Potrebbero piacerti anche
- Quenched and Tempered Alloyed Engineering Steel DINDocumento2 pagineQuenched and Tempered Alloyed Engineering Steel DINkazdoelahNessuna valutazione finora
- H13 Data Sheet 09032013 PDFDocumento9 pagineH13 Data Sheet 09032013 PDFAnonymous aZKer3gNessuna valutazione finora
- Quenched and Tempered Alloyed Engineering Steel DINDocumento2 pagineQuenched and Tempered Alloyed Engineering Steel DINkazdoelahNessuna valutazione finora
- DS Mold 4140Documento3 pagineDS Mold 4140reza prasetiaNessuna valutazione finora
- AISI A2 DatasheetDocumento2 pagineAISI A2 DatasheetShivuNessuna valutazione finora
- 17 4 PH Stainless SteelDocumento10 pagine17 4 PH Stainless SteelWILLIAN RICARDO DOS SANTOSNessuna valutazione finora
- 1.4057 Aisi 431 Data Sheet PDFDocumento2 pagine1.4057 Aisi 431 Data Sheet PDFGagat GongatNessuna valutazione finora
- Atlas 4140Documento3 pagineAtlas 4140gio_flores_4Nessuna valutazione finora
- 4140 High Tensile Steel PDFDocumento3 pagine4140 High Tensile Steel PDFFikri SiplhoNessuna valutazione finora
- Key properties and applications of common metals and alloysDocumento24 pagineKey properties and applications of common metals and alloysJacob StrifeNessuna valutazione finora
- D2 Tool SteelDocumento2 pagineD2 Tool SteelJai BhandariNessuna valutazione finora
- Stainless Steel Bar 431 Atlas 431: Colour Code: Signal RedDocumento3 pagineStainless Steel Bar 431 Atlas 431: Colour Code: Signal RedNitin AggarwalNessuna valutazione finora
- Aluminum Bronze Properties and ApplicationsDocumento3 pagineAluminum Bronze Properties and ApplicationsAbbasNessuna valutazione finora
- Quality 40nicrmov16 Ku: Lucefin GroupDocumento1 paginaQuality 40nicrmov16 Ku: Lucefin Groupkbwoniu123Nessuna valutazione finora
- Steel Grade: Material Data SheetDocumento5 pagineSteel Grade: Material Data Sheetdan howsNessuna valutazione finora
- S500 Grade Steel SpecificationsDocumento2 pagineS500 Grade Steel SpecificationsSmriti Agarwalla100% (1)
- Ds Inox Virgo155phv3Documento5 pagineDs Inox Virgo155phv3visanvalentin46Nessuna valutazione finora
- 16 MN CR 5Documento2 pagine16 MN CR 5bd54Nessuna valutazione finora
- CR Mo 4Documento2 pagineCR Mo 4Mohsen ParpinchiNessuna valutazione finora
- High Power Chip ResistorsDocumento3 pagineHigh Power Chip ResistorstadilakshmikiranNessuna valutazione finora
- Nitronic® 40 Stainless Steel: Chemical CompositionDocumento2 pagineNitronic® 40 Stainless Steel: Chemical CompositionBagus WicaksanaNessuna valutazione finora
- Alvar 14Documento6 pagineAlvar 14api-3838787Nessuna valutazione finora
- Oil-Hardening Cold Work Tool Steels (0 Series) : Recommended Heat Treating Practice Recommended Processing SequenceDocumento6 pagineOil-Hardening Cold Work Tool Steels (0 Series) : Recommended Heat Treating Practice Recommended Processing SequenceJonathan JuarezNessuna valutazione finora
- 1 5736Documento2 pagine1 5736solidwormNessuna valutazione finora
- (17CrNiMo6) 4317 Case Hardening SteelDocumento3 pagine(17CrNiMo6) 4317 Case Hardening Steelazhar mohammedNessuna valutazione finora
- Vidar Supreme English 04Documento9 pagineVidar Supreme English 04api-3838787Nessuna valutazione finora
- 1045-Bright-Carbon-Steel-Bar (Les Différentes Traitements Thermiques, Recuit de Normalisation)Documento3 pagine1045-Bright-Carbon-Steel-Bar (Les Différentes Traitements Thermiques, Recuit de Normalisation)Mouna KallelNessuna valutazione finora
- 1022 Carbon Steel Bar PDFDocumento3 pagine1022 Carbon Steel Bar PDFjeyakumarNessuna valutazione finora
- High Tensile Steel 4140Documento2 pagineHigh Tensile Steel 4140Lazzarus Az GunawanNessuna valutazione finora
- MeduimTens AISI1045Documento2 pagineMeduimTens AISI1045Rajesh R RajeshNessuna valutazione finora
