Potrebbero piacerti anche
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Method Statement MechanicalDocumento24 pagineMethod Statement Mechanicalsunjay_shanker93% (14)
- MAB 104B-14 - 104B-24 - Parts - 1996Documento58 pagineMAB 104B-14 - 104B-24 - Parts - 1996Centrifugal SeparatorNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- C++ TutorialDocumento231 pagineC++ TutorialAnonymous 61AC6bQ100% (3)
- C++ TutorialDocumento231 pagineC++ TutorialAnonymous 61AC6bQ100% (3)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- TRAVEL REQUEST FORM SUBMISSIONDocumento76 pagineTRAVEL REQUEST FORM SUBMISSIONKarun DasNessuna valutazione finora
- Padeye CalculationDocumento6 paginePadeye CalculationKarun DasNessuna valutazione finora
- RasamanjariDocumento159 pagineRasamanjariKarun DasNessuna valutazione finora
- Catalog Tecumseh CompresoresDocumento10 pagineCatalog Tecumseh Compresorescesardsc1Nessuna valutazione finora
- Shin Nippon General Presentation For Americas Feb2011Documento15 pagineShin Nippon General Presentation For Americas Feb2011Manoj KageNessuna valutazione finora
- Heavy Lift Pipelay Vessel LTS 3000 SpecsDocumento4 pagineHeavy Lift Pipelay Vessel LTS 3000 SpecsMuhammad Nabil RoslanNessuna valutazione finora
- Subsea Tie in Systems Low ResDocumento8 pagineSubsea Tie in Systems Low ResArif MokhtarNessuna valutazione finora
- Sapura 2000: Derrick Pipelay BargeDocumento4 pagineSapura 2000: Derrick Pipelay BargeKarun DasNessuna valutazione finora
- Sapura 2000: Derrick Pipelay BargeDocumento4 pagineSapura 2000: Derrick Pipelay BargeKarun DasNessuna valutazione finora
- MEGA WALK IN L T Hydrocarbon Engineering Limited Offshore 1573054433Documento1 paginaMEGA WALK IN L T Hydrocarbon Engineering Limited Offshore 1573054433Karun DasNessuna valutazione finora
- Padeye GeneralDocumento1 paginaPadeye GeneralKarun DasNessuna valutazione finora
- Origin of StrategyDocumento14 pagineOrigin of StrategyKarun DasNessuna valutazione finora
- Expense ClaimDocumento5 pagineExpense ClaimKarun DasNessuna valutazione finora
- Padeye Calculator (Shackle Compatibility & Design Capacity) : Home About... Products Terms Contact UsDocumento5 paginePadeye Calculator (Shackle Compatibility & Design Capacity) : Home About... Products Terms Contact UsKarun Das0% (1)
- Diamondback Energy Inc Job Application Form 1-2Documento2 pagineDiamondback Energy Inc Job Application Form 1-2Karun DasNessuna valutazione finora
- PROTECT STEEL WITH MOST USED PAINTSDocumento12 paginePROTECT STEEL WITH MOST USED PAINTSsmartcharlinNessuna valutazione finora
- Introduction To Stati Stics and Quantitative Research MethodsDocumento59 pagineIntroduction To Stati Stics and Quantitative Research MethodsJoy MossNessuna valutazione finora
- CV SampleDocumento2 pagineCV Sampleanand906Nessuna valutazione finora
- Dnvosf101 120828210226 Phpapp02Documento21 pagineDnvosf101 120828210226 Phpapp02Roo FaNessuna valutazione finora
- Spool calculation for round and flat sectionsDocumento2 pagineSpool calculation for round and flat sectionsKarun DasNessuna valutazione finora
- Navagraha Peeda Hara Stotram Telugu PDF File7066Documento2 pagineNavagraha Peeda Hara Stotram Telugu PDF File7066Karun Das100% (3)
- Nortek Primers - Getting Started With Waves MeasurementsDocumento9 pagineNortek Primers - Getting Started With Waves MeasurementsKarun DasNessuna valutazione finora
- Nortek Primers - Getting Started With Waves MeasurementsDocumento9 pagineNortek Primers - Getting Started With Waves MeasurementsKarun DasNessuna valutazione finora
- Week Numbers For 2015Documento2 pagineWeek Numbers For 2015Karun DasNessuna valutazione finora
- HEMPADUR 15600 Cargo Tank Epoxy CoatingDocumento2 pagineHEMPADUR 15600 Cargo Tank Epoxy CoatingKarun DasNessuna valutazione finora
