Potrebbero piacerti anche
- Tablas Propiedad de AmoniacoDocumento6 pagineTablas Propiedad de AmoniacoRene Lopez100% (1)
- Como Montar Reuniones en Vías de Varios Largos-Texto PDFDocumento152 pagineComo Montar Reuniones en Vías de Varios Largos-Texto PDFTirso A Alvarez ANessuna valutazione finora
- Especificaciones Proyecto Aire Acondicionado PDFDocumento95 pagineEspecificaciones Proyecto Aire Acondicionado PDFFRANKNessuna valutazione finora
- Determinacion de Cobre Por YodometriaDocumento15 pagineDeterminacion de Cobre Por YodometriaCARINA100% (1)
- Practica FP Basica Taller No 11Documento8 paginePractica FP Basica Taller No 11Manuel Ignacio VillafainaNessuna valutazione finora
- Elaboracion de Papel A Partir Del Bagazo de La Cana de AzucarDocumento13 pagineElaboracion de Papel A Partir Del Bagazo de La Cana de AzucarBrighit Cueva100% (1)
- Sesion II - Planeamiento EstrategicoDocumento33 pagineSesion II - Planeamiento EstrategicoFRANK100% (1)
- Sesion I - Modernización de La Gestion PublicaDocumento24 pagineSesion I - Modernización de La Gestion PublicaFRANKNessuna valutazione finora
- Guia de Diseno Sistemas de Proteccion Activa ContraincendiosDocumento63 pagineGuia de Diseno Sistemas de Proteccion Activa ContraincendiosFRANKNessuna valutazione finora
- P1E06008V06 Guía Extintores de Incendios - AsepeyoDocumento40 pagineP1E06008V06 Guía Extintores de Incendios - AsepeyoFRANKNessuna valutazione finora
- KOOLAIR Ejemplo Difusor RotacionalDocumento2 pagineKOOLAIR Ejemplo Difusor RotacionalFRANKNessuna valutazione finora
- Manual de Instalación de Detector de Humos Por Aspiración y CONCEPTOSDocumento60 pagineManual de Instalación de Detector de Humos Por Aspiración y CONCEPTOSFRANKNessuna valutazione finora
- Proteccion Contra Incendios en SubestaciDocumento10 pagineProteccion Contra Incendios en SubestaciFRANKNessuna valutazione finora
- Detectores Fotoelectricos MR SD 2wp y 4wpDocumento2 pagineDetectores Fotoelectricos MR SD 2wp y 4wpFRANK100% (1)
- Informacion ASTM D695 PDFDocumento76 pagineInformacion ASTM D695 PDFVictor HernandezNessuna valutazione finora
- Determinación Espectrofotometrica de Hierro Total en VinosDocumento7 pagineDeterminación Espectrofotometrica de Hierro Total en VinosAngel VeynaNessuna valutazione finora
- EXT 2IH6cisCCDaW4a76Documento5 pagineEXT 2IH6cisCCDaW4a76Alexis Alonso FajardoNessuna valutazione finora
- Geomecánica en Mina HuanzaláDocumento75 pagineGeomecánica en Mina Huanzalápedro100% (1)
- Materiales de Sutura, Agujas y Métodos deDocumento16 pagineMateriales de Sutura, Agujas y Métodos dePablo García HumérezNessuna valutazione finora
- Aceite White Mineral OilsDocumento2 pagineAceite White Mineral OilsÍngrid GuarguatiNessuna valutazione finora
- Ecologia y Educacion Ambiental, Trabajo FinalDocumento11 pagineEcologia y Educacion Ambiental, Trabajo FinalMario PolancoNessuna valutazione finora
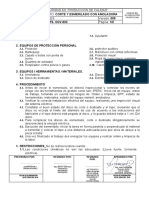
- Pets 23 - Corte y Esmerilado Con AmoladoraDocumento1 paginaPets 23 - Corte y Esmerilado Con AmoladoraLeafar Lopez HuaynateNessuna valutazione finora
- Asignacion OpusDocumento4 pagineAsignacion OpuswendyNessuna valutazione finora
- Clasificacion de Los MaterialesDocumento18 pagineClasificacion de Los Materialespc cafeNessuna valutazione finora
- Practica Unidad 1 Costeo Por ProcesosDocumento795 paginePractica Unidad 1 Costeo Por ProcesosM Angel PereyraNessuna valutazione finora
- Semana5 Resistencia MaterialesDocumento9 pagineSemana5 Resistencia Materialeskatherine andrea vásquez valdiviaNessuna valutazione finora
- Investigacion de Mecanica de FluidosDocumento6 pagineInvestigacion de Mecanica de FluidosJose FontalvoNessuna valutazione finora
- C.U. Agua PotableDocumento105 pagineC.U. Agua PotablejhersonNessuna valutazione finora
- PAPSRMEDocumento62 paginePAPSRMETere Garcia OrtizNessuna valutazione finora
- NTC2462Documento86 pagineNTC2462cesar_durangoNessuna valutazione finora
- Memoria CasaDocumento17 pagineMemoria Casapepe ortizNessuna valutazione finora
- Ejercicios de EscbobarDocumento2 pagineEjercicios de EscbobarAxel LozanoNessuna valutazione finora
- Grupo No.3-Seccion XiiiDocumento15 pagineGrupo No.3-Seccion XiiiEsthefanny MirandaNessuna valutazione finora
- Unidad III Qca AnaliticaDocumento11 pagineUnidad III Qca AnaliticaJosé JoséNessuna valutazione finora
- Propiedades de La MateriaDocumento16 paginePropiedades de La MateriaSebastian Vargas BarreraNessuna valutazione finora
- Eett ArqDocumento9 pagineEett ArqNicolás Figueroa RojasNessuna valutazione finora
- Cemento de Ionomero VitreoDocumento4 pagineCemento de Ionomero VitreoRocio MoralesNessuna valutazione finora
- PO-CSW-009 Inyección Lechada Contacto Rev1Documento8 paginePO-CSW-009 Inyección Lechada Contacto Rev1Miguel Angel MasmelaNessuna valutazione finora
- Informe de Residente de Obra NDocumento10 pagineInforme de Residente de Obra NJesus Alberto Jaramillo FloresNessuna valutazione finora