- AMS 5699 Wire - Inconel Alloy X750 (Aug 2015)Documento1 paginaAMS 5699 Wire - Inconel Alloy X750 (Aug 2015)mini p shendeNessuna valutazione finora
- ATA Heet: LSS D2Documento2 pagineATA Heet: LSS D2X800XLNessuna valutazione finora
- Cu-ETP: C11000 Industrial RolledDocumento4 pagineCu-ETP: C11000 Industrial Rolledsrsivaraman81Nessuna valutazione finora
- High Tensile: Voestalpine High Performance Metals (Australia) Pty LTDDocumento5 pagineHigh Tensile: Voestalpine High Performance Metals (Australia) Pty LTDSinan YıldızNessuna valutazione finora
- 440C DS LatrobeDocumento2 pagine440C DS LatrobedaymonNessuna valutazione finora
- AISI 01 DatasheetDocumento2 pagineAISI 01 Datasheetshiva dNessuna valutazione finora
- Ficha Técnica Ceramic Fiber BlanketDocumento1 paginaFicha Técnica Ceramic Fiber BlanketjuandiaroNessuna valutazione finora
- 40NiCrMo7 PDFDocumento2 pagine40NiCrMo7 PDFAmy GriffinNessuna valutazione finora
- 102 CR 6Documento2 pagine102 CR 6ceca nikolicNessuna valutazione finora
- Interlloy Grade 1045 Carbon Steel BarDocumento3 pagineInterlloy Grade 1045 Carbon Steel BarPRASHANT KANTENessuna valutazione finora
- Acero Rápido M42Documento2 pagineAcero Rápido M42Joaquin OlasoNessuna valutazione finora
- 16Mncr5: Steel GradeDocumento3 pagine16Mncr5: Steel GradePaul Praveen PeterNessuna valutazione finora
- Service Bulletin No Issue Date: Column "A" Column "B" Column "C"Documento2 pagineService Bulletin No Issue Date: Column "A" Column "B" Column "C"Carlos AdameNessuna valutazione finora
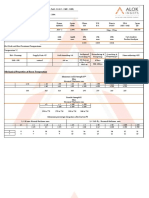
- Mechanical Properties at Room Temperature: 840 Water 690 AirDocumento5 pagineMechanical Properties at Room Temperature: 840 Water 690 AirHeat treatment GTGNessuna valutazione finora
- 20Mncr5: Steel GradeDocumento4 pagine20Mncr5: Steel GradeAhmad ShujaNessuna valutazione finora
- ATA Heet: LSS Chipper KnifeDocumento2 pagineATA Heet: LSS Chipper KnifeX800XL100% (1)
- Martensitic Stainless Steel EN 1.4057, QT 800Documento2 pagineMartensitic Stainless Steel EN 1.4057, QT 800LebasNessuna valutazione finora
- En 1 4057 - 1408 Valbruna Nordic EnglishDocumento2 pagineEn 1 4057 - 1408 Valbruna Nordic EnglishDorut_b67Nessuna valutazione finora
- Annealed Engineering Steel C45E / 1042 (ASTMDocumento2 pagineAnnealed Engineering Steel C45E / 1042 (ASTMkazdoelahNessuna valutazione finora
- 16 Ni CR 11Documento2 pagine16 Ni CR 11ceca nikolicNessuna valutazione finora
- Steel Grade: Material Data SheetDocumento3 pagineSteel Grade: Material Data Sheetreza amiriniaNessuna valutazione finora
- T - Thermanit MTS 4 - Se - en - 5Documento1 paginaT - Thermanit MTS 4 - Se - en - 5bhanu.kiranNessuna valutazione finora
- Assab MaterialDocumento8 pagineAssab MaterialFadzlly Abd JalilNessuna valutazione finora
- Werkstoff 1.5217 (20MnV6)Documento2 pagineWerkstoff 1.5217 (20MnV6)alextentwentyNessuna valutazione finora
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsDa EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsValutazione: 5 su 5 stelle5/5 (1)
- Database Management Systems: Understanding and Applying Database TechnologyDa EverandDatabase Management Systems: Understanding and Applying Database TechnologyValutazione: 4 su 5 stelle4/5 (8)
- Heat Treatment of Steel PDFDocumento10 pagineHeat Treatment of Steel PDFAnonymous 3akQhQFJSLNessuna valutazione finora
- 704 09 Fenner Gearboxes SMSRDocumento20 pagine704 09 Fenner Gearboxes SMSRl_aguilar_mNessuna valutazione finora
- Vibration StandardsDocumento16 pagineVibration Standardsramnadh803181100% (5)
- Heat Treating The SteelDocumento12 pagineHeat Treating The Steelyasir_anjumNessuna valutazione finora
