Potrebbero piacerti anche
- Weld Like a Pro: Beginning to Advanced TechniquesDa EverandWeld Like a Pro: Beginning to Advanced TechniquesValutazione: 4.5 su 5 stelle4.5/5 (6)
- Stellite Hardfacing AlloysDocumento28 pagineStellite Hardfacing Alloysromanosky11Nessuna valutazione finora
- Milan Sonka, J. Michael Fitzpatrick - Handbook of Medical Imaging, Volume 2. Medical Image Processing and Analysis-SPIE PDFDocumento1.284 pagineMilan Sonka, J. Michael Fitzpatrick - Handbook of Medical Imaging, Volume 2. Medical Image Processing and Analysis-SPIE PDFThương LêNessuna valutazione finora
- Esab Welding AutomationDocumento40 pagineEsab Welding AutomationRoryLudwigNessuna valutazione finora
- D8 9M-2012PVDocumento16 pagineD8 9M-2012PVvishesh dharaiya0% (4)
- Standard Specification For Sawh Line PipeDocumento35 pagineStandard Specification For Sawh Line PipeNima SharifiNessuna valutazione finora
- Safety Aspects of CNG and LNG SystemsDocumento19 pagineSafety Aspects of CNG and LNG SystemsAfzal AktharNessuna valutazione finora
- Science and Technology of Welding GuideDocumento74 pagineScience and Technology of Welding GuideShrikant MojeNessuna valutazione finora
- Maintain Safe Operations of Aging LNG FacilitiesDocumento40 pagineMaintain Safe Operations of Aging LNG FacilitiesAbu Faiz100% (1)
- The Fundamentals of Orbital Welding: Material Weldability, Joint Design, Procedures..Documento4 pagineThe Fundamentals of Orbital Welding: Material Weldability, Joint Design, Procedures..OnderNessuna valutazione finora
- EAD-230008-00-0106 (2016) Double Twisted Steel Wire Mesh Reinforced or Not With Ropes PDFDocumento23 pagineEAD-230008-00-0106 (2016) Double Twisted Steel Wire Mesh Reinforced or Not With Ropes PDFRoshanRSVNessuna valutazione finora
- TubeDocumento126 pagineTubeONESTAR111100% (1)
- Overhead Line SolutionsDocumento8 pagineOverhead Line SolutionsDomingo O Chavez PeñaNessuna valutazione finora
- ABB BusductDocumento22 pagineABB BusductDavid Félix Ruiz BlancoNessuna valutazione finora
- ABB-ESAB Robot Integration ManualDocumento34 pagineABB-ESAB Robot Integration ManualThương LêNessuna valutazione finora
- 880 Series Inverted Bucket Steam TrapsDocumento2 pagine880 Series Inverted Bucket Steam TrapsCherbee FerrerNessuna valutazione finora
- Astm B-695-1Documento6 pagineAstm B-695-1anhthoNessuna valutazione finora
- Equipment Specification BRIDGEMASTER 2017 02Documento12 pagineEquipment Specification BRIDGEMASTER 2017 02suronocaturatmojoNessuna valutazione finora
- Busbar Trunking SystemDocumento21 pagineBusbar Trunking SystemJordan Ansh50% (2)
- PA-S45 W, PA-S70 W: Plasma Cutting From 3 To 70 MMDocumento4 paginePA-S45 W, PA-S70 W: Plasma Cutting From 3 To 70 MMSlamet RiantoNessuna valutazione finora
- Portable MIG-Welders WorkhorseDocumento2 paginePortable MIG-Welders WorkhorseCristea IonelNessuna valutazione finora
- E Beam WeldingDocumento2 pagineE Beam WeldingDhilip DanielNessuna valutazione finora
- Catalog Appleton WSR Interlocked Receptacle Cover en Us 178392Documento3 pagineCatalog Appleton WSR Interlocked Receptacle Cover en Us 178392Eecol phone ParedesNessuna valutazione finora
- Vantage® 500-I (Disel Engine+ElectricDocumento3 pagineVantage® 500-I (Disel Engine+ElectricKumar RNessuna valutazione finora
- Lincoln ServiceDocumento8 pagineLincoln ServicevargheseNessuna valutazione finora
- Spring Operated Cable Reels: Macht Strom MobilDocumento40 pagineSpring Operated Cable Reels: Macht Strom MobilGrumetcomNessuna valutazione finora
