Potrebbero piacerti anche
- Power Supply Projects: A Collection of Innovative and Practical Design ProjectsDa EverandPower Supply Projects: A Collection of Innovative and Practical Design ProjectsValutazione: 3 su 5 stelle3/5 (2)
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1Da EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1Valutazione: 2.5 su 5 stelle2.5/5 (3)
- Corona Generator and Electrode Maintenance GuideDocumento34 pagineCorona Generator and Electrode Maintenance Guidereteng30000100% (1)
- Pinnacle - Welder - Super160manualDocumento13 paginePinnacle - Welder - Super160manualhdquanNessuna valutazione finora
- Alphatig 200X Manual 03-20-14 Ver2Documento14 pagineAlphatig 200X Manual 03-20-14 Ver2mikeNessuna valutazione finora
- Westinghouse Type CODocumento24 pagineWestinghouse Type CORicardo Hernandez100% (1)
- Mags Welding TheoryDocumento57 pagineMags Welding TheoryScott TrainorNessuna valutazione finora
- Body Electrical SystemDocumento59 pagineBody Electrical SystemLeonardo Gómez Berniga100% (1)
- Il 41 100 1BDocumento20 pagineIl 41 100 1Brajat_nandy5297Nessuna valutazione finora
- Electric ComponentDocumento299 pagineElectric ComponentHari100% (1)
- Tornado - 401 USER MAnDocumento11 pagineTornado - 401 USER MAnvipulNessuna valutazione finora
- Safety Manual for Welder OperationDocumento11 pagineSafety Manual for Welder OperationColin Danger AmorosoNessuna valutazione finora
- Agile: Operating Instructions Frequency Inverter 230V / 400V 0.25 KW ... 11 KWDocumento20 pagineAgile: Operating Instructions Frequency Inverter 230V / 400V 0.25 KW ... 11 KWrollinga2013Nessuna valutazione finora
- EFI ModDocumento1 paginaEFI Modbluebelle2Nessuna valutazione finora
- Ct312 Welder ManualDocumento11 pagineCt312 Welder ManualMarino CANessuna valutazione finora
- 3343 FT0 Arc Starter Original Complete W-Rev2 in PDFDocumento3 pagine3343 FT0 Arc Starter Original Complete W-Rev2 in PDFNacer MezghicheNessuna valutazione finora
- Emp 400Documento5 pagineEmp 400Ishwar SharmaNessuna valutazione finora
- Cut60 3PH380VDocumento14 pagineCut60 3PH380VAfifNessuna valutazione finora
- Cut60 3PH380VDocumento13 pagineCut60 3PH380VGame ChangerNessuna valutazione finora
- BallastDocumento16 pagineBallastruchir_bhoglekarNessuna valutazione finora
- Arc Tig131Documento29 pagineArc Tig131booboostNessuna valutazione finora
- MC-300 CD - Service ManualDocumento28 pagineMC-300 CD - Service ManualMilorad Pajovic100% (1)
- Medidor CAudal Seametrics AG2000 - 2Documento4 pagineMedidor CAudal Seametrics AG2000 - 2Marcos Aldana VillaldaNessuna valutazione finora
- GX30R 100RDocumento53 pagineGX30R 100RSergio Garcia100% (1)
- Parker DA1500Documento8 pagineParker DA1500Megh Prasad UpadhyayNessuna valutazione finora
- 400 TIG - ARC Iwi ManualDocumento13 pagine400 TIG - ARC Iwi ManualnitantharaniNessuna valutazione finora
- Mags Welding TheoryDocumento56 pagineMags Welding Theoryscott2355Nessuna valutazione finora
- Abbeon Cal, Inc.: Model Bd-50E High Frequency Generator Operating ManualDocumento7 pagineAbbeon Cal, Inc.: Model Bd-50E High Frequency Generator Operating ManualdanielvillagrapNessuna valutazione finora
- Cat 3520 Ignition TransformerDocumento9 pagineCat 3520 Ignition TransformerRashid Mahmood Jaat0% (1)
- Bobinas HansenDocumento4 pagineBobinas HansenJose Ignacio Figueroa CortesNessuna valutazione finora
- Finder CatalogueDocumento18 pagineFinder CatalogueGeorge GeorgeNessuna valutazione finora
- WTCPT Oi PLDocumento4 pagineWTCPT Oi PLomglol2kNessuna valutazione finora
- Eml 30Documento13 pagineEml 30deborah8888100% (1)
- TIG Welding in The Product Realization LabDocumento12 pagineTIG Welding in The Product Realization LabFahmi HarisNessuna valutazione finora
- GYS Gysmi 180 Ac/dcDocumento4 pagineGYS Gysmi 180 Ac/dcAnonymous iYKTkmhpZNessuna valutazione finora
