Potrebbero piacerti anche
- RADIATION SAFETY FUNDAMENTALSDocumento69 pagineRADIATION SAFETY FUNDAMENTALSJay Lawson100% (1)
- ARTICLE - A History of The Target Torque Values From ASME PCC-1 and Future Direction (2017)Documento6 pagineARTICLE - A History of The Target Torque Values From ASME PCC-1 and Future Direction (2017)Gopi SelvarajNessuna valutazione finora
- Valve Live Loading Using Belleville SpringsDocumento6 pagineValve Live Loading Using Belleville SpringsBruno ManzettiNessuna valutazione finora
- Aqeeda of Ahlesunnat Wal JamatDocumento235 pagineAqeeda of Ahlesunnat Wal Jamatmrpahary67% (3)
- Fastener Design Manual PDFDocumento2 pagineFastener Design Manual PDFKathleenNessuna valutazione finora
- Allen Bradley Power Monitor 3000 Manual PDFDocumento356 pagineAllen Bradley Power Monitor 3000 Manual PDFAndrewcaesar100% (1)
- Evaluation of Flanged Connections Due To Piping L.oaoDocumento9 pagineEvaluation of Flanged Connections Due To Piping L.oaoSJNessuna valutazione finora
- 332 Indian Food Recipes Sanjeev KapoorDocumento159 pagine332 Indian Food Recipes Sanjeev Kapoorpramod195575% (8)
- Press and Shrink FitsDocumento11 paginePress and Shrink FitsAhmed M TNessuna valutazione finora
- Taper Pins, Dowel Pins, Straight Pins, Grooved Pins, and Spring Pins (Inch Series)Documento50 pagineTaper Pins, Dowel Pins, Straight Pins, Grooved Pins, and Spring Pins (Inch Series)Joel CieltoNessuna valutazione finora
- PC Assembly PlantDocumento19 paginePC Assembly Plantmuyenzo100% (1)
- Analysis of Self Supported Steel ChimneysDocumento81 pagineAnalysis of Self Supported Steel ChimneysrodrigoperezsimoneNessuna valutazione finora
- Valve Sizing Report for Carbon Dioxide ProcessDocumento3 pagineValve Sizing Report for Carbon Dioxide ProcessYawar QureshiNessuna valutazione finora
- Analisis of Stress in BellowsDocumento101 pagineAnalisis of Stress in BellowsOswaldo GuerraNessuna valutazione finora
- Power Tube Biasing Operation Manual 15-01-08Documento2 paginePower Tube Biasing Operation Manual 15-01-08MitchNessuna valutazione finora
- (0209) 031801Documento12 pagine(0209) 031801Sixto Gerardo Oña AnaguanoNessuna valutazione finora
- 5 3 17Documento14 pagine5 3 17Raymond de WeeverNessuna valutazione finora
- Spring - Hanger - Basic PSA Inc PDFDocumento26 pagineSpring - Hanger - Basic PSA Inc PDFViji SvrNessuna valutazione finora
- Classification of Shell Stresses Resulting From Piping Nozzle LoadsDocumento4 pagineClassification of Shell Stresses Resulting From Piping Nozzle LoadsozkanhasanNessuna valutazione finora
- Current BrochureDocumento41 pagineCurrent BrochureArlanNessuna valutazione finora
- Old Noise ManualDocumento28 pagineOld Noise ManualChristo KellermanNessuna valutazione finora
- Analysis Elevated Temperature Creep SteelDocumento66 pagineAnalysis Elevated Temperature Creep SteelematlisNessuna valutazione finora
- 17-1cs-Normal Tightening and Loosening of Flange BoltsDocumento3 pagine17-1cs-Normal Tightening and Loosening of Flange Boltsyulianus_sr100% (1)
- Heat Transfer Problem 2014Documento240 pagineHeat Transfer Problem 2014arminNessuna valutazione finora
- Pvp2014-28980 Analysis and Testing of A Ring-Joint FlangeDocumento15 paginePvp2014-28980 Analysis and Testing of A Ring-Joint Flangematteo_1234Nessuna valutazione finora
- High Pressure Flange Design 236313199Documento133 pagineHigh Pressure Flange Design 236313199Karthikeyan VisvakNessuna valutazione finora
- Common Misunderstandings About Gasket and Bolted Connection InteractionsDocumento9 pagineCommon Misunderstandings About Gasket and Bolted Connection InteractionsJuan KirozNessuna valutazione finora
- pvp2000 Vol399Documento4 paginepvp2000 Vol399Bogdan GabrielNessuna valutazione finora
- R 015987Documento63 pagineR 015987shaffeti100% (2)