- Cross Limit Switch Lambda / AlphaDocumento8 pagineCross Limit Switch Lambda / AlphaKhaled RabeaNessuna valutazione finora
- Welding and Cutting Equipment Catalogue 2009Documento52 pagineWelding and Cutting Equipment Catalogue 2009Kavin PrakashNessuna valutazione finora
- ESAB Shadow2 PDSDocumento2 pagineESAB Shadow2 PDSEduardo Luis LicetNessuna valutazione finora
- Matrix 4000 AcdcDocumento42 pagineMatrix 4000 Acdcsonnguyen2041996Nessuna valutazione finora
- Friction Stir Welding Potential for Marine ApplicationsDocumento19 pagineFriction Stir Welding Potential for Marine ApplicationsDanangAjiNessuna valutazione finora
- Wonder CorporateProfile 2207Documento24 pagineWonder CorporateProfile 2207Johan KaufmannNessuna valutazione finora
- Customized Bearings and Racks - Product Catalog ENDocumento8 pagineCustomized Bearings and Racks - Product Catalog ENDidi MoacaNessuna valutazione finora
- Caddy Mig C200i: Portable MIG/MAG Welding Unit With Built-In Wire Feeder For Ø200 MM SpoolsDocumento2 pagineCaddy Mig C200i: Portable MIG/MAG Welding Unit With Built-In Wire Feeder For Ø200 MM SpoolsMRC WeldingNessuna valutazione finora
- Caddy Mig C200i: Portable MIG/MAG Welding Unit With Built-In Wire Feeder For Ø200 MM SpoolsDocumento2 pagineCaddy Mig C200i: Portable MIG/MAG Welding Unit With Built-In Wire Feeder For Ø200 MM SpoolsDjordjeNessuna valutazione finora
- Busway AbbDocumento32 pagineBusway Abbhải lê xuânNessuna valutazione finora
- Automated System For Arcing of Sugar Mill Crusher RollsDocumento3 pagineAutomated System For Arcing of Sugar Mill Crusher RollsIfzal MirNessuna valutazione finora
- MEP Mesh Welding Plants from Coil to Panel ProductionDocumento9 pagineMEP Mesh Welding Plants from Coil to Panel ProductionLuiz HenriqueNessuna valutazione finora
- Strip - Cladding - System - 2P R0 2018 11 19Documento2 pagineStrip - Cladding - System - 2P R0 2018 11 19gikkederkiNessuna valutazione finora
- Oripac-5300 SS316 Orifice Plate Flow MeteringDocumento8 pagineOripac-5300 SS316 Orifice Plate Flow MeteringkicsnerNessuna valutazione finora
- Echipamente de Sudare EWMDocumento148 pagineEchipamente de Sudare EWMRogo CatalinNessuna valutazione finora
- BRSOLAR22GB 09 2022 Web EinzelseitenDocumento24 pagineBRSOLAR22GB 09 2022 Web EinzelseitenMFMFNessuna valutazione finora
- Cat 09a en Spring Operated Cable ReelsDocumento40 pagineCat 09a en Spring Operated Cable ReelssonNessuna valutazione finora
- Invision Mpa Plus System: With Alumination TechnologyDocumento12 pagineInvision Mpa Plus System: With Alumination Technologylosmoscasbr-1Nessuna valutazione finora
- PipeWorx Welding SystemDocumento8 paginePipeWorx Welding SystemRon Woo Chee ZhengNessuna valutazione finora
- 550220271-Terminal Block Sakdu 4n X 26Documento14 pagine550220271-Terminal Block Sakdu 4n X 26Ismuliono IisNessuna valutazione finora
- Customized Bearings and Racks - Product Catalog ENDocumento8 pagineCustomized Bearings and Racks - Product Catalog ENbekirrrrNessuna valutazione finora
- MODEL 227 Microprocessor-Controlled Power Supply: The Widest Range of Orbital Welding Equipment in The WorldDocumento4 pagineMODEL 227 Microprocessor-Controlled Power Supply: The Widest Range of Orbital Welding Equipment in The WorldMin NaingNessuna valutazione finora
- Ficha Tecnica Dynasty 300Documento8 pagineFicha Tecnica Dynasty 300CarolinaNessuna valutazione finora
- Walltrac Wall Mounted CaB Welding StationDocumento2 pagineWalltrac Wall Mounted CaB Welding StationmahotkatNessuna valutazione finora
