Potrebbero piacerti anche
- Gratitud Prédica 31 DiciembreDocumento5 pagineGratitud Prédica 31 DiciembreJorge Leyva100% (1)
- Masas QuebradasDocumento5 pagineMasas QuebradasHenry RamosNessuna valutazione finora
- Aplicación Del Sistema de Appcc Al Proceso de Fabricación de CervezaDocumento31 pagineAplicación Del Sistema de Appcc Al Proceso de Fabricación de CervezafabimanelNessuna valutazione finora
- Historia de La Genética PDFDocumento7 pagineHistoria de La Genética PDFDanielNessuna valutazione finora
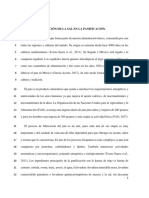
- Función de La Sal en La PanificaciónDocumento5 pagineFunción de La Sal en La PanificaciónDoris Núñez LimónNessuna valutazione finora
- PRESUPUESTO Riego AspersionDocumento10 paginePRESUPUESTO Riego Aspersioncarlosahq100% (2)
- Er Peligros Biologicos en LecheDocumento111 pagineEr Peligros Biologicos en LecheDanielaGuardiaNessuna valutazione finora
- Información Sobre El Suero de Leche en PolvoDocumento4 pagineInformación Sobre El Suero de Leche en PolvoLilian PamelaNessuna valutazione finora
- Historia Natural Del VihDocumento7 pagineHistoria Natural Del VihAndrés Arturo Ham DzibNessuna valutazione finora
- Las Diversas Aplicaciones de La CarboximetilcelulosaDocumento6 pagineLas Diversas Aplicaciones de La CarboximetilcelulosaRosi ParriNessuna valutazione finora
- Yogurt de SoyaDocumento225 pagineYogurt de SoyaMayra MarcallaNessuna valutazione finora
- Las Grasas Utilizadas en El Arte de La PanificaciónDocumento12 pagineLas Grasas Utilizadas en El Arte de La PanificaciónMafe MuñozNessuna valutazione finora
- LABORATORIO CerealesDocumento7 pagineLABORATORIO CerealesElba RamosNessuna valutazione finora
- Quimica de Soluciones Practica 8 PH EsiqieDocumento7 pagineQuimica de Soluciones Practica 8 PH EsiqieJosue Daniel Morales100% (1)
- NMX F 225 1987Documento3 pagineNMX F 225 1987Felipe Alonso100% (1)
- CREMA DE MANI Ó CACAHUATEDocumento2 pagineCREMA DE MANI Ó CACAHUATEFuentes Tao SabiduriaNessuna valutazione finora
- NMX F 007 1982Documento7 pagineNMX F 007 1982Samuel Vargas VargasNessuna valutazione finora
- Snack de Maiz AmarilloDocumento41 pagineSnack de Maiz AmarilloVictor Euceda100% (1)
- Practica de HojalatasDocumento8 paginePractica de HojalatasDávid Santos HuancasNessuna valutazione finora
- Presentacion Planta Procesadora de Maiz FinalDocumento13 paginePresentacion Planta Procesadora de Maiz FinalÆmanuel J SilvaNessuna valutazione finora
- GUIA Española Correcto Manejo EnvasesDocumento87 pagineGUIA Española Correcto Manejo EnvasesluzNessuna valutazione finora
- Como Hacer Almidón de MaízDocumento4 pagineComo Hacer Almidón de MaízAmilcar HerreraNessuna valutazione finora
- Arroz FortificadoDocumento42 pagineArroz FortificadoNinoska EspinozaNessuna valutazione finora
- Matriz Haccp AplicacionDocumento8 pagineMatriz Haccp AplicacionMelany yineth Bautista RodríguezNessuna valutazione finora
- Limpieza Envasadora de PolvosDocumento148 pagineLimpieza Envasadora de PolvosDANIBATANessuna valutazione finora
- Formación de Un Equipo HACCPDocumento16 pagineFormación de Un Equipo HACCPeberNessuna valutazione finora
- HACCP JAMONES Tesis 1Documento31 pagineHACCP JAMONES Tesis 1Cristopher PflückerNessuna valutazione finora
- Creacion de Una Empresa Productora y Comercializadora de Carne de Cuy 1 PDFDocumento361 pagineCreacion de Una Empresa Productora y Comercializadora de Carne de Cuy 1 PDFMarilady Varas100% (1)
- Etiquetado FDADocumento17 pagineEtiquetado FDASemiramis Ponce100% (2)
- NMX-F-110-1999 Manteca de Cerdo PDFDocumento19 pagineNMX-F-110-1999 Manteca de Cerdo PDFanahiNessuna valutazione finora