- Hajj Checklist: A Simple & Practical Guide To The Rituals of Hajj & UmrahDocumento5 pagineHajj Checklist: A Simple & Practical Guide To The Rituals of Hajj & UmrahsaudimanNessuna valutazione finora
- Analytical Considerations The Code Qualification Piping SystemsDocumento17 pagineAnalytical Considerations The Code Qualification Piping SystemsMahendra RathoreNessuna valutazione finora
- Design by Rule-Design by Analysis PDFDocumento18 pagineDesign by Rule-Design by Analysis PDFChandra ClarkNessuna valutazione finora
- Ballot Fugitive Emission TestsDocumento33 pagineBallot Fugitive Emission TestsMemoNessuna valutazione finora
- Butter Valve Thickness PDFDocumento10 pagineButter Valve Thickness PDFAnand KumarNessuna valutazione finora
- Asme Code Qualification of Pipe Bends With Localized Wall Thinning PDFDocumento8 pagineAsme Code Qualification of Pipe Bends With Localized Wall Thinning PDFZhiqiang GuNessuna valutazione finora
- Cone Development CalculationsDocumento5 pagineCone Development CalculationssaudimanNessuna valutazione finora
- Calculations Per ABS Code Along With ASME Sec. VIII Div.1 XXXXDocumento17 pagineCalculations Per ABS Code Along With ASME Sec. VIII Div.1 XXXXordenador90Nessuna valutazione finora
- FLANGE - A Computer Program For The Analysis of Flanged Joints With Ring-Type GasketsDocumento149 pagineFLANGE - A Computer Program For The Analysis of Flanged Joints With Ring-Type GasketsJaveed A. KhanNessuna valutazione finora
- Inconel 718 Literature PDFDocumento39 pagineInconel 718 Literature PDFJ. BangjakNessuna valutazione finora
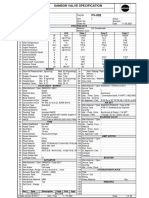
- Samson Valve Specification: Process DataDocumento49 pagineSamson Valve Specification: Process DataMuhammed TamerNessuna valutazione finora
- Geg A: Bolt-Up Procedure For Flanged Connections 670.210Documento9 pagineGeg A: Bolt-Up Procedure For Flanged Connections 670.210puwarin najaNessuna valutazione finora
- Nubbin - DJDocumento6 pagineNubbin - DJDebelmeNessuna valutazione finora
- Investigations of Butterfly Control Valve Flow CharacteristicsDocumento16 pagineInvestigations of Butterfly Control Valve Flow CharacteristicsKalimuthu Ps100% (1)
- Nagata 2015Documento5 pagineNagata 2015FelipeNessuna valutazione finora
- Astm A 48-2016Documento6 pagineAstm A 48-2016Mohammed AliNessuna valutazione finora
- Understanding Australian Flange Standards and Pressure RatingsDocumento6 pagineUnderstanding Australian Flange Standards and Pressure Ratingsharikrishnanpd33270% (1)
- Calculo Brida Ejemplo PV - EliteDocumento8 pagineCalculo Brida Ejemplo PV - ElitePedro Montes MarinNessuna valutazione finora
- Design Guide For Multi-Stage Restriction Orifices (Ros) Plates With 1 Hole and N 3 HolesDocumento38 pagineDesign Guide For Multi-Stage Restriction Orifices (Ros) Plates With 1 Hole and N 3 HolesEnrique Riera100% (1)
- NozzlePRO 14.1NewFeatures-2019ReleaseDocumento13 pagineNozzlePRO 14.1NewFeatures-2019ReleasedelitesoftNessuna valutazione finora
- 6 23 0Documento13 pagine6 23 0hlagos123Nessuna valutazione finora
- GS 130-5 Guidance For Specification 130-5 Flow Elements For Plant Control and Measurement ServiceDocumento28 pagineGS 130-5 Guidance For Specification 130-5 Flow Elements For Plant Control and Measurement ServiceYuasti Hasna FauziyahNessuna valutazione finora
- Recent Developments in Piping Vibration Screening LimitsDocumento15 pagineRecent Developments in Piping Vibration Screening Limitstgpg7fk758Nessuna valutazione finora
- Pages From Piping Stress Handbook - by Victor Helguero - Part 2Documento1 paginaPages From Piping Stress Handbook - by Victor Helguero - Part 2Alborz Mahboobkhah0% (1)
- Es7 PDFDocumento4 pagineEs7 PDFayoungaNessuna valutazione finora
- Seipp 2014Documento5 pagineSeipp 2014Andres VallebellaNessuna valutazione finora