- Construction Solutions: Maximize Productivity. Optimize Weld Quality. Improve Your Bottom LineDocumento12 pagineConstruction Solutions: Maximize Productivity. Optimize Weld Quality. Improve Your Bottom LineAlberto LobonesNessuna valutazione finora
- Summer Training Report On Diesel Locomotive Works VaranasiDocumento52 pagineSummer Training Report On Diesel Locomotive Works VaranasiGaurav PandeyNessuna valutazione finora
- Celdas para Media Tension AMSDocumento61 pagineCeldas para Media Tension AMSKevin Carmona ToralNessuna valutazione finora
- Frontier 400X PIPE: Diesel Engine Driven Welder/GeneratorDocumento2 pagineFrontier 400X PIPE: Diesel Engine Driven Welder/GeneratorGonzalo CarboneNessuna valutazione finora
- BRWIND22GB Web EinzelseitenDocumento24 pagineBRWIND22GB Web EinzelseitenMFMFNessuna valutazione finora
- Ln-9 Ln-9 Gma Spec SheetDocumento8 pagineLn-9 Ln-9 Gma Spec SheetNestor CardenasNessuna valutazione finora
- Welding Techniques - General InformationDocumento4 pagineWelding Techniques - General InformationPooja ManiNessuna valutazione finora
- Nycta Project R-50529: Prepared ForDocumento46 pagineNycta Project R-50529: Prepared ForGlenn NewmarkNessuna valutazione finora
- Ln25pro PDFDocumento8 pagineLn25pro PDFNapoleón Ortíz CárdenasNessuna valutazione finora
- 1SXU657176C0201Documento108 pagine1SXU657176C0201baurzhan.kunkuzhayevNessuna valutazione finora
- Ewm - Titan - XQ - en - Brochure - 053 - 000020 - 00001 (1) - 6Documento1 paginaEwm - Titan - XQ - en - Brochure - 053 - 000020 - 00001 (1) - 6aadmaadmNessuna valutazione finora
- W - Section 1 - Mma Welding - Saf Fro General Catalogue68475045296859596 PDFDocumento8 pagineW - Section 1 - Mma Welding - Saf Fro General Catalogue68475045296859596 PDFputriNessuna valutazione finora
- Welding AutomationDocumento14 pagineWelding AutomationPrakash RajNessuna valutazione finora
- Oleo Buffer Stop Fixed HydraulicDocumento2 pagineOleo Buffer Stop Fixed HydraulicShahryarNessuna valutazione finora
- Arc Welding Process: Presented By, Radhakrishnan P Assistant Professor Toc H Institute of Science & Technology, CochinDocumento4 pagineArc Welding Process: Presented By, Radhakrishnan P Assistant Professor Toc H Institute of Science & Technology, CochinRADHAKRISHNAN PNessuna valutazione finora
- Equipcat EngDocumento144 pagineEquipcat Engbatka2Nessuna valutazione finora
- Module 4 - Welded Connections PDFDocumento28 pagineModule 4 - Welded Connections PDFqazwsxedcrfvtgb plmoknijbNessuna valutazione finora
- Right to Left Rod Breakdown MachineDocumento2 pagineRight to Left Rod Breakdown MachineMuhammad Nur CahyadiNessuna valutazione finora
- Winch Machine Power Operated PDFDocumento2 pagineWinch Machine Power Operated PDFSujoy BanikNessuna valutazione finora
- J5.40 DC-600 804Documento2 pagineJ5.40 DC-600 804Heru ZaenalNessuna valutazione finora
- DC273 Maxstar 161 S EnglishDocumento2 pagineDC273 Maxstar 161 S EnglishThương LêNessuna valutazione finora
- Power i-MIG 200 Quick Adjustment Guide : Steel Steel SteelDocumento1 paginaPower i-MIG 200 Quick Adjustment Guide : Steel Steel SteelThương LêNessuna valutazione finora
- DC245 Maxstar 400 and 800 EnglishDocumento8 pagineDC245 Maxstar 400 and 800 EnglishThương LêNessuna valutazione finora
- WeldingDocumento18 pagineWeldingThương LêNessuna valutazione finora
- RPT 01Documento27 pagineRPT 01feketegaNessuna valutazione finora
- VanStadenJA PDFDocumento183 pagineVanStadenJA PDFThương LêNessuna valutazione finora
- Tig Om 2 PDFDocumento88 pagineTig Om 2 PDFLê Trương Huỳnh100% (1)
