Potrebbero piacerti anche
- ASTM D 4417-14 Medicion de Rugosidad PDFDocumento4 pagineASTM D 4417-14 Medicion de Rugosidad PDF1zorro1Nessuna valutazione finora
- AA0850126 Rev 02Documento10 pagineAA0850126 Rev 02Manish KumarNessuna valutazione finora
- Biology 10Documento141 pagineBiology 10mattran100% (3)
- Mobile Offshore Drilling Units 2008: Rules For Building and ClassingDocumento14 pagineMobile Offshore Drilling Units 2008: Rules For Building and ClassingmfazioliNessuna valutazione finora
- Vecom - Japanese BlackDocumento2 pagineVecom - Japanese Blackdiaccessltd_17172961Nessuna valutazione finora
- A133 3211 1062 MR 0Documento49 pagineA133 3211 1062 MR 0Kalai SelvanNessuna valutazione finora
- Astm D4228 05R17Documento3 pagineAstm D4228 05R17Johana Rivadeneira100% (1)
- En 10028 2 P265GH - Boiler Plate Steel - ProductsDocumento2 pagineEn 10028 2 P265GH - Boiler Plate Steel - ProductsShankey JAlanNessuna valutazione finora
- Nace RP 0286-2002Documento19 pagineNace RP 0286-2002ivanNessuna valutazione finora
- Ut ProcedureDocumento7 pagineUt Procedurearavindan100% (1)
- Luxathane 5000 Polyurethane High Gloss Finish: Technical DataDocumento3 pagineLuxathane 5000 Polyurethane High Gloss Finish: Technical DataPV AnandNessuna valutazione finora
- Pages Welding High Strength Bolts: Anchor Bolt and Construction Fastener ManufacturerDocumento4 paginePages Welding High Strength Bolts: Anchor Bolt and Construction Fastener ManufacturermauricioveracorreaNessuna valutazione finora
- Nace Withdrawn Standards PDFDocumento2 pagineNace Withdrawn Standards PDFyusbelis0% (1)
- Iso 11949 - 1995Documento7 pagineIso 11949 - 1995screwroiNessuna valutazione finora
- QW-403.2 InterpretationDocumento1 paginaQW-403.2 Interpretationlaz_kNessuna valutazione finora
- ASTM D4541 and ISO 4624: ?/sup InstrumentsDocumento2 pagineASTM D4541 and ISO 4624: ?/sup InstrumentsTeguh SilaNessuna valutazione finora
- FLSmidth Cross-Bar Cooler BrochureDocumento8 pagineFLSmidth Cross-Bar Cooler Brochurenagendra51Nessuna valutazione finora
- WPS Ernicu 7 R1 3 6 PDFDocumento4 pagineWPS Ernicu 7 R1 3 6 PDFandresNessuna valutazione finora
- Letter For Testing of PQRDocumento1 paginaLetter For Testing of PQRPA PROJECTS PVT LTDNessuna valutazione finora
- SSPC Guide 16 PDFDocumento15 pagineSSPC Guide 16 PDFkishorekumar.animu100% (1)
- Bituminous Prime Coat PDFDocumento3 pagineBituminous Prime Coat PDFMuhammad ArifNessuna valutazione finora
- GMAWDocumento12 pagineGMAWsushant47Nessuna valutazione finora
- Astm A 335Documento8 pagineAstm A 335Ruben Dario Espinoza Vasquez100% (1)
- Painting Report - C1742 & 43 PDFDocumento1 paginaPainting Report - C1742 & 43 PDFRyan Flores100% (1)
- Specification For Coating SteelDocumento28 pagineSpecification For Coating SteelSaud PathiranaNessuna valutazione finora
- Birla Copper WPS For Tube To Tubesheet Welding MOC - CSDocumento2 pagineBirla Copper WPS For Tube To Tubesheet Welding MOC - CSJitu Padhiyar PadhiyarNessuna valutazione finora
- Spec For Cal Bock 1 Ultrasonics BSEN 12223 PDFDocumento15 pagineSpec For Cal Bock 1 Ultrasonics BSEN 12223 PDFbr1ggsyNessuna valutazione finora
- DVS 2207-3Documento12 pagineDVS 2207-3gura9054Nessuna valutazione finora
- Nut Astm A563M 10S Bolt/Screw Astm A325M-1: Proof ST Proof LDocumento1 paginaNut Astm A563M 10S Bolt/Screw Astm A325M-1: Proof ST Proof LDebulus PR0% (1)
- Acoustic Emission Testing of Pressure Vessel - ASME Section V, ASNT - 24 Feb 2011Documento84 pagineAcoustic Emission Testing of Pressure Vessel - ASME Section V, ASNT - 24 Feb 2011concord1103Nessuna valutazione finora
- Deep Anode SystemsDocumento26 pagineDeep Anode Systemsaliyildizx17730Nessuna valutazione finora