- Practicas de Aceites y GrasasDocumento21 paginePracticas de Aceites y GrasasjoseNessuna valutazione finora
- Agroindustria para La Elaboracion de Harina de AchiraDocumento112 pagineAgroindustria para La Elaboracion de Harina de AchiraDina Luz Rodriguez CampoNessuna valutazione finora
- Emulsiones CárnicasDocumento3 pagineEmulsiones CárnicasNacho AraujoNessuna valutazione finora
- Tes 974Documento403 pagineTes 974Fernanda Ally RobledoNessuna valutazione finora
- Validacion y Habilitación SanitariaDocumento17 pagineValidacion y Habilitación SanitariaKelly PintoNessuna valutazione finora
- Monografía Cacahuate - Junio-2011Documento7 pagineMonografía Cacahuate - Junio-2011Nely Velazquez RodriguezNessuna valutazione finora
- Codex HarinaDocumento7 pagineCodex Harinamelisa carmen moreno barrantesNessuna valutazione finora
- NMX F 154 Scfi 2005valor de PeroxidoDocumento9 pagineNMX F 154 Scfi 2005valor de PeroxidoMarcelo Endimato Diaz CNessuna valutazione finora
- Queso Holandes GOUDADocumento23 pagineQueso Holandes GOUDAHector AlbertoNessuna valutazione finora
- Determinación de Mohos y Levaduras en Ambientes de Producción Por El Método de La Placa VertidaDocumento23 pagineDeterminación de Mohos y Levaduras en Ambientes de Producción Por El Método de La Placa VertidaRodrigo SanchezNessuna valutazione finora
- Sorcion en CerealesDocumento5 pagineSorcion en CerealesEliNessuna valutazione finora
- HACCP Dulce de LecheDocumento4 pagineHACCP Dulce de LecheJuan Pablo AlbarracinNessuna valutazione finora
- Queso de AroDocumento38 pagineQueso de AroSamuel Pérez CarmonaNessuna valutazione finora
- Informe Del PanDocumento16 pagineInforme Del PanKevin AndreetyNessuna valutazione finora
- Codex Alimentarius y FDA (Investigacion)Documento10 pagineCodex Alimentarius y FDA (Investigacion)Luisa CastroNessuna valutazione finora
- Practica 5 YogurtDocumento20 paginePractica 5 YogurtCyntia C. FlorezNessuna valutazione finora
- CXS 154sDocumento3 pagineCXS 154sKarina OsorioNessuna valutazione finora
- Informe Vino Fermentado Grupo 1Documento25 pagineInforme Vino Fermentado Grupo 1Irene VelascoNessuna valutazione finora
- NB1.M.00.0008 PLAN HACCP LINEA CONSERVA-ver35Documento128 pagineNB1.M.00.0008 PLAN HACCP LINEA CONSERVA-ver35Luigui Gerson Ñaupari BerlangaNessuna valutazione finora
- Mermeladas y JaleasDocumento12 pagineMermeladas y JaleasPaola MontoyaNessuna valutazione finora
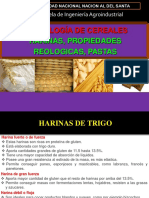
- Clase HarinasDocumento18 pagineClase Harinasalexander100% (1)
- Tecnologia de Quesos...Documento27 pagineTecnologia de Quesos...Dany Huerta AndradeNessuna valutazione finora
- Jamón de PescadoDocumento19 pagineJamón de PescadoCarla Faviola Ramos DamianiNessuna valutazione finora
- Procesos de Balanceado para MascotaDocumento16 pagineProcesos de Balanceado para MascotaKevin OrtizNessuna valutazione finora
- PRÁCTICA. Elaboración de Jamón.Documento6 paginePRÁCTICA. Elaboración de Jamón.Angie Benavides GuerreroNessuna valutazione finora
- Envasado Al VacioDocumento55 pagineEnvasado Al VacioJorge David Romero ChamacaNessuna valutazione finora
- Sal de CuraDocumento1 paginaSal de CuraCris GONessuna valutazione finora
- GUIA Frutas y VegetalesDocumento47 pagineGUIA Frutas y VegetalesSoledad Soto AllccaNessuna valutazione finora
- Historias de La Nixtamalizacion y La Quinua.Documento10 pagineHistorias de La Nixtamalizacion y La Quinua.MICHEL HERBELING MORA SALGADONessuna valutazione finora
- Chorizo de Cerdo Enriquecido Con Omega 3Documento10 pagineChorizo de Cerdo Enriquecido Con Omega 3Fabian Camilo BernalNessuna valutazione finora
