Potrebbero piacerti anche
- (Shrinked) - Marketing Winch Presentation (Introduction)Documento15 pagine(Shrinked) - Marketing Winch Presentation (Introduction)eko sunaryoNessuna valutazione finora
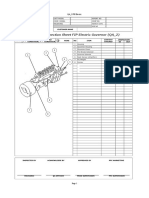
- After Test Inspection Sheet FIP Electric Governor (QA - 2)Documento1 paginaAfter Test Inspection Sheet FIP Electric Governor (QA - 2)eko sunaryo100% (1)
- 11 Building Block PDFDocumento18 pagine11 Building Block PDFeko sunaryoNessuna valutazione finora
- Marketing & Service Principles: KOMATSU EnginesDocumento18 pagineMarketing & Service Principles: KOMATSU Engineseko sunaryoNessuna valutazione finora
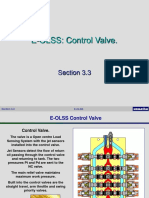
- 3.3 E-OLSS Control ValveDocumento12 pagine3.3 E-OLSS Control Valveeko sunaryo100% (1)
- Electrical System: Service Data AlternatorDocumento22 pagineElectrical System: Service Data Alternatoreko sunaryoNessuna valutazione finora
- Assembly Fip Electical: JakartaDocumento5 pagineAssembly Fip Electical: Jakartaeko sunaryoNessuna valutazione finora
- CatSEBU7457!01!01 EnglishDocumento126 pagineCatSEBU7457!01!01 Englisheko sunaryoNessuna valutazione finora
- Sub Bab IB Bipolar Junction TransistorDocumento14 pagineSub Bab IB Bipolar Junction Transistoreko sunaryoNessuna valutazione finora
- TI 07 006 DF AdjustmentDocumento12 pagineTI 07 006 DF Adjustmenteko sunaryoNessuna valutazione finora
- CatSEBU7502 05 EnglishDocumento122 pagineCatSEBU7502 05 Englisheko sunaryo100% (1)
- Trouble Code Indication Procedure Trouble Code Erasure ProcedureDocumento2 pagineTrouble Code Indication Procedure Trouble Code Erasure Procedureeko sunaryoNessuna valutazione finora
- CRI Pump & ControllerDocumento5 pagineCRI Pump & Controllereko sunaryo100% (1)
- Testing & Adjusting: SAA6D140/125-CRIDocumento20 pagineTesting & Adjusting: SAA6D140/125-CRIeko sunaryo100% (1)
- 9852 1696 01 Maintenance Schedules ROC F7Documento53 pagine9852 1696 01 Maintenance Schedules ROC F7eko sunaryo100% (2)
- System Description F9THDocumento87 pagineSystem Description F9THeko sunaryo100% (2)
- 9852 1707 01a Operator's Instructions ROC F9Documento164 pagine9852 1707 01a Operator's Instructions ROC F9eko sunaryo80% (5)
- Compressor X Ah 4 P To EnglishDocumento23 pagineCompressor X Ah 4 P To Englisheko sunaryoNessuna valutazione finora
- 9852 1695 01 Maintenance Instructions ROC F7Documento95 pagine9852 1695 01 Maintenance Instructions ROC F7eko sunaryo100% (1)
- Product Catalogue - RotaryDocumento36 pagineProduct Catalogue - Rotaryeko sunaryoNessuna valutazione finora
- Teori 7 C56 Sensor SharingDocumento3 pagineTeori 7 C56 Sensor Sharingeko sunaryoNessuna valutazione finora
- PLC Roc F9 C9Documento10 paginePLC Roc F9 C9eko sunaryoNessuna valutazione finora
- 773 e Part BookDocumento912 pagine773 e Part Bookeko sunaryo100% (3)
- 25 2044 90 94 76 GB Water Heater HYDRONIC 10 EnglishDocumento20 pagine25 2044 90 94 76 GB Water Heater HYDRONIC 10 Englisheko sunaryoNessuna valutazione finora
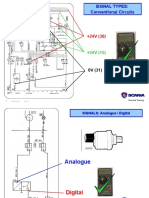
- Signal Typer Analog and DigitalDocumento4 pagineSignal Typer Analog and Digitaleko sunaryoNessuna valutazione finora
- WSM 16 06-11-c enDocumento26 pagineWSM 16 06-11-c eneko sunaryoNessuna valutazione finora
- 9852 1694 01 Operator's Instructions ROC F7Documento160 pagine9852 1694 01 Operator's Instructions ROC F7eko sunaryo100% (6)
- 9852 1302 01e Maintenance Instruction COP 2150-2550 - 2150EX - 2550EXDocumento22 pagine9852 1302 01e Maintenance Instruction COP 2150-2550 - 2150EX - 2550EXeko sunaryo100% (4)
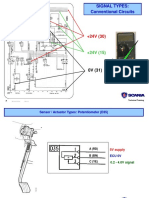
- Signal Types: Conventional Circuits: Technical TrainingDocumento27 pagineSignal Types: Conventional Circuits: Technical Trainingeko sunaryoNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Plane Stress ProblemDocumento14 pagineThe Plane Stress ProblemSaif RahmanNessuna valutazione finora