- ISO Index Welding Standards - 1Documento1 paginaISO Index Welding Standards - 1Waqas WaqasNessuna valutazione finora
- Iso 1920 4 2005 en PDFDocumento11 pagineIso 1920 4 2005 en PDFOswaldoNessuna valutazione finora
- The Heat Affected ZoneDocumento24 pagineThe Heat Affected ZoneRatan PanditNessuna valutazione finora
- Steel Shot Grit SizingDocumento2 pagineSteel Shot Grit SizingSUBODHNessuna valutazione finora
- ASME2019 KeyChangesSectionIDocumento8 pagineASME2019 KeyChangesSectionIمحمد نعمان بٹNessuna valutazione finora
- Weld History Sheet-4Documento4 pagineWeld History Sheet-4MITHUNNessuna valutazione finora
- Bohler CatalogDocumento308 pagineBohler CatalogPerumal GovindanNessuna valutazione finora
- Welding of Ferritic Cryogenic SteelsDocumento2 pagineWelding of Ferritic Cryogenic SteelsMuhammed SulfeekNessuna valutazione finora
- WPS Format For Asme Ix - Wps - Gtaw Fcaw GmawDocumento1 paginaWPS Format For Asme Ix - Wps - Gtaw Fcaw GmawThe Welding Inspections CommunityNessuna valutazione finora
- API 2H50 Data Sheet 2012 04 02Documento2 pagineAPI 2H50 Data Sheet 2012 04 02alvaedison00Nessuna valutazione finora
- Examination and Evaluation of Pitting Corrosion: Standard Guide ForDocumento8 pagineExamination and Evaluation of Pitting Corrosion: Standard Guide Foralucard375Nessuna valutazione finora
- SSPC QP 3Documento6 pagineSSPC QP 3anoopkumarNessuna valutazione finora
- Vectorbloc Scalability and Concept Building Feb 2015 - Lo-ResDocumento36 pagineVectorbloc Scalability and Concept Building Feb 2015 - Lo-ResblukututNessuna valutazione finora
- A 1092 - 15Documento3 pagineA 1092 - 15Pavan KumarNessuna valutazione finora
- MTC Er70s 2Documento1 paginaMTC Er70s 2Mirza BaigNessuna valutazione finora
- NTSB Pipeline Accident ReportDocumento101 pagineNTSB Pipeline Accident ReportkoushkiNessuna valutazione finora
- Nema Li 1Documento4 pagineNema Li 1usamafalakNessuna valutazione finora
- Abrasive Specification No. 2Documento4 pagineAbrasive Specification No. 2Dang Thanh TuanNessuna valutazione finora
- 20000.VAR - pai.FUN Approved Paint Systems Up To 30.04.03 (English)Documento6 pagine20000.VAR - pai.FUN Approved Paint Systems Up To 30.04.03 (English)Alberico MuratoriNessuna valutazione finora
- Aluminum Weld Procedure Qualification Record: (AWS D1.2-2008)Documento1 paginaAluminum Weld Procedure Qualification Record: (AWS D1.2-2008)Amin ThabetNessuna valutazione finora
- Epilux 200 Polyamide Cured Coaltar EpoxyDocumento3 pagineEpilux 200 Polyamide Cured Coaltar EpoxyIqra AngelsNessuna valutazione finora
- Method Statement For In-Situ Metallography Test: DCSM Project 2019Documento5 pagineMethod Statement For In-Situ Metallography Test: DCSM Project 2019Thinh NguyenNessuna valutazione finora
- Age-Hardening Alloy Steel Forgings For Pressure Vessel ComponentsDocumento4 pagineAge-Hardening Alloy Steel Forgings For Pressure Vessel ComponentsGustavo SuarezNessuna valutazione finora
- ASTM B 337 Seamless & Welded Titanium & Titanium Alloy Pipe - 1995Documento4 pagineASTM B 337 Seamless & Welded Titanium & Titanium Alloy Pipe - 1995ecsuperalNessuna valutazione finora
- 002 Bolt Tightening Structural PDFDocumento22 pagine002 Bolt Tightening Structural PDFarunNessuna valutazione finora
- GGG-SPC-PIP-0013 - Rev 02Documento25 pagineGGG-SPC-PIP-0013 - Rev 02oleg safaniukNessuna valutazione finora
- SPC-0804.02-20.04 Rev D2 General Welding and NDE Requirements For Pressure VesselDocumento15 pagineSPC-0804.02-20.04 Rev D2 General Welding and NDE Requirements For Pressure VesselPadmanabhan VenkateshNessuna valutazione finora