- 6W Dual-Channel AF Power Amplifier: Package Dimensions FeaturesDocumento10 pagine6W Dual-Channel AF Power Amplifier: Package Dimensions FeaturesDanielNessuna valutazione finora
- ABB AR Auxiliary RelayDocumento16 pagineABB AR Auxiliary Relaylj_treelsNessuna valutazione finora
- 32lg30ra TaDocumento24 pagine32lg30ra TaMikaela MaçkoNessuna valutazione finora
- Subs4 6 8 - IOM - 7 2016FINALDocumento12 pagineSubs4 6 8 - IOM - 7 2016FINALFayez Al-ahmadiNessuna valutazione finora
- RFL 9550 Line TrapDocumento12 pagineRFL 9550 Line TrapSINU0607IITEEENessuna valutazione finora
- Some General Rules Concerning Control Panels GroundingDocumento4 pagineSome General Rules Concerning Control Panels Groundingwaqas_a_shaikh4348Nessuna valutazione finora
- LC 40le810eDocumento83 pagineLC 40le810eToni222Nessuna valutazione finora
- ABB Transformers MV Medium Voltage Transformers GuideDocumento81 pagineABB Transformers MV Medium Voltage Transformers GuideOmar FethiNessuna valutazione finora
- Hyundai Elantra 1.6L Body Electrical System1Documento89 pagineHyundai Elantra 1.6L Body Electrical System1MANUALES2000CLNessuna valutazione finora
- Sharp Lc-32a28l 42a48l SMDocumento118 pagineSharp Lc-32a28l 42a48l SMslowend100% (1)
- Instruction Manual of EDM MachineDocumento18 pagineInstruction Manual of EDM MachineJanak ValakiNessuna valutazione finora
- Combust Gas Detector Manual 4101-02B1Documento15 pagineCombust Gas Detector Manual 4101-02B1eliasx1Nessuna valutazione finora
- Automatic Siren Kit: Elenco Electronics, IncDocumento8 pagineAutomatic Siren Kit: Elenco Electronics, IncCiro GiordanoNessuna valutazione finora
- FP Troubleshooting HP1 WindingsDocumento8 pagineFP Troubleshooting HP1 WindingsjengandxbNessuna valutazione finora
- AC/DC CLAMP ADAPTOR INSTRUCTION MANUALDocumento16 pagineAC/DC CLAMP ADAPTOR INSTRUCTION MANUALchockanan suwanprasertNessuna valutazione finora
- Akai Lct42z6tm LPL Usa (12!20!06) LCDDocumento77 pagineAkai Lct42z6tm LPL Usa (12!20!06) LCDDiego Di NubilaNessuna valutazione finora
- ASCO Valve 8016gh Solenoid ImDocumento6 pagineASCO Valve 8016gh Solenoid ImLeonardNessuna valutazione finora
- Laboratory Corona Treater Operators Manual: !! Caution !!Documento6 pagineLaboratory Corona Treater Operators Manual: !! Caution !!Ahmad D. TaufiqNessuna valutazione finora
- Zenith 32-37-42lc2da Chassis La63e SMDocumento113 pagineZenith 32-37-42lc2da Chassis La63e SMraver1213Nessuna valutazione finora
- 4570 NDocumento12 pagine4570 NDaniboy1994Nessuna valutazione finora
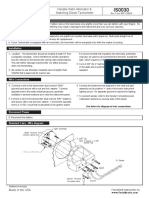
- Faria Diesel Tach Installation Is0030fDocumento2 pagineFaria Diesel Tach Installation Is0030fMichael TrimNessuna valutazione finora
- Power ConverterDocumento26 paginePower Converterhardih123Nessuna valutazione finora
- HIQUEL Snubber AppNote en 0100Documento4 pagineHIQUEL Snubber AppNote en 0100bob75Nessuna valutazione finora
- Boat Maintenance Companions: Electrics & Diesel Companions at SeaDa EverandBoat Maintenance Companions: Electrics & Diesel Companions at SeaNessuna valutazione finora
- Influence of System Parameters Using Fuse Protection of Regenerative DC DrivesDa EverandInfluence of System Parameters Using Fuse Protection of Regenerative DC DrivesNessuna valutazione finora
- SFC Start-Up Inverter of Gas Turbo-Sets: Integrated Compact UnitsDocumento11 pagineSFC Start-Up Inverter of Gas Turbo-Sets: Integrated Compact Unitsfaiz fakhruroziNessuna valutazione finora
- Homework 3: Phase and Timing Estimation Due November 22: EE 477 Introduction To Digital Communications Fall 2019Documento2 pagineHomework 3: Phase and Timing Estimation Due November 22: EE 477 Introduction To Digital Communications Fall 2019kelvin mwanikiNessuna valutazione finora
