Potrebbero piacerti anche
- Elementos de concreto reforzado IDa EverandElementos de concreto reforzado IValutazione: 2.5 su 5 stelle2.5/5 (2)
- Diseño de utillajes, matricería y prototipado con SolidWorksDa EverandDiseño de utillajes, matricería y prototipado con SolidWorksValutazione: 3 su 5 stelle3/5 (1)
- DC - Di 12 MTDocumento101 pagineDC - Di 12 MTCristian Sepulveda100% (2)
- Proceso de LaminadoDocumento18 pagineProceso de LaminadoJunior QuispeNessuna valutazione finora
- Guia de Transporte Inter Rapidisimo Tudelirioplus 262 PDFDocumento1 paginaGuia de Transporte Inter Rapidisimo Tudelirioplus 262 PDFJuan Manuel CalvacheNessuna valutazione finora
- Informe 3 Trefilado Laminado Embutido Calderería y RepulsadoDocumento27 pagineInforme 3 Trefilado Laminado Embutido Calderería y RepulsadoAntony FloresNessuna valutazione finora
- Cálculo por Elementos Finitos UNIDocumento5 pagineCálculo por Elementos Finitos UNIJordy100% (1)
- Problemas 2° ParcialDocumento14 pagineProblemas 2° ParcialRodrigo Gracia100% (1)
- Electro Neumática (Ejercicios 1-17)Documento26 pagineElectro Neumática (Ejercicios 1-17)Jaime Muñoz100% (1)
- ML202 Informe 4Documento20 pagineML202 Informe 4Jahir Obregon AguilarNessuna valutazione finora
- Monografia - Precalentador de AireDocumento15 pagineMonografia - Precalentador de AireJhordi NuñezNessuna valutazione finora
- Tercera Monografía Diseño de Un Rotor Axial Ventilador MN232Documento26 pagineTercera Monografía Diseño de Un Rotor Axial Ventilador MN232juan israelNessuna valutazione finora
- Informe 4 - Lab. Procesos ManufacturaDocumento13 pagineInforme 4 - Lab. Procesos ManufacturaJorge CampuzanoNessuna valutazione finora
- Moldeo y Colada FinalDocumento30 pagineMoldeo y Colada FinalJulio Anthony Misari Rosales100% (1)
- Uso Del OsciloscopioDocumento18 pagineUso Del OsciloscopioCarlosDeLaMataNessuna valutazione finora
- Embutido 11-2Documento13 pagineEmbutido 11-2dyve_3Nessuna valutazione finora
- Embutidos y Rolado FIM-UNIDocumento30 pagineEmbutidos y Rolado FIM-UNIDavid UquicheNessuna valutazione finora
- Silabo de ML 202Documento2 pagineSilabo de ML 202Renzo Sebastián Salazar ArévaloNessuna valutazione finora
- Informe 6 Casi CompletoDocumento26 pagineInforme 6 Casi CompletoAlvaro Chavez CastilloNessuna valutazione finora
- Informe 2 ML839 Electronica de PotenciaDocumento25 pagineInforme 2 ML839 Electronica de PotenciaTu Persona FavoritaNessuna valutazione finora
- Informe 3-UNI-FIMDocumento9 pagineInforme 3-UNI-FIMEmanuel LuzaNessuna valutazione finora
- ANÁLISIS DE UNA VIGA SIMPLEMENTE APOYADA POR ELEMENTOS FINITOSDocumento11 pagineANÁLISIS DE UNA VIGA SIMPLEMENTE APOYADA POR ELEMENTOS FINITOSjorgeNessuna valutazione finora
- ML 830 - 2021-1 Calificada 3Documento3 pagineML 830 - 2021-1 Calificada 3Elian Esteban Chuquillanqui HuamanNessuna valutazione finora
- ml121 Informe 1Documento20 pagineml121 Informe 1Christian Fonseca Rodriguez100% (1)
- Inf Soldadura FinalDocumento17 pagineInf Soldadura Finaljheysson alexanderNessuna valutazione finora
- Transferencia de Calor Examen Final UNI 2018Documento1 paginaTransferencia de Calor Examen Final UNI 2018Smith Salazar AscueNessuna valutazione finora
- Theorem de Thevenin y NortonDocumento23 pagineTheorem de Thevenin y NortonAnonymous 1tskC3GV8Nessuna valutazione finora
- Flujo Interno Laboratorio de Ingenieria Mecanica Ii PDFDocumento43 pagineFlujo Interno Laboratorio de Ingenieria Mecanica Ii PDFEd SilveraNessuna valutazione finora
- Laboratorio 2 Electronica IndustrialDocumento19 pagineLaboratorio 2 Electronica IndustrialJean Pierre Auqui TovarNessuna valutazione finora
- Informe 1 MN465-CDocumento27 pagineInforme 1 MN465-CPaul VegaNessuna valutazione finora