- Field Metallizing of Structural Steel (SS 845Documento1 paginaField Metallizing of Structural Steel (SS 845l_aguilar_mNessuna valutazione finora
- s8.2 2017 Specification For Application of Thermal Spray Coating For Steel BridgesDocumento50 pagines8.2 2017 Specification For Application of Thermal Spray Coating For Steel Bridgesl_aguilar_m100% (1)
- Fag Smartcheck: Machinery Monitoring For Every MachineDocumento20 pagineFag Smartcheck: Machinery Monitoring For Every Machinel_aguilar_mNessuna valutazione finora
- Prueba Ist Manejo DefensivoDocumento7 paginePrueba Ist Manejo Defensivol_aguilar_mNessuna valutazione finora
- IxcuponDocumento1 paginaIxcuponl_aguilar_mNessuna valutazione finora
- Application, Instructions, AND Program Rules: SSPC Qp6Documento28 pagineApplication, Instructions, AND Program Rules: SSPC Qp6Victor Hugo PexoNessuna valutazione finora
- SpotQAassessments 2Documento25 pagineSpotQAassessments 2l_aguilar_mNessuna valutazione finora
- MAAGGear OpenGearingDocumento4 pagineMAAGGear OpenGearingl_aguilar_mNessuna valutazione finora
- Fag Smartcheck: High Process Security by Means of Decentralised Machinery MonitoringDocumento26 pagineFag Smartcheck: High Process Security by Means of Decentralised Machinery Monitoringl_aguilar_mNessuna valutazione finora
- Coating TestDocumento7 pagineCoating TestSriram VjNessuna valutazione finora
- Bolted, Sleeve-Type Couplings For Plain-End Pipe: Awwa StandardDocumento28 pagineBolted, Sleeve-Type Couplings For Plain-End Pipe: Awwa Standardl_aguilar_m100% (1)
- (ESD) B3 General Notes (3 of 3)Documento1 pagina(ESD) B3 General Notes (3 of 3)l_aguilar_mNessuna valutazione finora
- Suspension components for front axleDocumento37 pagineSuspension components for front axlel_aguilar_mNessuna valutazione finora
- Section 461 Multirotational Bearings 461-1 DescriptionDocumento3 pagineSection 461 Multirotational Bearings 461-1 Descriptionl_aguilar_mNessuna valutazione finora
- Drum Brake Back Plate and Shoe AssemblyDocumento37 pagineDrum Brake Back Plate and Shoe Assemblyl_aguilar_mNessuna valutazione finora
- VW GOL 2005 FUEL Listado de PartesDocumento14 pagineVW GOL 2005 FUEL Listado de Partesl_aguilar_mNessuna valutazione finora
- VW GOL 2005 BODY Listado de PartesDocumento256 pagineVW GOL 2005 BODY Listado de Partesl_aguilar_m100% (1)
- Dodge FL5013 PDFDocumento8 pagineDodge FL5013 PDFl_aguilar_mNessuna valutazione finora
- VW GOL 2005 ENGINE Listado de PartesDocumento80 pagineVW GOL 2005 ENGINE Listado de Partesl_aguilar_mNessuna valutazione finora
- VW Gol 2005 Rear Axle Listado de PartesDocumento6 pagineVW Gol 2005 Rear Axle Listado de Partesl_aguilar_mNessuna valutazione finora
- MPTA-B4c-2008R 2013: Mechanical Power Transmission Association 5672 Strand Court, Suite 2, Naples, FL 34110Documento3 pagineMPTA-B4c-2008R 2013: Mechanical Power Transmission Association 5672 Strand Court, Suite 2, Naples, FL 34110l_aguilar_mNessuna valutazione finora
- VW Gol 2005 Gearbox Listado de PartesDocumento16 pagineVW Gol 2005 Gearbox Listado de Partesl_aguilar_mNessuna valutazione finora
- MPTA B8i 2011Documento9 pagineMPTA B8i 2011l_aguilar_mNessuna valutazione finora
- MPTA B13i 2013Documento4 pagineMPTA B13i 2013l_aguilar_mNessuna valutazione finora
- MPTA B9i 2013 TL Bushing StandardDocumento8 pagineMPTA B9i 2013 TL Bushing Standardl_aguilar_mNessuna valutazione finora
- MPTA C1c 2014 1Documento10 pagineMPTA C1c 2014 1l_aguilar_mNessuna valutazione finora
- LEITI Head of Secretariat - Vacancy NoticeDocumento3 pagineLEITI Head of Secretariat - Vacancy NoticeLiberiaEITINessuna valutazione finora
- Common Video Terms - Video Production I - For Weebly WebsiteDocumento6 pagineCommon Video Terms - Video Production I - For Weebly Websiteapi-265991851Nessuna valutazione finora
