Potrebbero piacerti anche
- Method Statement - HVAC Duct Leakage Testing ProcedureDocumento7 pagineMethod Statement - HVAC Duct Leakage Testing ProcedureSyed TouqeerNessuna valutazione finora
- Assembly Transmission Volvo A40GDocumento52 pagineAssembly Transmission Volvo A40GNanang SetiawanNessuna valutazione finora
- Worksheets Electropneumatics Basic LevelDocumento128 pagineWorksheets Electropneumatics Basic LevelNur SyimahNessuna valutazione finora
- HVAC Duct Work Installation Method StatementDocumento3 pagineHVAC Duct Work Installation Method StatementSudath Kularathna100% (1)
- Key Steps in The Critical Path MethodDocumento11 pagineKey Steps in The Critical Path MethodBibin VijayakumarNessuna valutazione finora
- MOS IMU 1 - Method Statement For DuctworkDocumento12 pagineMOS IMU 1 - Method Statement For DuctworkAzwan Awalludin100% (3)
- 9 Method Statement For Wall Mounted Split AC Testing & CommissioningDocumento8 pagine9 Method Statement For Wall Mounted Split AC Testing & CommissioningManikandan Balasubramanian100% (1)
- Specification For Piping Stress Analysis P-07-1002 Rev0Documento25 pagineSpecification For Piping Stress Analysis P-07-1002 Rev0faisal jasim100% (1)
- 01 ASME Sec VIII Div 1 - GEN PresentationDocumento112 pagine01 ASME Sec VIII Div 1 - GEN Presentationinatt101Nessuna valutazione finora
- MS For Mechanical Piping System Installation WorkDocumento22 pagineMS For Mechanical Piping System Installation WorkUmut Eren63% (8)
- Air Cooled Chiller: Field Functional Test ReportDocumento17 pagineAir Cooled Chiller: Field Functional Test ReportKen Wong Wm100% (4)
- Split AC Unit Trouble Shooting GuideDocumento27 pagineSplit AC Unit Trouble Shooting GuideBibin VijayakumarNessuna valutazione finora
- Ms-Black Steel PipeDocumento4 pagineMs-Black Steel PipeYusufNessuna valutazione finora
- Refrigerant Piping Work1Documento13 pagineRefrigerant Piping Work1Le Manh HieuNessuna valutazione finora
- Method Statement For Precommissioning & Commissioning of Extract FansDocumento3 pagineMethod Statement For Precommissioning & Commissioning of Extract Fansvin ssNessuna valutazione finora
- Fire GuideDocumento1.008 pagineFire GuideMohab Mesho65100% (1)
- PMBOK 6th Edition ITTOS - Project Procurement ManagementDocumento3 paginePMBOK 6th Edition ITTOS - Project Procurement ManagementBibin VijayakumarNessuna valutazione finora
- Split Unit Installation MethodDocumento2 pagineSplit Unit Installation MethodLimsreang Eang77% (26)
- MS 005 For DUCT FABRICATION - INSULATION & INSTALLATION REV-1Documento21 pagineMS 005 For DUCT FABRICATION - INSULATION & INSTALLATION REV-1vusal huseynli100% (2)
- Testing & Commissioning of VAV (Variable Air Volume) Method Statement HQDocumento4 pagineTesting & Commissioning of VAV (Variable Air Volume) Method Statement HQTerrence Gil Pamienta Buenaflor50% (2)
- LS Absorption ChillersDocumento8 pagineLS Absorption ChillersMuhammad Amin Uddin100% (1)
- Installation & Testing of Fire Protection SystemsDocumento7 pagineInstallation & Testing of Fire Protection Systemssunny_84tNessuna valutazione finora
- Testing and Commissioning Check ListDocumento1 paginaTesting and Commissioning Check ListarifzakirNessuna valutazione finora
- MS - G. I. Duct FabricationDocumento3 pagineMS - G. I. Duct FabricationAnonymous 3eHGEDbx100% (2)
- Method Statement For AC Units Pipe Installation and Drainage - CatDocumento8 pagineMethod Statement For AC Units Pipe Installation and Drainage - CatakerimtuzunNessuna valutazione finora
- Method Statement For Installation of Electrical Water Heaters PDFDocumento2 pagineMethod Statement For Installation of Electrical Water Heaters PDFArman ManiagoNessuna valutazione finora
- Chiller Unit Method Statement PDFDocumento5 pagineChiller Unit Method Statement PDFmostafaabdelrazik100% (1)
- Chilled Water Pipe Insulation Method StatementDocumento2 pagineChilled Water Pipe Insulation Method StatementGündoğdu Akın75% (4)
- Method Statement For Sprinkler SystemDocumento5 pagineMethod Statement For Sprinkler SystemJoyanta Deb100% (1)