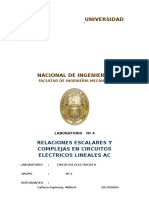
- Relaciones Escalares y Complejas en Circuitos Electricos LinealesDocumento10 pagineRelaciones Escalares y Complejas en Circuitos Electricos LinealesCa As0% (2)
- Circuitos trifásicos experimentalesDocumento29 pagineCircuitos trifásicos experimentalesRonny Leon NuñezNessuna valutazione finora
- Lab 3 Medidas de FrecuenciaDocumento13 pagineLab 3 Medidas de FrecuenciaRonal Berto PantojaNessuna valutazione finora
- Informe 4 AvanceDocumento5 pagineInforme 4 AvanceericsonNessuna valutazione finora
- Informe Final 1 - Leyes de Kirchoff, Reconocimiento de EquiposDocumento20 pagineInforme Final 1 - Leyes de Kirchoff, Reconocimiento de EquiposAdrian Arauco CarhuasNessuna valutazione finora
- Tercera Practica Calificada de Circuitos ElectricosDocumento26 pagineTercera Practica Calificada de Circuitos ElectricosMataPtsNessuna valutazione finora
- Informe de Laboratorio N°5-MT247-ADocumento20 pagineInforme de Laboratorio N°5-MT247-AJOSECARLOS RAMIREZ BREÑANessuna valutazione finora
- Angulo de PerdidasDocumento16 pagineAngulo de PerdidasWilfredo Baños CruzNessuna valutazione finora
- Laminado y trefilado: procesos de deformación plásticaDocumento10 pagineLaminado y trefilado: procesos de deformación plásticaAbdigal Gabriel Camargo Barra0% (1)
- Informe De, Laminado y TrefiladoDocumento17 pagineInforme De, Laminado y TrefiladojcarlooNessuna valutazione finora
- MN412 - e - Informe N2-Medicion de TemperaturasDocumento11 pagineMN412 - e - Informe N2-Medicion de TemperaturasLevi MartiniNessuna valutazione finora
- Desarrollo de Ejercicios MotoresDocumento4 pagineDesarrollo de Ejercicios MotoresGonzalo LNessuna valutazione finora
- Ep MN 310 Ab 2021 1 JR ReDocumento1 paginaEp MN 310 Ab 2021 1 JR ReWilmer Max Segura CabanillasNessuna valutazione finora
- Laboratorio #4 2020 1Documento23 pagineLaboratorio #4 2020 1Bryan Ronald Beltran QuispeNessuna valutazione finora
- Informe-1-De-Ml839 (Electronica de Potencia)Documento14 pagineInforme-1-De-Ml839 (Electronica de Potencia)cristobaya100% (1)
- Guia Lab6Documento2 pagineGuia Lab6Gianpierre Casimiro EchevarriaNessuna valutazione finora
- Amplificador Básico A TransistorDocumento5 pagineAmplificador Básico A TransistordavidNessuna valutazione finora
- ML - 830 - Informe - Laboratorio - 4Documento17 pagineML - 830 - Informe - Laboratorio - 4MIGUEL PATRICIO LUCANA DOMINGUEZNessuna valutazione finora
- 5to Lab de Circuitos IDocumento28 pagine5to Lab de Circuitos IDeiner Zapata Silva100% (1)
- Informe Laboratorio 4 Circuitos Eléctricos RLCDocumento17 pagineInforme Laboratorio 4 Circuitos Eléctricos RLCsayuri0410Nessuna valutazione finora
- Informe 2 LaboDocumento23 pagineInforme 2 LaboYadhi Uriarte DelgadoNessuna valutazione finora
- Cu AnticaDocumento460 pagineCu AnticaEmilyNessuna valutazione finora
- Laboratorio de Medidas - Fim UniDocumento4 pagineLaboratorio de Medidas - Fim UniDennis Baldeon OrtizNessuna valutazione finora
- Cuestionario Labo 3 Circuitos 2 Uni FimDocumento15 pagineCuestionario Labo 3 Circuitos 2 Uni FimJosePeñaTorresNessuna valutazione finora
- Informe 3 IntegradorDocumento31 pagineInforme 3 IntegradorJob Condori PachecoNessuna valutazione finora
- Monografía MN310Documento8 pagineMonografía MN310Julio ChavarriNessuna valutazione finora
- Lab 01 - ML125Documento20 pagineLab 01 - ML125william13cvNessuna valutazione finora
- Finitos Lab 2Documento15 pagineFinitos Lab 2Bruno Nuñez BazanNessuna valutazione finora
- UNI - FIM - 2021-2 (ML-837) - Clase 2T (Diodos, Rectificación y Filtro)Documento15 pagineUNI - FIM - 2021-2 (ML-837) - Clase 2T (Diodos, Rectificación y Filtro)Jose Oropeza OrtizNessuna valutazione finora