- A New Method For Calculating The Busemann Head Coefficients For Radial ImpellersDocumento7 pagineA New Method For Calculating The Busemann Head Coefficients For Radial ImpellersIvan RaulNessuna valutazione finora
- Excel Implementation of Schaeffler and Delong Diagrams PDFDocumento8 pagineExcel Implementation of Schaeffler and Delong Diagrams PDFEmad A.AhmadNessuna valutazione finora
- TH11 - High Temp Expansion Joints Part 1Documento7 pagineTH11 - High Temp Expansion Joints Part 1klich77Nessuna valutazione finora
- Flow Losses in Flexible Hose.Documento186 pagineFlow Losses in Flexible Hose.Anonymous K3FaYFlNessuna valutazione finora
- Fatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965Da EverandFatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965E. GassnerNessuna valutazione finora
- Modern Developments in the Mechanics of ContinuaDa EverandModern Developments in the Mechanics of ContinuaSalamon EskinaziNessuna valutazione finora
- Pressure Points: New Rules For The Use of Rod & Bar in ASME Section VIIIDocumento6 paginePressure Points: New Rules For The Use of Rod & Bar in ASME Section VIIImohdfirdausNessuna valutazione finora
- Nonmandatory Appendix S Design Considerations For Bolted Flange ConnectionsDocumento4 pagineNonmandatory Appendix S Design Considerations For Bolted Flange ConnectionstizioNessuna valutazione finora
- 620 TiDocumento12 pagine620 Tijojo_323Nessuna valutazione finora
- SECTION 23 22 13 Steam and Condensate Heating PipingDocumento33 pagineSECTION 23 22 13 Steam and Condensate Heating PipingLILISNessuna valutazione finora
- Flange Gasket BasicsDocumento10 pagineFlange Gasket Basicsjpdavila205Nessuna valutazione finora
- Forging New Generations of EngineersDocumento29 pagineForging New Generations of EngineerssaudimanNessuna valutazione finora
- Rectangular FlangeDocumento43 pagineRectangular FlangesaudimanNessuna valutazione finora
- Nozzle DevelopmentDocumento2 pagineNozzle DevelopmentsaudimanNessuna valutazione finora
- Rotoweld BrochureDocumento4 pagineRotoweld BrochuresaudimanNessuna valutazione finora
- Organise Your TimeDocumento13 pagineOrganise Your TimesaudimanNessuna valutazione finora
- Anger-Management PPSXDocumento19 pagineAnger-Management PPSXsaudimanNessuna valutazione finora
- Flexible Shell Elements Calculation According To Rcb-8 Tema 2007Documento4 pagineFlexible Shell Elements Calculation According To Rcb-8 Tema 2007saudimanNessuna valutazione finora
- Preheting Burners CalcDocumento3 paginePreheting Burners CalcsaudimanNessuna valutazione finora
- Z PPT Car Accidents Due To FogDocumento103 pagineZ PPT Car Accidents Due To FogNarayanan DharmarajanNessuna valutazione finora
- Shan E MustafaDocumento28 pagineShan E MustafasaudimanNessuna valutazione finora
- Flowers For PresentationDocumento108 pagineFlowers For PresentationsaudimanNessuna valutazione finora
- Stainless SteelDocumento3 pagineStainless SteelsaudimanNessuna valutazione finora
- The Status of Hazrat Khadija-tul-Kubra Radiallahu AnhDocumento2 pagineThe Status of Hazrat Khadija-tul-Kubra Radiallahu Anhsaudiman100% (2)
- Taraveeh Ashreen RakaatDocumento159 pagineTaraveeh Ashreen RakaatsaudimanNessuna valutazione finora
- Nominal Pipe Sizes: Pipe Dimensions, Imperial / Metric Pipe ChartDocumento5 pagineNominal Pipe Sizes: Pipe Dimensions, Imperial / Metric Pipe CharthappywhewmiNessuna valutazione finora
- Milad Un Nabi BookletDocumento12 pagineMilad Un Nabi BookletSami Anwar QuadriNessuna valutazione finora
- Section 1Documento10 pagineSection 1Juan Francisco Marin MendiolaNessuna valutazione finora
- Shab e MerajDocumento7 pagineShab e MerajsaudimanNessuna valutazione finora
- The English House of CommasDocumento13 pagineThe English House of CommassaudimanNessuna valutazione finora
- Dietary FiberDocumento15 pagineDietary FibersaudimanNessuna valutazione finora