- Standard Pressure Testing ProcedureDocumento10 pagineStandard Pressure Testing ProcedureAbdulbasit JunaidNessuna valutazione finora
- Method Statement - Condensate Drain PipeDocumento3 pagineMethod Statement - Condensate Drain Pipejoo2585Nessuna valutazione finora
- Testing and Commissioning Split ACDocumento2 pagineTesting and Commissioning Split ACNuratiqah SharifahNessuna valutazione finora
- Method Statement For DX AC UnitDocumento28 pagineMethod Statement For DX AC UnitBuraq Aircondition Cont & Gen Maint LLC BuraqNessuna valutazione finora
- Methodology in Dismantling of DX and CHW Type Aircon UnitDocumento2 pagineMethodology in Dismantling of DX and CHW Type Aircon UnitAJ Jarillas100% (1)
- Method Statement - Refrigerant PipingDocumento7 pagineMethod Statement - Refrigerant PipingGirithar M SundaramNessuna valutazione finora
- Pressure Test ProcedureDocumento11 paginePressure Test ProcedureRolando Nicanor0% (1)
- Method Statement: Installation Method of Statement For Axial, Centrifugal and Propeller Exhaust FansDocumento1 paginaMethod Statement: Installation Method of Statement For Axial, Centrifugal and Propeller Exhaust FansSudath Kularathna83% (6)
- Air-Con Installation Method StatementDocumento2 pagineAir-Con Installation Method StatementMohamad Hafiz50% (2)
- Chilled Water Pipe Insulation Method Statement - Method Statement HQDocumento3 pagineChilled Water Pipe Insulation Method Statement - Method Statement HQابوزيد عبد الجوادNessuna valutazione finora
- PAVIRO Operation ManualDocumento34 paginePAVIRO Operation ManualBibin VijayakumarNessuna valutazione finora
- Ventilation Fan Installation Method StatementDocumento4 pagineVentilation Fan Installation Method Statementsamsul maarifNessuna valutazione finora
- PIPE TAPPING SAFETYDocumento2 paginePIPE TAPPING SAFETYBen Lim100% (1)
- Method Statement For Chilled Water Riser Part 1.Documento35 pagineMethod Statement For Chilled Water Riser Part 1.Imran AliNessuna valutazione finora
- Method Statement For Sprinkler & Stand PipeDocumento7 pagineMethod Statement For Sprinkler & Stand Pipeguruupto100% (1)
- HVAC Split Unit Installation Procedure - Method Statement HQDocumento7 pagineHVAC Split Unit Installation Procedure - Method Statement HQEngineer ZiaNessuna valutazione finora
- Design Requirements For Pressure Safety Relief Valves: Codes: Structure & ComparisonDocumento5 pagineDesign Requirements For Pressure Safety Relief Valves: Codes: Structure & Comparisontss1372350% (2)
- Recommended velocities and pressure drops for common process pipelinesDocumento5 pagineRecommended velocities and pressure drops for common process pipelinesger80100% (1)
- Pmi Lexicon PM Terms PDFDocumento20 paginePmi Lexicon PM Terms PDFKevin Liu80% (5)
- LGMV 7 ManualDocumento69 pagineLGMV 7 ManualBibin VijayakumarNessuna valutazione finora
- Method Statement For Refrigerant Piping Installation and Pressure TestingDocumento4 pagineMethod Statement For Refrigerant Piping Installation and Pressure TestingRyan WongNessuna valutazione finora
- 001-Sample Method Statement Piping Pre-ShutdownDocumento4 pagine001-Sample Method Statement Piping Pre-ShutdownS.C.Satish ChanderNessuna valutazione finora
- Method Statement For Installation of HVAC DampersDocumento11 pagineMethod Statement For Installation of HVAC DampersITE MEPNessuna valutazione finora
- Precommissioning & Commissioning Method Statement For Fire Hose Racks & Fire Hose ReelDocumento6 paginePrecommissioning & Commissioning Method Statement For Fire Hose Racks & Fire Hose ReelRay Ronald Agacia50% (2)
- Saigon M&C Tower Ductworks Installation MethodDocumento19 pagineSaigon M&C Tower Ductworks Installation MethodTruong Quoc Bao100% (1)
- Method Statement For Installation of Grills Diffusers Disc Valves and LouversDocumento9 pagineMethod Statement For Installation of Grills Diffusers Disc Valves and LouversHelder FigueiredoNessuna valutazione finora