- Piping Design CriteriaDocumento15 paginePiping Design CriteriaSubash Chandrabose0% (1)
- FS 2004D Rev.08Documento26 pagineFS 2004D Rev.08Shakeel AhmedNessuna valutazione finora
- Purchasing Specificatin For PipesDocumento13 paginePurchasing Specificatin For PipesarturovcamposNessuna valutazione finora
- Piping Material ListDocumento1 paginaPiping Material ListidilfitriNessuna valutazione finora
- Heat Balance Simulation: 2 X TCG 2016V16CDocumento3 pagineHeat Balance Simulation: 2 X TCG 2016V16CidilfitriNessuna valutazione finora
- Pipeline Summary Table Beijing E Solvent Technologies Corp.: Liquid Separation Tank V004 Liquid Drainage Section To P1014Documento1 paginaPipeline Summary Table Beijing E Solvent Technologies Corp.: Liquid Separation Tank V004 Liquid Drainage Section To P1014idilfitriNessuna valutazione finora
- Indonesia Water Test ResultDocumento3 pagineIndonesia Water Test ResultidilfitriNessuna valutazione finora
- Nozzle RepadDocumento1 paginaNozzle RepadidilfitriNessuna valutazione finora
- Mechanical Scope of WorksDocumento4 pagineMechanical Scope of WorksidilfitriNessuna valutazione finora
- Mds HPH 1 - Skoda PowerDocumento3 pagineMds HPH 1 - Skoda PoweridilfitriNessuna valutazione finora
- Summary Sheet of Unit Process: Luoyang Petrochemical Engineering Design, Co.,LtdDocumento2 pagineSummary Sheet of Unit Process: Luoyang Petrochemical Engineering Design, Co.,LtdidilfitriNessuna valutazione finora
- Indonesia Environmental Air Quality National Standard - EngDocumento3 pagineIndonesia Environmental Air Quality National Standard - EngidilfitriNessuna valutazione finora
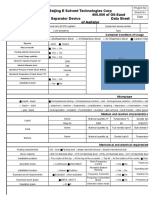
- Beijing E Solvent Technologies Corp 400.000 of Oil-Sand Separator Device Data Sheet of AgitatorDocumento4 pagineBeijing E Solvent Technologies Corp 400.000 of Oil-Sand Separator Device Data Sheet of AgitatoridilfitriNessuna valutazione finora
- Summary Sheet of Unit Process: Luoyang Petrochemical Engineering Design, Co.,LtdDocumento5 pagineSummary Sheet of Unit Process: Luoyang Petrochemical Engineering Design, Co.,LtdidilfitriNessuna valutazione finora
- Skid Frame Calculation Sheet: LPG MeteringDocumento11 pagineSkid Frame Calculation Sheet: LPG MeteringidilfitriNessuna valutazione finora
- DWG f158xx LPG MTR 001 RaDocumento1 paginaDWG f158xx LPG MTR 001 RaidilfitriNessuna valutazione finora
- E1 Process Equipment Summary Table (Reactor, Tower, Heat Exchanger, Etc.)Documento5 pagineE1 Process Equipment Summary Table (Reactor, Tower, Heat Exchanger, Etc.)idilfitriNessuna valutazione finora
- M-20104 - Rev.1 (Cone Type Screw Mixer) - EnglishDocumento2 pagineM-20104 - Rev.1 (Cone Type Screw Mixer) - EnglishidilfitriNessuna valutazione finora
- MX-20109AB - Rev.1 (Stirrer - Sol-Y Tank A) - EnglishDocumento4 pagineMX-20109AB - Rev.1 (Stirrer - Sol-Y Tank A) - EnglishidilfitriNessuna valutazione finora
- MX-20105ABC - Rev.1 (Stirrer - Agi Mix Tank D) - EnglishDocumento4 pagineMX-20105ABC - Rev.1 (Stirrer - Agi Mix Tank D) - EnglishidilfitriNessuna valutazione finora
- W-20101 Rev.1 (Belt Weigher) EnglishDocumento2 pagineW-20101 Rev.1 (Belt Weigher) EnglishidilfitriNessuna valutazione finora
- M-20103 - Rev.1 (Dry Mortar Mixer) - EnglishDocumento2 pagineM-20103 - Rev.1 (Dry Mortar Mixer) - EnglishidilfitriNessuna valutazione finora
- M-20103 - Rev.1 (Dry Mortar Mixer) - EnglishDocumento2 pagineM-20103 - Rev.1 (Dry Mortar Mixer) - EnglishidilfitriNessuna valutazione finora
- 3 Date 2 1 0 R e V I S I o N Checked by Checked by Approve DbyDocumento2 pagine3 Date 2 1 0 R e V I S I o N Checked by Checked by Approve DbyidilfitriNessuna valutazione finora