- Ai Hempadur 15600 English Imo PSPCDocumento5 pagineAi Hempadur 15600 English Imo PSPCKarun DasNessuna valutazione finora
- Inheritance and Operator OverloadingDocumento33 pagineInheritance and Operator OverloadingAsasAsasNessuna valutazione finora
- Tip Edge Technique: P. John PG StudentDocumento112 pagineTip Edge Technique: P. John PG Studentjohn suryavardhanNessuna valutazione finora
- Hollywood Bowl Picnic Map (2022)Documento1 paginaHollywood Bowl Picnic Map (2022)askcharlieNessuna valutazione finora
- Double E Safety Chuck ManualDocumento30 pagineDouble E Safety Chuck ManualAlex ChaconNessuna valutazione finora
- Pneumatic Arm Single Ultrawide Monitor Desk Mount Instruction ManualDocumento8 paginePneumatic Arm Single Ultrawide Monitor Desk Mount Instruction ManualEL HANGAR DEL GUNPLANessuna valutazione finora
- 13.PROINERT2 Discharge Nozzles Data SheetDocumento3 pagine13.PROINERT2 Discharge Nozzles Data SheetAob AprilNessuna valutazione finora
- Jaya Kumar K Resume-1Documento3 pagineJaya Kumar K Resume-1CHANCHAL DEYNessuna valutazione finora
- Continuous Jaw Crushers: A New Design Concept For A Double-Toggle SystemDocumento2 pagineContinuous Jaw Crushers: A New Design Concept For A Double-Toggle SystemJakesNessuna valutazione finora
- Western Lumber Span TablesDocumento48 pagineWestern Lumber Span TablesSamia H. BhuiyanNessuna valutazione finora
- Flush PB Black 1NO 1NCDocumento2 pagineFlush PB Black 1NO 1NCLogan Marquez AguayoNessuna valutazione finora
- Cts4Un: 4 SQ - MM Standard Feed Through Terminal BlocksDocumento3 pagineCts4Un: 4 SQ - MM Standard Feed Through Terminal BlocksNgoãn Nguyễn ĐứcNessuna valutazione finora
- US To India Ring SizeDocumento1 paginaUS To India Ring Size9c296h7my6Nessuna valutazione finora
- Me8595 Te II Steam Turbines Unit III-2022 - 23Documento175 pagineMe8595 Te II Steam Turbines Unit III-2022 - 23CAD With RaoNessuna valutazione finora
- CPL25-Stainless Steel Self-Sealing CouplingsDocumento2 pagineCPL25-Stainless Steel Self-Sealing CouplingsSyed ImranNessuna valutazione finora
- Fy60-00 Fy-60Ym Bop Handling SYSTEM 防喷器移动装置: Parts List 4-B)Documento25 pagineFy60-00 Fy-60Ym Bop Handling SYSTEM 防喷器移动装置: Parts List 4-B)waleedNessuna valutazione finora
- Catenary Cable Analysis LessonDocumento19 pagineCatenary Cable Analysis LessonJaylou OpondaNessuna valutazione finora
- HollySys 1000MW Coal Fired Power PlantDocumento2 pagineHollySys 1000MW Coal Fired Power PlantFitriatuzzahro AndrianiNessuna valutazione finora
- Rejillas Cuadradas HaywardDocumento8 pagineRejillas Cuadradas HaywardWilber ChavezNessuna valutazione finora
- Types of Pumps and Centrifugal PumpDocumento23 pagineTypes of Pumps and Centrifugal PumpRatul HasanNessuna valutazione finora
- Interpretations ASME B16.34-1998Documento21 pagineInterpretations ASME B16.34-1998Claudenir AlvesNessuna valutazione finora
- Defect Inspection Form@apron and Perimeter DrainDocumento1 paginaDefect Inspection Form@apron and Perimeter DrainMuhd Hamizan Mohd SallehNessuna valutazione finora
- Gaymar TP500 Service ManualDocumento36 pagineGaymar TP500 Service ManualChaulbrookNessuna valutazione finora
- Mac 2009Documento60 pagineMac 2009Ridwan Pramudya100% (1)
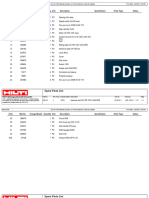
- Uh - 700 Manual de Servicio Taladro HiltiDocumento7 pagineUh - 700 Manual de Servicio Taladro HiltiBenya MinNessuna valutazione finora
- General Resume For Scaffold Dimension: Description Heavy Duty Med Duty Low Duty Fabricated Tower-MobileDocumento4 pagineGeneral Resume For Scaffold Dimension: Description Heavy Duty Med Duty Low Duty Fabricated Tower-MobileDehan FirmansyahNessuna valutazione finora
- 145 0000 R15 oDocumento106 pagine145 0000 R15 oLhidya FitriyaniNessuna valutazione finora
- INTEGREX AG Series - Brochure - DigitalDocumento7 pagineINTEGREX AG Series - Brochure - Digitalrenilpeter89Nessuna valutazione finora