- Pelco VCD 5202 ManualDocumento26 paginePelco VCD 5202 ManualScott FiresheetsNessuna valutazione finora
- Renovation and Construction GuidelinesDocumento8 pagineRenovation and Construction GuidelinesGillian GuiangNessuna valutazione finora
- IntelliTrac X Series Protocol - 305 StandardDocumento69 pagineIntelliTrac X Series Protocol - 305 StandardFlorin CazanaruNessuna valutazione finora
- Settingupnishowto: Nis Server ConfigDocumento4 pagineSettingupnishowto: Nis Server ConfigDaphlu DadaNessuna valutazione finora
- Two Step Cluster AnalysisDocumento10 pagineTwo Step Cluster AnalysisRex Rieta VillavelezNessuna valutazione finora
- Config Guide For Sap SourcingDocumento36 pagineConfig Guide For Sap SourcingJawad Ahmed Hasan50% (2)
- AS 3679.2-2010 Structural Steel-Welded I SectionsDocumento29 pagineAS 3679.2-2010 Structural Steel-Welded I SectionsGavin WellmanNessuna valutazione finora
- QMS-17-SF Inspection and Test Plan TemplateDocumento3 pagineQMS-17-SF Inspection and Test Plan TemplatearavinNessuna valutazione finora
- 85001-0239 - Control Relay ModulesDocumento6 pagine85001-0239 - Control Relay Modulesjed_poliNessuna valutazione finora
- As 1180.5-1999 Methods of Test For Hose Made From Elastomeric Materials Hydro Static PressureDocumento3 pagineAs 1180.5-1999 Methods of Test For Hose Made From Elastomeric Materials Hydro Static PressureSAI Global - APACNessuna valutazione finora
- Call 800-DIESELS (343-7357) : Natural Gas EngineDocumento10 pagineCall 800-DIESELS (343-7357) : Natural Gas EnginereycoeleNessuna valutazione finora
- Bombs For Airfcraft Pt.2Documento160 pagineBombs For Airfcraft Pt.2117kitchener100% (1)
- An Analysis of Transformer Failures, Part 1Documento4 pagineAn Analysis of Transformer Failures, Part 1Miguel CanoNessuna valutazione finora
- Bok Pyrometry Calibration and TestDocumento18 pagineBok Pyrometry Calibration and TestRangaNessuna valutazione finora
- C5 Galaxy Pilot GuideDocumento18 pagineC5 Galaxy Pilot Guidebbarry138Nessuna valutazione finora
- Cover: Block Power Tree Schematics IndexDocumento8 pagineCover: Block Power Tree Schematics IndexgonzaloNessuna valutazione finora
- Hotel Los Condes 3DDocumento24 pagineHotel Los Condes 3DGrace de los ReyesNessuna valutazione finora
- ProStar® Chassis Built June 14, 2010 and AfterDocumento319 pagineProStar® Chassis Built June 14, 2010 and AfterHilario Gayosso CruzNessuna valutazione finora
- Sony CDRW CRX2100U PDFDocumento2 pagineSony CDRW CRX2100U PDFGustavo BarnabeNessuna valutazione finora
- Radio Connection ParametersDocumento2 pagineRadio Connection ParametersManas Kumar MohapatraNessuna valutazione finora
- Basic Shapes in PHP GDDocumento7 pagineBasic Shapes in PHP GDAbdulMajidYousoffNessuna valutazione finora
- Service Manual: Advanced Air Conditioning SystemsDocumento42 pagineService Manual: Advanced Air Conditioning SystemsSuciu MariusNessuna valutazione finora
- Otis Elevator Emergency Phone ManualDocumento28 pagineOtis Elevator Emergency Phone ManualBB Players100% (2)
- Nokia Technologies & Alcatel-Lucent USA Vs Apple Inc Case 01440Documento85 pagineNokia Technologies & Alcatel-Lucent USA Vs Apple Inc Case 01440Jack PurcherNessuna valutazione finora
- Tata AceDocumento14 pagineTata AceAnant TutejaNessuna valutazione finora
- 02 DBXRH 8585c VTM - AspxDocumento2 pagine02 DBXRH 8585c VTM - AspxGiuseppeNapolitanoNessuna valutazione finora
- Passive Fire Protection Testing & CertificationDocumento9 paginePassive Fire Protection Testing & CertificationVikas Kumar Pathak100% (1)
- Cpccco2013 Assessment - Theory 2013Documento35 pagineCpccco2013 Assessment - Theory 2013adnanarif929Nessuna valutazione finora