- Expansion Vessels enDocumento32 pagineExpansion Vessels enahmed100% (1)
- Sahara Air Products - Sahara-Pak Model HC Theory of Operation and SpecificationsDocumento2 pagineSahara Air Products - Sahara-Pak Model HC Theory of Operation and SpecificationsAdriano CostaNessuna valutazione finora
- Magnaclave Manual 0Documento28 pagineMagnaclave Manual 0Remigio Rodríguez A.Nessuna valutazione finora
- List of Steel Products Made in The UK PDFDocumento120 pagineList of Steel Products Made in The UK PDFAntonio MarrufoNessuna valutazione finora
- Dose The Right Amount of ChemicalsDocumento3 pagineDose The Right Amount of ChemicalsrajachemNessuna valutazione finora
- DNV-RP-O501 Erosive Wear in Piping SystemsDocumento43 pagineDNV-RP-O501 Erosive Wear in Piping SystemsTroyNessuna valutazione finora
- Theory of Stick-Slip Effect in Friction: KeywordsDocumento8 pagineTheory of Stick-Slip Effect in Friction: KeywordsAndré Victor CastilhoNessuna valutazione finora
- SpECcell Fibre TDSDocumento2 pagineSpECcell Fibre TDSNgọc Đức ĐoànNessuna valutazione finora
- Certify Sulfur and Monitor Critical Elements at Sub-Ppm LevelsDocumento6 pagineCertify Sulfur and Monitor Critical Elements at Sub-Ppm LevelsMiguelNessuna valutazione finora
- Cellular Respiration Review WorksheetkeyDocumento6 pagineCellular Respiration Review WorksheetkeyLiezel Cagais SanchezNessuna valutazione finora
- A Scheme For The Colorimetric Determination of Microgram Amounts of ThiolsDocumento3 pagineA Scheme For The Colorimetric Determination of Microgram Amounts of ThiolsAlexandru SavaNessuna valutazione finora
- Interactive Textbook 1 PDF 4 1Documento8 pagineInteractive Textbook 1 PDF 4 1api-240094705100% (2)
- ThubanGL5 85W140 齿轮油Documento8 pagineThubanGL5 85W140 齿轮油khurramNessuna valutazione finora
- LIT1307 Test StandsDocumento4 pagineLIT1307 Test StandsFabio Peres de LimaNessuna valutazione finora
- Explosives PDFDocumento9 pagineExplosives PDFuttamksrNessuna valutazione finora
- Energy Notes 1Documento4 pagineEnergy Notes 1api-491081853Nessuna valutazione finora
- HR 12390 WDocumento2 pagineHR 12390 Wapi-170472102Nessuna valutazione finora
- Module 02 PHYSICAL SCIENCEDocumento2 pagineModule 02 PHYSICAL SCIENCEJM Robles RemoladoNessuna valutazione finora
- Which Instrument Is Used To Tell DirectionDocumento12 pagineWhich Instrument Is Used To Tell DirectionLousy MoNessuna valutazione finora
- School of Maritime Studies Vels University Thalambur: Soda Acid Extinguisher AimDocumento2 pagineSchool of Maritime Studies Vels University Thalambur: Soda Acid Extinguisher AimAayush AgrawalNessuna valutazione finora
- Colloid Chemistry and Phase Rule 4022146-1: (Essentials of Physical Chemistry - Arun Bahl & B.S. Bahl) Chapter 19 and 22Documento51 pagineColloid Chemistry and Phase Rule 4022146-1: (Essentials of Physical Chemistry - Arun Bahl & B.S. Bahl) Chapter 19 and 22Razan khalidNessuna valutazione finora
- VAG Control ValvesDocumento12 pagineVAG Control ValvesVignesh NadimuthuNessuna valutazione finora
- Compression Lab ReportDocumento8 pagineCompression Lab ReportfatinzalilaNessuna valutazione finora
- Drizo IranDocumento12 pagineDrizo IranDiego1980bNessuna valutazione finora
- PSC Bridge FailuresDocumento46 paginePSC Bridge Failuresafifa kausar100% (1)
- JPSP0123 Source FileDocumento23 pagineJPSP0123 Source FileYusuf AndrianaNessuna valutazione finora
- Product CatalogueDocumento16 pagineProduct CatalogueAsgerNessuna valutazione finora
- Hysys CourseDocumento5 pagineHysys CourseWael HannonNessuna valutazione finora
- Inorganic Chemistry Book2Documento272 pagineInorganic Chemistry Book2bhaks1976Nessuna valutazione finora