- Informe 1 de SoldaduraDocumento10 pagineInforme 1 de SoldaduraLuiguiMenaNessuna valutazione finora
- PC 4 Secciones A y B Secc ADocumento8 paginePC 4 Secciones A y B Secc Asamuel tovar mendezNessuna valutazione finora
- Labo 4 Circuitos 2 DESFASAMIENTO DE ONDAS SINUSOIDALES EN CIRCUITOS R-C y R-LDocumento24 pagineLabo 4 Circuitos 2 DESFASAMIENTO DE ONDAS SINUSOIDALES EN CIRCUITOS R-C y R-LFrancisco MartinezNessuna valutazione finora
- Vibraciones mecánicas UNIDocumento4 pagineVibraciones mecánicas UNIDaniel Camposjulca100% (1)
- Análisis de viga por elementos finitosDocumento19 pagineAnálisis de viga por elementos finitosGiancarlo Olivera TorresNessuna valutazione finora
- Embutido y calderería: procesos de manufactura y cálculosDocumento19 pagineEmbutido y calderería: procesos de manufactura y cálculosenrique AlcarrazNessuna valutazione finora
- FlegDocumento6 pagineFlegJunior QuispeNessuna valutazione finora
- Quiz NiñosDocumento8 pagineQuiz NiñosJunior QuispeNessuna valutazione finora
- Lab Edo Frontera Valor InicialDocumento11 pagineLab Edo Frontera Valor InicialJunior QuispeNessuna valutazione finora
- INFORME FISICA LAB2 (Para ComunicacionDocumento22 pagineINFORME FISICA LAB2 (Para ComunicacionJunior QuispeNessuna valutazione finora
- Componentes ElectricoDocumento2 pagineComponentes ElectricoJunior QuispeNessuna valutazione finora
- Sensor de ÁnguloDocumento5 pagineSensor de ÁnguloJunior QuispeNessuna valutazione finora
- Prueba Robótica - NiñosDocumento15 paginePrueba Robótica - NiñosJunior QuispeNessuna valutazione finora
- Sistema de Ecuaciones No LinealesDocumento1 paginaSistema de Ecuaciones No LinealesJunior QuispeNessuna valutazione finora
- Tabla de ComponentesDocumento2 pagineTabla de ComponentesJunior QuispeNessuna valutazione finora
- AnicaDocumento1 paginaAnicaJunior QuispeNessuna valutazione finora
- MAYUSCULASDocumento34 pagineMAYUSCULASJunior QuispeNessuna valutazione finora
- Informe Lab. MáquinasDocumento14 pagineInforme Lab. MáquinasJunior QuispeNessuna valutazione finora
- Proceso de rolado de láminas en máquinasDocumento6 pagineProceso de rolado de láminas en máquinasJunior Quispe100% (1)
- El Multímetro DigitalDocumento8 pagineEl Multímetro DigitalJunior QuispeNessuna valutazione finora
- Aritmetica Del ComputadorDocumento2 pagineAritmetica Del ComputadorJunior QuispeNessuna valutazione finora
- Ejemplos MatLabDocumento5 pagineEjemplos MatLabJunior QuispeNessuna valutazione finora
- CaldereriaDocumento4 pagineCaldereriaJunior QuispeNessuna valutazione finora
- Universidad Nacional de Ingeniería (Autoguardado)Documento1 paginaUniversidad Nacional de Ingeniería (Autoguardado)Junior QuispeNessuna valutazione finora
- Funciones de TextoDocumento10 pagineFunciones de TextoJunior QuispeNessuna valutazione finora
- Seminario ML 202 Máquinas Eléctricas - Problemas de motores, generadores y transformadoresDocumento1 paginaSeminario ML 202 Máquinas Eléctricas - Problemas de motores, generadores y transformadoresJunior QuispeNessuna valutazione finora
- El Multímetro DigitalDocumento8 pagineEl Multímetro DigitalJunior QuispeNessuna valutazione finora
- Circuito de multiplexación con 555 y 74LS47Documento1 paginaCircuito de multiplexación con 555 y 74LS47Junior QuispeNessuna valutazione finora
- Funciones Fecha y HoraDocumento3 pagineFunciones Fecha y HoraJunior QuispeNessuna valutazione finora
- PCB Laboratorio 7 y 8Documento7 paginePCB Laboratorio 7 y 8Junior QuispeNessuna valutazione finora
- Estructura CristalinaDocumento12 pagineEstructura CristalinaJunior QuispeNessuna valutazione finora
- Problemas EstadísticaDocumento1 paginaProblemas EstadísticaJunior QuispeNessuna valutazione finora