- Composición Alimentos y Vida ÚtilDocumento34 pagineComposición Alimentos y Vida ÚtilMaría Alejandra Lozada AlvarezNessuna valutazione finora
- Carboximetil CelulosaDocumento31 pagineCarboximetil CelulosaAmanda Lidia Copa LimachiNessuna valutazione finora
- La Carboxi Metil CelulosaDocumento2 pagineLa Carboxi Metil CelulosaNestor Rodrigo Sanchez GainzaNessuna valutazione finora
- La Carboximetilcelulosa y Sus AplicacionesDocumento6 pagineLa Carboximetilcelulosa y Sus AplicacionesEliana RodriguezNessuna valutazione finora
- CMC SolubilidadDocumento3 pagineCMC SolubilidadTatiana ElizabethNessuna valutazione finora
- CMC Sintesis PDFDocumento14 pagineCMC Sintesis PDFErick FaundezNessuna valutazione finora
- 11.15.6.8 - TIPICO 9-Sistema de Cloración Por Goteo-ES-01Documento1 pagina11.15.6.8 - TIPICO 9-Sistema de Cloración Por Goteo-ES-01Erik Yelthsin Bautista Paquiyauri100% (1)
- Nilda PerezDocumento292 pagineNilda PerezMaria Estefany OhGenial100% (2)
- Nueva Inteligencia ArtificialDocumento1 paginaNueva Inteligencia Artificialjavier barreroNessuna valutazione finora
- Apunte ICM II - Anamnesis Dolor 2021Documento3 pagineApunte ICM II - Anamnesis Dolor 2021savkaNessuna valutazione finora
- HR83 BA e 11780514BDocumento116 pagineHR83 BA e 11780514BJosé Manuel MejíaNessuna valutazione finora
- El GenjibreDocumento17 pagineEl GenjibreZona InnovaJeNessuna valutazione finora
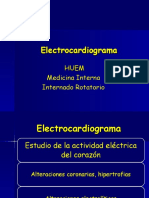
- EKG ClasesDocumento136 pagineEKG ClasesLaura Marcela Oñate PeraltaNessuna valutazione finora
- AINESDocumento56 pagineAINESAngela Valencia ChavezNessuna valutazione finora
- Los Hemoderivados y Los Cristianos Testigos de JehováDocumento55 pagineLos Hemoderivados y Los Cristianos Testigos de Jehovácarlos fimbres100% (1)
- Tarea 8 Nutricion y DietasDocumento4 pagineTarea 8 Nutricion y DietasElvis FloresNessuna valutazione finora
- Acatak - LabelDocumento1 paginaAcatak - LabelramonNessuna valutazione finora
- Arboles de DecisionDocumento54 pagineArboles de DecisionAnthony Alexander Alarcón MorenoNessuna valutazione finora
- Cubeta IndividualDocumento3 pagineCubeta IndividualLeo67% (3)
- Lección 7 El Descanso, Las Relaciones y La SaludDocumento1 paginaLección 7 El Descanso, Las Relaciones y La SaludPaola Vásquez AvilaNessuna valutazione finora
- Jimena - Carmen GalvezDocumento61 pagineJimena - Carmen GalvezInma ArgüellesNessuna valutazione finora
- T21 EXP 2 - 4 AÑOS PlanificacionDocumento18 pagineT21 EXP 2 - 4 AÑOS PlanificacionDomenica Rodas0% (1)
- Ecuador Volume 1 ToniDocumento2 pagineEcuador Volume 1 TonicardonabravojnNessuna valutazione finora
- Técnicas para La Exploración GeotermicaDocumento30 pagineTécnicas para La Exploración GeotermicaWilliam Antonio García De La CruzNessuna valutazione finora
- Cucarachas CÓMO ELIMINARLASDocumento17 pagineCucarachas CÓMO ELIMINARLASFernandez JuanNessuna valutazione finora
- Infografia de Pañales EcologicosDocumento2 pagineInfografia de Pañales EcologicosNAHOMI ZARAI RAMIREZ ALEGRENessuna valutazione finora
- Practica 6. Entalpia de Una Reaccion. Ley de HessDocumento11 paginePractica 6. Entalpia de Una Reaccion. Ley de Hessadrianstaxx2005Nessuna valutazione finora
- Recopilación de 433 Preguntas y Respuestas Por Temas de Exámenes AnterioresDocumento36 pagineRecopilación de 433 Preguntas y Respuestas Por Temas de Exámenes Anteriorespaco ruizNessuna valutazione finora
- Herramientas para La Simplificación Del TrabajoDocumento10 pagineHerramientas para La Simplificación Del TrabajoKarol De AguileraNessuna valutazione finora
- 1.23 Diseño y Selección de Herramientas de ManoDocumento4 pagine1.23 Diseño y Selección de Herramientas de ManoBrandon CortesNessuna valutazione finora