- Computer Components Worksheet 1A Processor ComponentsDocumento2 pagineComputer Components Worksheet 1A Processor ComponentsShakila.D Raks PallikkoodamNessuna valutazione finora
- Modelos Maquina Sicor ItalianaDocumento104 pagineModelos Maquina Sicor ItalianaAscensores MbsasNessuna valutazione finora
- Cell-Mobile Phone Repair Technician - 2071 - L-2 - PDFDocumento159 pagineCell-Mobile Phone Repair Technician - 2071 - L-2 - PDFManish Meena0% (1)
- THYSSEN (Maquina Mini Gearless DAF-270)Documento76 pagineTHYSSEN (Maquina Mini Gearless DAF-270)migmarel86% (7)
- USB Pinout and WiringDocumento4 pagineUSB Pinout and WiringnelsonhooverNessuna valutazione finora
- ESIGDocumento670 pagineESIGalejandro calixtoNessuna valutazione finora
- 945P-A/ 945PL-A: Page Title of SchematicDocumento40 pagine945P-A/ 945PL-A: Page Title of SchematicАндрей АндреевNessuna valutazione finora
- Vec 1180 KDocumento35 pagineVec 1180 Kyu3zaNessuna valutazione finora
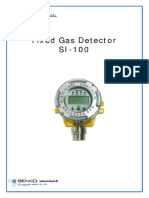
- Fixed Gas Detector Instruction Manual SI-1000Documento21 pagineFixed Gas Detector Instruction Manual SI-1000Vũ Thiên ÂnNessuna valutazione finora
- Att.1 QT1-L-G-020-05-00003, KKS Numbering SystemDocumento85 pagineAtt.1 QT1-L-G-020-05-00003, KKS Numbering SystemDoan Ngoc DucNessuna valutazione finora
- Exp. 2 - Study of Miniature Circuit Breakers (MCB) and Earth Leakage Circuit Breakers (ELCB)Documento14 pagineExp. 2 - Study of Miniature Circuit Breakers (MCB) and Earth Leakage Circuit Breakers (ELCB)rishika chhibberNessuna valutazione finora
- Digital Logic Design Course Objectives and UnitsDocumento2 pagineDigital Logic Design Course Objectives and UnitsRameshchandra K ECENessuna valutazione finora
- AC ScrollDocumento12 pagineAC ScrollKamalMuralikumarNessuna valutazione finora
- FJ Ary90 TM FujitsuDocumento15 pagineFJ Ary90 TM FujitsuSopon CristiNessuna valutazione finora
- Interference Cancellation System Design Using GNU Radio: by Jan Paolo AcostaDocumento24 pagineInterference Cancellation System Design Using GNU Radio: by Jan Paolo AcostaartovolastiNessuna valutazione finora
- Energy Conversion: Ruben J. Dichoso InstructorDocumento24 pagineEnergy Conversion: Ruben J. Dichoso InstructorCj LlemosNessuna valutazione finora
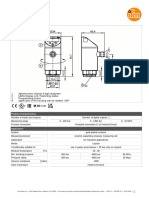
- PN7092 Pressure Sensor DisplayDocumento5 paginePN7092 Pressure Sensor DisplayEslam YehiaNessuna valutazione finora
- LEACH (Low-Energy Adaptive Clustering Hierarchy)Documento33 pagineLEACH (Low-Energy Adaptive Clustering Hierarchy)BHAVESH G 19BCE0219Nessuna valutazione finora
- Transformer Design AnalysisDocumento6 pagineTransformer Design AnalysisAkash VermaNessuna valutazione finora
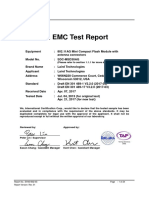
- En 301 489-1-17 - Msd30ag - 2017-03Documento24 pagineEn 301 489-1-17 - Msd30ag - 2017-03Manohar T MNessuna valutazione finora
- User Manual Readwell Touch Elisa Plate Analyser Ve - 5ac1cece1723dd45806d81faDocumento84 pagineUser Manual Readwell Touch Elisa Plate Analyser Ve - 5ac1cece1723dd45806d81faCarlos ReisNessuna valutazione finora
- Catalog Datacom Products Telebite 2006Documento21 pagineCatalog Datacom Products Telebite 2006doddyNessuna valutazione finora
- PJ2500M-C / PJ2000M-C: User ManualDocumento40 paginePJ2500M-C / PJ2000M-C: User ManualQuive CarlosNessuna valutazione finora
- PD Smart PDFDocumento2 paginePD Smart PDFAriel Leandro Toro MuñozNessuna valutazione finora
- EXC - RTX18B - 2-25, Data Sheet en Rev 2 - 3Documento2 pagineEXC - RTX18B - 2-25, Data Sheet en Rev 2 - 3William RamirezNessuna valutazione finora
- Ansaldo Electric Drives 15/30 kW Technical SpecsDocumento4 pagineAnsaldo Electric Drives 15/30 kW Technical SpecsMr.K ch50% (2)
- Gearless Parameters MP-Fuji-ZA PDFDocumento1 paginaGearless Parameters MP-Fuji-ZA PDFCoil98Nessuna valutazione finora