- Method Statement HDPE PDFDocumento1 paginaMethod Statement HDPE PDFshameemNessuna valutazione finora
- Pressure TestingDocumento27 paginePressure Testingsaie_1Nessuna valutazione finora
- Installation of AHUDocumento4 pagineInstallation of AHUamg007Nessuna valutazione finora
- Fans Testing & Commissioning Format-R0Documento13 pagineFans Testing & Commissioning Format-R0Hari SankarNessuna valutazione finora
- Mos Plumbing Fixture InstallationDocumento4 pagineMos Plumbing Fixture InstallationDon Roseller Dumaya100% (1)
- Sump Pump Method of StatementDocumento10 pagineSump Pump Method of StatementKhaled NaguibNessuna valutazione finora
- Method of StatementDocumento5 pagineMethod of StatementPari Rajendran100% (1)
- PHE Method StatementDocumento3 paginePHE Method Statementzampacaanas0% (1)
- HVAC Duct Insulation InstallationDocumento4 pagineHVAC Duct Insulation Installationamg00750% (4)
- Method Statement For Installation of Ahu FahuDocumento12 pagineMethod Statement For Installation of Ahu FahuRoger Akl75% (4)
- Method Statement For HVAC Ductwork Insulation and Acoustic LiningDocumento4 pagineMethod Statement For HVAC Ductwork Insulation and Acoustic Liningrakeshamech100% (1)
- Catalogue Absorption Chillers ENG FDocumento80 pagineCatalogue Absorption Chillers ENG FBubai111100% (1)
- Duct Work Method StatementDocumento5 pagineDuct Work Method StatementAla Makram Sunna0% (1)
- Piping Stress Analysis Design Basis PDFDocumento38 paginePiping Stress Analysis Design Basis PDFSaima SaimaNessuna valutazione finora
- Daikin Air Cooled Liquid Screw Chiller EWAD400D-XS-CUALDocumento4 pagineDaikin Air Cooled Liquid Screw Chiller EWAD400D-XS-CUALBibin VijayakumarNessuna valutazione finora
- Catalogue Fan Coil Unit DDBDocumento36 pagineCatalogue Fan Coil Unit DDBLuqmanAssaffatG80% (5)
- SOP For Duct Leak TestingDocumento8 pagineSOP For Duct Leak TestingSubodh Murkewar50% (2)
- Method Statement For Underground PVC Pipe InstallationDocumento44 pagineMethod Statement For Underground PVC Pipe InstallationSaad Amer100% (1)
- Water Heater InstallationDocumento2 pagineWater Heater Installationmagdi badranNessuna valutazione finora
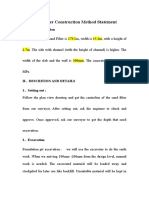
- The Method Statement of The Sand FilterDocumento6 pagineThe Method Statement of The Sand FilterJeffrey Wey100% (1)
- LVFR Sprinkler System RequirementsDocumento4 pagineLVFR Sprinkler System RequirementsridwanNessuna valutazione finora
- Duct Work Method StatementDocumento3 pagineDuct Work Method StatementADsupermanNessuna valutazione finora
- Model 210 Digital Electro-Hydraulic Set Stop - PDF-, AttachmentDocumento4 pagineModel 210 Digital Electro-Hydraulic Set Stop - PDF-, AttachmentMohd HassanudinNessuna valutazione finora
- Pressure Test ProcedureDocumento10 paginePressure Test ProcedureAdnan R AhmedNessuna valutazione finora
- NPV Sample QuestionDocumento2 pagineNPV Sample QuestionBibin VijayakumarNessuna valutazione finora
- PMBOK 6th Edition ITTOS - Project Resource ManagementDocumento6 paginePMBOK 6th Edition ITTOS - Project Resource ManagementBibin VijayakumarNessuna valutazione finora
- PMBOK 6th Edition ITTOS - Project Quality ManagementDocumento3 paginePMBOK 6th Edition ITTOS - Project Quality ManagementBibin VijayakumarNessuna valutazione finora
- PMBOK 6th Edition ITTOS - Project Risk ManagementDocumento7 paginePMBOK 6th Edition ITTOS - Project Risk ManagementBibin VijayakumarNessuna valutazione finora
- OT ShotsDocumento18 pagineOT ShotsBibin VijayakumarNessuna valutazione finora
- 175 PMP Exam Sample QuestionsDocumento107 pagine175 PMP Exam Sample QuestionsSelah AbdulahiNessuna valutazione finora
- PMBOK 6th Edition ITTOS - Project Communication ManagementDocumento3 paginePMBOK 6th Edition ITTOS - Project Communication ManagementBibin VijayakumarNessuna valutazione finora
- Used Filters: and Indoor Air QualityDocumento7 pagineUsed Filters: and Indoor Air QualityBibin VijayakumarNessuna valutazione finora
- Hybrid ShotsDocumento16 pagineHybrid ShotsBibin VijayakumarNessuna valutazione finora