- 0625 w08 QP 2Documento16 pagine0625 w08 QP 2Hubbak KhanNessuna valutazione finora
- Transport Phenomena in Biological Systems, Second Edition: George A. Truskey, Fan Yuan, and David F. KatzDocumento28 pagineTransport Phenomena in Biological Systems, Second Edition: George A. Truskey, Fan Yuan, and David F. KatzValaMelkorNessuna valutazione finora
- 2 Lewis Sorel MethodDocumento18 pagine2 Lewis Sorel MethodStanley SibandaNessuna valutazione finora
- 9 4Documento1 pagina9 4Prince QueenoNessuna valutazione finora
- + 2 Chemistry 1 Mark Repeated Qs EM Upto Sept - 2016Documento38 pagine+ 2 Chemistry 1 Mark Repeated Qs EM Upto Sept - 2016Raison ThomasNessuna valutazione finora
- Unit 8: Mechanical Principles: Deadlines: Assignment One: 24Documento44 pagineUnit 8: Mechanical Principles: Deadlines: Assignment One: 24Jo okNessuna valutazione finora
- Prediction and Improvement of Steady-State Performance of A Power Controlled Axial Piston PumpDocumento10 paginePrediction and Improvement of Steady-State Performance of A Power Controlled Axial Piston PumpmadmetroidNessuna valutazione finora
- Unit I-D - Defects in SolidsDocumento16 pagineUnit I-D - Defects in Solidsjyoti kumariNessuna valutazione finora
- Lecture Notes-Basic Electrical and Electronics EngineeringDocumento30 pagineLecture Notes-Basic Electrical and Electronics Engineeringalfanardm100% (4)
- Numerical Tool For Antenna AnalysisDocumento41 pagineNumerical Tool For Antenna AnalysisThilaga MohanNessuna valutazione finora
- Acid Base CementsDocumento420 pagineAcid Base Cementskka2000100% (1)
- Vector LessonsDocumento36 pagineVector LessonsMarc RiveraNessuna valutazione finora
- Test Papers 176476Documento29 pagineTest Papers 176476Gaurav SarkarNessuna valutazione finora
- Solid State Chemistry 13102066Documento43 pagineSolid State Chemistry 13102066Loveroop Singh62% (13)
- Bending Effect On ExhaustDocumento11 pagineBending Effect On Exhaustsayantan ghoshNessuna valutazione finora
- Diesel Injection System Naturally AspiratedDocumento346 pagineDiesel Injection System Naturally AspiratedGreg Hanna100% (1)
- Lista de Exercicios Sobre AlcanosDocumento4 pagineLista de Exercicios Sobre AlcanosquelfisicaNessuna valutazione finora
- Advances in Inorganic Chemistry and Radiochemistry 06 1964 PDFDocumento529 pagineAdvances in Inorganic Chemistry and Radiochemistry 06 1964 PDFAlexandra GorduNessuna valutazione finora
- Failure of MaterialsDocumento34 pagineFailure of MaterialsvinayprasadskNessuna valutazione finora
- Chem 101 Lab 12 Gas LawsDocumento12 pagineChem 101 Lab 12 Gas LawsT Josiah RichardsonNessuna valutazione finora
- Fluid Flow Operation - 130502Documento2 pagineFluid Flow Operation - 130502sanjayNessuna valutazione finora
- Supercritical Fluid Supercritical Fluid Extraction (Sfe) Supercritical Fluid Chromatography (SFC)Documento67 pagineSupercritical Fluid Supercritical Fluid Extraction (Sfe) Supercritical Fluid Chromatography (SFC)Hoang ThinhNessuna valutazione finora
- Test Series NEET Schedule-23!03!2019 (XII) Code-BDocumento2 pagineTest Series NEET Schedule-23!03!2019 (XII) Code-BEshwar Subramanyam100% (1)
- Soil LabDocumento30 pagineSoil LabAnonymous eg41HYENessuna valutazione finora
- Helium Neon LaserDocumento13 pagineHelium Neon LaserJose GalvanNessuna valutazione finora
- Applications of Monte Carlo Method in Science and Engineering 2011Documento964 pagineApplications of Monte Carlo Method in Science and Engineering 2011anhoangbacNessuna valutazione finora
- Robin Grayson Gold Recovery Method14Documento1 paginaRobin Grayson Gold Recovery Method14JavierMamaniVelasquezNessuna valutazione finora
- Ultrasonic Plastic WeldingDocumento22 pagineUltrasonic Plastic Weldingdipal8404Nessuna valutazione finora
- Stereochemistry of Organic CompoundsDocumento22 pagineStereochemistry of Organic CompoundsArya Chowdhury100% (1)