- Development of Transportable Gamma-Ray Tomographic SystemDocumento6 pagineDevelopment of Transportable Gamma-Ray Tomographic SystemThương LêNessuna valutazione finora
- How It Works - Amazing Physics 1st Edition PDFDocumento37 pagineHow It Works - Amazing Physics 1st Edition PDFThương LêNessuna valutazione finora
- Dan HauerDocumento7 pagineDan HauerThương LêNessuna valutazione finora
- How It Works - Amazing Physics 1st EditionDocumento7 pagineHow It Works - Amazing Physics 1st EditionThương LêNessuna valutazione finora
- TOEIC Based Exercises Part1 Answer KeysDocumento610 pagineTOEIC Based Exercises Part1 Answer KeysThương Lê50% (2)
- Shielded Metal Arc WeldingDocumento18 pagineShielded Metal Arc WeldingThương LêNessuna valutazione finora
- CRM Brochure 03102017Documento6 pagineCRM Brochure 03102017abhiNessuna valutazione finora
- 59T-3 Triplex Plunger Pump: SpecificationsDocumento2 pagine59T-3 Triplex Plunger Pump: SpecificationsLen KerekanichNessuna valutazione finora
- STEEL CONNECTION DESIGNDocumento26 pagineSTEEL CONNECTION DESIGNJeiel ValenciaNessuna valutazione finora
- TVS 800 Series Cast Iron Trap Valve Station: Reduced CostsDocumento4 pagineTVS 800 Series Cast Iron Trap Valve Station: Reduced CostsGustavo Garces GuerreroNessuna valutazione finora
- Gearless TransmissionDocumento37 pagineGearless TransmissionTanvi KhuranaNessuna valutazione finora
- Loctite 243Documento4 pagineLoctite 243ablemathew173974Nessuna valutazione finora
- Is 1786 2008Documento22 pagineIs 1786 2008Jeevan Kumar ShettyNessuna valutazione finora
- Abs Approve Steel MillDocumento105 pagineAbs Approve Steel MillfaralizahtNessuna valutazione finora
- Manual ELECTRODOS LINCOLNDocumento48 pagineManual ELECTRODOS LINCOLNLeyniz York Arias LlanosNessuna valutazione finora
- What Is BS en 10204, and The Differences Between EN10204-3Documento7 pagineWhat Is BS en 10204, and The Differences Between EN10204-3Arpan GhoshNessuna valutazione finora
- LF2 LCB LCC Carbon Steel Valve Material Low Temperature - Global Supply LineDocumento3 pagineLF2 LCB LCC Carbon Steel Valve Material Low Temperature - Global Supply LineheviNessuna valutazione finora
- DNV Ru Ship Pt4ch5Documento90 pagineDNV Ru Ship Pt4ch5Ken VikstromNessuna valutazione finora
- Reinforced Cement ConcreteDocumento12 pagineReinforced Cement ConcreteAstha GoyalNessuna valutazione finora
- Featuring:: Hot Dip Galvanizers Association Southern AfricaDocumento32 pagineFeaturing:: Hot Dip Galvanizers Association Southern AfricaDiego Fernado AvendañoNessuna valutazione finora
- Review Jurnal Praktikum Material WakidDocumento2 pagineReview Jurnal Praktikum Material WakidBERKAH JAYANessuna valutazione finora
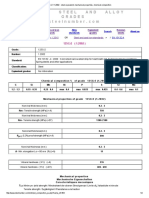
- European Steel and Alloy GradesDocumento2 pagineEuropean Steel and Alloy Gradesfarshid KarpasandNessuna valutazione finora
- DetailsDocumento1 paginaDetailsMark Christian P BelilaNessuna valutazione finora
- Specification For Requirements Common To All FabricationsDocumento37 pagineSpecification For Requirements Common To All FabricationsPaul BainesNessuna valutazione finora
- Earthing Accessories: Delta Sama Jaya Sdn. Bhd. (DSSB) Tel: +603 - 92824007, 92813778 Fax: +603 - 92870705Documento16 pagineEarthing Accessories: Delta Sama Jaya Sdn. Bhd. (DSSB) Tel: +603 - 92824007, 92813778 Fax: +603 - 92870705Nur AasiyahNessuna valutazione finora
- Series 4300Documento8 pagineSeries 4300Erin BradyNessuna valutazione finora
- Bill of Materials for Gate ValveDocumento6 pagineBill of Materials for Gate Valveflasher_for_nokiaNessuna valutazione finora