- Project Charter Template v11.18.15Documento9 pagineProject Charter Template v11.18.15harshaNessuna valutazione finora
- Code of Conduct & Whistle Blower PolicyDocumento39 pagineCode of Conduct & Whistle Blower PolicyBibin VijayakumarNessuna valutazione finora
- Installation Manual - Package UnitsDocumento42 pagineInstallation Manual - Package UnitsBibin VijayakumarNessuna valutazione finora
- Danfoss ShutOffvalve CatalogDocumento4 pagineDanfoss ShutOffvalve CatalogBibin VijayakumarNessuna valutazione finora
- Air Flow CalculationsDocumento1 paginaAir Flow CalculationsBibin VijayakumarNessuna valutazione finora
- Material Approval Submittal For Gi DuctDocumento8 pagineMaterial Approval Submittal For Gi DuctBibin VijayakumarNessuna valutazione finora
- 100RB Series Solenoid Valves (PA00294)Documento2 pagine100RB Series Solenoid Valves (PA00294)Bibin VijayakumarNessuna valutazione finora
- Installation Manual - SPLIT UNITSDocumento3 pagineInstallation Manual - SPLIT UNITSBibin VijayakumarNessuna valutazione finora
- Installation Manual - Cassette Units - LGDocumento19 pagineInstallation Manual - Cassette Units - LGBibin VijayakumarNessuna valutazione finora
- Owners Manual - Split UnitDocumento76 pagineOwners Manual - Split UnitBibin VijayakumarNessuna valutazione finora
- Mas-05 - Grilles & RegistersDocumento15 pagineMas-05 - Grilles & RegistersBibin VijayakumarNessuna valutazione finora
- 63 Injection Sampling AssembliesDocumento4 pagine63 Injection Sampling AssembliesAbdul Hannan NazeerNessuna valutazione finora
- Installation and Maintenance of Inline Flame ArrestorsDocumento3 pagineInstallation and Maintenance of Inline Flame Arrestorshk168Nessuna valutazione finora
- Air Conditioning 2009-2015 Renault FluenceDocumento80 pagineAir Conditioning 2009-2015 Renault FluenceALEX PARDONessuna valutazione finora
- Rodolfo Cruz Jr.Documento3 pagineRodolfo Cruz Jr.mary grace ferreraNessuna valutazione finora
- Brief Introduction to Co-Working Developing Co., LtdDocumento79 pagineBrief Introduction to Co-Working Developing Co., LtdDinh Nguyen DaoNessuna valutazione finora
- CHAMPION DenverDocumento32 pagineCHAMPION Denverluismf140% (1)
- Quotation: Sugar Manufacturers Supply Corp. P.O. Box 6127 West Palm Beach, FL 33405Documento7 pagineQuotation: Sugar Manufacturers Supply Corp. P.O. Box 6127 West Palm Beach, FL 33405Willerman Perez GomezNessuna valutazione finora
- Cryo 1Documento6 pagineCryo 1gdoninaNessuna valutazione finora
- An Introduction To Condensers and Auxilary Equipment For Steam Power Plants R1Documento34 pagineAn Introduction To Condensers and Auxilary Equipment For Steam Power Plants R1jenixson tamondongNessuna valutazione finora
- Ed P 11.06 I 01Documento15 pagineEd P 11.06 I 01neymarronNessuna valutazione finora
- 1.1 039-048 RaufossDocumento10 pagine1.1 039-048 RaufossVitor RamosNessuna valutazione finora
- Type 1way Ceiling Mounted Cassette Model Unit Arnu07Gtub4Documento53 pagineType 1way Ceiling Mounted Cassette Model Unit Arnu07Gtub4Renzo TrNessuna valutazione finora
- Steel PipesDocumento16 pagineSteel PipesAdam GordonNessuna valutazione finora
- Cathodic Disbondment Test of Pipeline Coatings (Attached Cell Method)Documento4 pagineCathodic Disbondment Test of Pipeline Coatings (Attached Cell Method)Alex OliveiraNessuna valutazione finora
- Panasonic Manual SM - Cs-E18.21ckeDocumento100 paginePanasonic Manual SM - Cs-E18.21ckeaaNessuna valutazione finora
- Hydraulic Pump PDFDocumento1.568 pagineHydraulic Pump PDFIbrahim AwadNessuna valutazione finora
- Impact Assessment For Underground PipeDocumento109 pagineImpact Assessment For Underground Pipekiller_proNessuna valutazione finora
- Washout and Twist OffDocumento18 pagineWashout and Twist Offberroui100% (1)
- Tagelus Top Mount Pool Filter ManualDocumento68 pagineTagelus Top Mount Pool Filter ManualDRAGONFLYDFNessuna valutazione finora
- Construction MethodologyDocumento44 pagineConstruction MethodologyAmar WadoodNessuna valutazione finora