- Ciclo de RefrigeracionDocumento18 pagineCiclo de RefrigeracionJunior QuispeNessuna valutazione finora
- Rudolf ClausiusDocumento11 pagineRudolf ClausiusJunior QuispeNessuna valutazione finora
- Motores EléctricosDocumento11 pagineMotores EléctricosJaider LuisNessuna valutazione finora
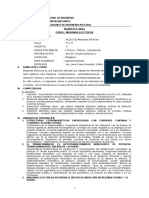
- Contrato DocenteDocumento9 pagineContrato DocenteMOISES CORDERONessuna valutazione finora
- Lista de precios de fletes marítimos y servicios de grúas desde Costa RicaDocumento6 pagineLista de precios de fletes marítimos y servicios de grúas desde Costa RicaaliNessuna valutazione finora
- Problemas de Trabajo de Llenado y Vaciado de TanquesDocumento1 paginaProblemas de Trabajo de Llenado y Vaciado de Tanqueschris16100% (1)
- DIMENSIONES DE LADRILLOS - Búsqueda de GoogleDocumento3 pagineDIMENSIONES DE LADRILLOS - Búsqueda de GoogleManuel Uriel PeraltaNessuna valutazione finora
- Suspensión NeumáticaDocumento2 pagineSuspensión NeumáticaBart ReyesNessuna valutazione finora
- Resolucion 2190 de 1991Documento7 pagineResolucion 2190 de 1991Felipe HoyosNessuna valutazione finora
- Diseño Cuadrado GrecolatinoDocumento9 pagineDiseño Cuadrado GrecolatinocarlosNessuna valutazione finora
- Entrega 1 Proceso AdministrativoDocumento3 pagineEntrega 1 Proceso AdministrativoNatalia ChavarroNessuna valutazione finora
- Convesion E-R Al RelacionalDocumento13 pagineConvesion E-R Al RelacionalErnesto SNessuna valutazione finora
- Manual de Instrucciones - Modelo Nómade AT - DigitalDocumento12 pagineManual de Instrucciones - Modelo Nómade AT - DigitalRigobertoMedinaNessuna valutazione finora
- JunaebDocumento118 pagineJunaebAndrés Araneda VásquezNessuna valutazione finora
- Analisis Critico Sobre Las Tendencias Del Comercio Internacional en VenezuelaDocumento5 pagineAnalisis Critico Sobre Las Tendencias Del Comercio Internacional en VenezuelaKarelys Guerra100% (1)
- Principios de La Delegación EfectivaDocumento2 paginePrincipios de La Delegación Efectivamiguel2830100% (1)
- Manual para Moldajes para Hormigon-Estudio y Aplicacion en Empresas Consrtructoras ChileDocumento147 pagineManual para Moldajes para Hormigon-Estudio y Aplicacion en Empresas Consrtructoras Chiledragados72821Nessuna valutazione finora
- Mecanizado Por Arranque de VirutaDocumento9 pagineMecanizado Por Arranque de VirutaHermes MejíaNessuna valutazione finora
- Expoferia Universitaria Utb 2019Documento4 pagineExpoferia Universitaria Utb 2019Wilson AcarapiNessuna valutazione finora
- Manual de Soldadura y CorteDocumento9 pagineManual de Soldadura y CorteGermanNessuna valutazione finora
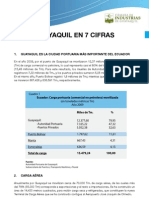
- Guayaquil en CifrasDocumento3 pagineGuayaquil en CifrasKevin HerreraNessuna valutazione finora
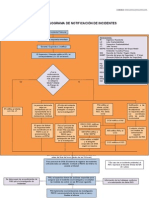
- Flujograma Notificación IncidentesDocumento1 paginaFlujograma Notificación IncidentesMiguel Soto EspinozaNessuna valutazione finora
- Casa FarnsWorth MiesDocumento3 pagineCasa FarnsWorth MiesluciaNessuna valutazione finora
- Características Del Sistema de Archivos de Windows 8Documento7 pagineCaracterísticas Del Sistema de Archivos de Windows 8Juan José Rodríguez CetinaNessuna valutazione finora
- Planilla de Ferrocarriles 1 (Autoguardado)Documento77 paginePlanilla de Ferrocarriles 1 (Autoguardado)Robert BanegasNessuna valutazione finora
- Normas de Urbanismo Sta CruzDocumento50 pagineNormas de Urbanismo Sta CruzjorgeNessuna valutazione finora
- TraducidoDocumento26 pagineTraducidoWilson Giron VilelaNessuna valutazione finora
- Diseño de Pendulo Rotacional Invertido.Documento4 pagineDiseño de Pendulo Rotacional Invertido.OctavioGarciaNessuna valutazione finora