- Safe Driving Presentation 2016Documento75 pagineSafe Driving Presentation 2016saudimanNessuna valutazione finora
- Al Kauser ShawwalDocumento12 pagineAl Kauser ShawwalsaudimanNessuna valutazione finora
- Mobile SafetyDocumento18 pagineMobile SafetysaudimanNessuna valutazione finora
- Palm Wine SpecificationDocumento10 paginePalm Wine SpecificationUday ChaudhariNessuna valutazione finora
- Spin - 2021Documento60 pagineSpin - 2021Tanel LaanemägiNessuna valutazione finora
- Pentecostal Ecclesiology: Simon K.H. Chan - 978-90-04-39714-9 Via Free AccessDocumento156 paginePentecostal Ecclesiology: Simon K.H. Chan - 978-90-04-39714-9 Via Free AccessStanley JohnsonNessuna valutazione finora
- 6b530300 04f6 40b9 989e Fd39aaa6293aDocumento1 pagina6b530300 04f6 40b9 989e Fd39aaa6293attariq_jjavedNessuna valutazione finora
- IIT2019 RIT-1-CPM Chemistry TestDocumento15 pagineIIT2019 RIT-1-CPM Chemistry TestPRAKHAR GUPTANessuna valutazione finora
- NarendraVani KallubaluVKV 2010-11Documento144 pagineNarendraVani KallubaluVKV 2010-11Vivekananda Kendra100% (1)
- Semen RetentionDocumento3 pagineSemen RetentionMattNessuna valutazione finora
- Vincent Hoa's English 101 PortfolioDocumento24 pagineVincent Hoa's English 101 PortfoliovincentNessuna valutazione finora
- 2290 PDFDocumento222 pagine2290 PDFmittupatel190785Nessuna valutazione finora
- Datasheet Optris XI 410Documento2 pagineDatasheet Optris XI 410davidaldamaNessuna valutazione finora
- Ninoy Aquino Parks and Wildlife CenterDocumento7 pagineNinoy Aquino Parks and Wildlife CenterNinia Richelle Angela AgaNessuna valutazione finora
- Poultry DiseasesDocumento5 paginePoultry DiseasesAnjum IslamNessuna valutazione finora
- 2 Profile OMORIS - Presentation 2020-2Documento20 pagine2 Profile OMORIS - Presentation 2020-2lemuel bacsaNessuna valutazione finora
- Analysis of Financial Statements Project: GUL AHMAD Textile MillsDocumento32 pagineAnalysis of Financial Statements Project: GUL AHMAD Textile MillsHanzala AsifNessuna valutazione finora
- Belden CatalogDocumento24 pagineBelden CatalogMani MaranNessuna valutazione finora
- Products and Services For Consumers: True / False QuestionsDocumento65 pagineProducts and Services For Consumers: True / False QuestionsThúy HiềnNessuna valutazione finora
- Hexagon MI GLOBAL S DataSheet Letter EN NAFTA Rel5Documento22 pagineHexagon MI GLOBAL S DataSheet Letter EN NAFTA Rel5dudecastro1542Nessuna valutazione finora
- Lect 17 Amp Freq RespDocumento22 pagineLect 17 Amp Freq RespBent777Nessuna valutazione finora
- Chapter 4 Cost MinimizationDocumento6 pagineChapter 4 Cost MinimizationXavier Hetsel Ortega BarraganNessuna valutazione finora
- NASA Technical Mem Randum: E-Flutter N78Documento17 pagineNASA Technical Mem Randum: E-Flutter N78gfsdg dfgNessuna valutazione finora
- Mycbseguide: Cbse Class 10 Social Science Sample Paper - 08 (MCQ Based)Documento10 pagineMycbseguide: Cbse Class 10 Social Science Sample Paper - 08 (MCQ Based)Abdul MuqsitNessuna valutazione finora
- SmartRunway SmartLandingDocumento39 pagineSmartRunway SmartLandingMikeNessuna valutazione finora
- Mfz-Odv065r15j DS 1-0-0 PDFDocumento1 paginaMfz-Odv065r15j DS 1-0-0 PDFelxsoonNessuna valutazione finora
- Art-App-Module-12 Soulmaking, Improvisation, Installation, & TranscreationDocumento4 pagineArt-App-Module-12 Soulmaking, Improvisation, Installation, & TranscreationJohn Mark D. RoaNessuna valutazione finora
- Applying Value Engineering to Improve Quality and Reduce Costs of Ready-Mixed ConcreteDocumento15 pagineApplying Value Engineering to Improve Quality and Reduce Costs of Ready-Mixed ConcreteayyishNessuna valutazione finora
- SDE1 V1 G2 H18 L P2 M8 - SpecificationsDocumento1 paginaSDE1 V1 G2 H18 L P2 M8 - SpecificationsCleverson SoaresNessuna valutazione finora