B16.47 Gasket Dimensions For ASME B16.5 150# FlangesDocumento12 pagineASME B16.21 & B16.47 Gasket Dimensions For ASME B16.5 150# FlangesAnonymous 6S9tcbhNessuna valutazione finora
- Hazop & Hazid Report MojokertoDocumento13 pagineHazop & Hazid Report MojokertoAnonymous 6S9tcbhNessuna valutazione finora
- Nominal Pipe Sizes: Pipe Dimensions, Imperial / Metric Pipe ChartDocumento5 pagineNominal Pipe Sizes: Pipe Dimensions, Imperial / Metric Pipe CharthappywhewmiNessuna valutazione finora
- MTO InstrumentDocumento1 paginaMTO InstrumentAnonymous 6S9tcbhNessuna valutazione finora
- Steel Pipe: Electric Resistance Welded (ERW) Pipe Product SpecificationsDocumento7 pagineSteel Pipe: Electric Resistance Welded (ERW) Pipe Product SpecificationsRantau FarmNessuna valutazione finora
- Arrangement RadiografiDocumento1 paginaArrangement RadiografiAnonymous 6S9tcbhNessuna valutazione finora
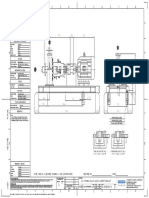
- P-301-302 GA DWG Certified Dynapro Pumps SJA-S 8x8x16H 55kW-4P 12oct15Documento1 paginaP-301-302 GA DWG Certified Dynapro Pumps SJA-S 8x8x16H 55kW-4P 12oct15Anonymous 6S9tcbhNessuna valutazione finora
- P-501-502 GA DWG Certified Dynapro Pumps SJA-S 4x6x10 55kW-2P 12oct15Documento1 paginaP-501-502 GA DWG Certified Dynapro Pumps SJA-S 4x6x10 55kW-2P 12oct15Anonymous 6S9tcbhNessuna valutazione finora
- Renewable and Sustainable Energy Reviews 105 (2019) 415-426Documento12 pagineRenewable and Sustainable Energy Reviews 105 (2019) 415-426Josue MarshallNessuna valutazione finora
- Understanding the History and Properties of ElectricityDocumento4 pagineUnderstanding the History and Properties of Electricitymyco sauraNessuna valutazione finora
- AFU 19740100 APRO Bulletin January-FebruaryDocumento11 pagineAFU 19740100 APRO Bulletin January-Februaryratatu100% (1)
- Electronics I Lab #3 Wheatstone Bridge CircuitDocumento4 pagineElectronics I Lab #3 Wheatstone Bridge Circuitmlj8753Nessuna valutazione finora
- XZXZXDocumento106 pagineXZXZXMustafa AkbarNessuna valutazione finora
- Physics for Scientists and Engineers Introduction and Chapter 1 SummaryDocumento20 paginePhysics for Scientists and Engineers Introduction and Chapter 1 SummaryYana IshakNessuna valutazione finora
- 805 Model Answer Paper Summer 2018 PDFDocumento26 pagine805 Model Answer Paper Summer 2018 PDFDipu Kumar50% (2)
- Rahul Mohanlal Gupta: Rahulmohangupta@yahoo - inDocumento4 pagineRahul Mohanlal Gupta: Rahulmohangupta@yahoo - intunmamonNessuna valutazione finora
- Lesson Plan Grade 7 3rd QuarterDocumento3 pagineLesson Plan Grade 7 3rd QuarterDanny EspañolaNessuna valutazione finora
- Lesson2 1-LightDocumento4 pagineLesson2 1-LightGrace06 LabinNessuna valutazione finora
- Semikron Datasheet Skm100gb12t4 22892020Documento5 pagineSemikron Datasheet Skm100gb12t4 22892020Mynk Maddy VsvkrmaNessuna valutazione finora
- Principle of Maximum EntropyDocumento10 paginePrinciple of Maximum Entropydev414Nessuna valutazione finora
- StarFemto Data SheetDocumento2 pagineStarFemto Data SheetstonezhouNessuna valutazione finora
- Chapter 3 Wafer Fabrication - IDocumento22 pagineChapter 3 Wafer Fabrication - Ivishvajeet dhawaleNessuna valutazione finora
- Parasitic DragDocumento4 pagineParasitic DragsarfraazNessuna valutazione finora
- Setting I T Protection For Direct PWM Commutated MotorsDocumento2 pagineSetting I T Protection For Direct PWM Commutated Motorsalpha1ahNessuna valutazione finora
- Sco-2120r Datasheet PDFDocumento2 pagineSco-2120r Datasheet PDFjdearNessuna valutazione finora
- Mahesh CP 506Documento25 pagineMahesh CP 506GURUDEEP PNessuna valutazione finora
- Comprehensive Literature Review On Use of Waste Product in ConcreteDocumento8 pagineComprehensive Literature Review On Use of Waste Product in ConcreteInternational Journal of Application or Innovation in Engineering & ManagementNessuna valutazione finora
- Atmospheric Dispersion Modelling Jun04Documento27 pagineAtmospheric Dispersion Modelling Jun04Luke HainesNessuna valutazione finora