Potrebbero piacerti anche
- Pushover Analysis Using ETABS and SAP2000Documento194 paginePushover Analysis Using ETABS and SAP2000apirakq86% (22)
- Figure-1: Second Exercise: Horizontal Elastic Oscillator (7 PTS)Documento6 pagineFigure-1: Second Exercise: Horizontal Elastic Oscillator (7 PTS)Ali RammalNessuna valutazione finora
- 2012-1811. Robot Arm Kinematics DH IntroDocumento75 pagine2012-1811. Robot Arm Kinematics DH IntroRana UsmanNessuna valutazione finora
- CPH O2022 EnglishDocumento16 pagineCPH O2022 EnglishHieu Phung Cong100% (2)
- Chapter3 Salient Pole Synchronous MachinesDocumento23 pagineChapter3 Salient Pole Synchronous MachinesFarhan Labib MahinNessuna valutazione finora
- Magic Run Bustos 3m Part1Documento7 pagineMagic Run Bustos 3m Part1GERALD TIANGSINGNessuna valutazione finora
- Inverted PendulumDocumento25 pagineInverted PendulumNassim DoukhiNessuna valutazione finora
- CV EB Slides MotionDocumento40 pagineCV EB Slides MotionshimaNessuna valutazione finora
- ContentServer PDFDocumento7 pagineContentServer PDFLUIS ISAAC LEON PARONessuna valutazione finora
- Kinematics: Describe The Dynamics:study The Statitcs: Objects inDocumento6 pagineKinematics: Describe The Dynamics:study The Statitcs: Objects innoNessuna valutazione finora
- Sep 20-2022 Tuesday, CH 12 (4-5) Curvilinear Motion X-Y CoordinateDocumento41 pagineSep 20-2022 Tuesday, CH 12 (4-5) Curvilinear Motion X-Y CoordinateSuhaib IntezarNessuna valutazione finora
- Rotary Tiller Desing Parameters Part 5 PDFDocumento3 pagineRotary Tiller Desing Parameters Part 5 PDFJonathan Gonzalez CamargoNessuna valutazione finora
- New Method of Data Treatment Related To Induction Machine Bearing Fault Using Axial Vibration Analytic SignalDocumento5 pagineNew Method of Data Treatment Related To Induction Machine Bearing Fault Using Axial Vibration Analytic Signallaribi souadNessuna valutazione finora
- Accelerometers PDFDocumento4 pagineAccelerometers PDFKillburnNessuna valutazione finora
- Velocity and AccelartionDocumento56 pagineVelocity and Accelartionadus lakshmanNessuna valutazione finora
- Manipulator Dynamics: Amirkabir University of Technology Computer Engineering & Information Technology DepartmentDocumento44 pagineManipulator Dynamics: Amirkabir University of Technology Computer Engineering & Information Technology DepartmentWajdi SadiqNessuna valutazione finora
- Problem I/1: !!X !3 FT / SecDocumento4 pagineProblem I/1: !!X !3 FT / SecGaurav AthavaleNessuna valutazione finora
- Oscillator Phase Noise - RohdeDocumento10 pagineOscillator Phase Noise - Rohdedavid reyesNessuna valutazione finora
- 2012-1811. Robot Arm Kinematics DH IntroDocumento75 pagine2012-1811. Robot Arm Kinematics DH IntroG30nyNessuna valutazione finora
- AFM - 10,12 NovDocumento12 pagineAFM - 10,12 Novswetapriya97Nessuna valutazione finora
- Micom 30 Series Transformer Differential Protection Application GuideDocumento30 pagineMicom 30 Series Transformer Differential Protection Application Guide1981todurkarNessuna valutazione finora
- Vienna 2020Documento82 pagineVienna 2020feñamenNessuna valutazione finora
- Force Vectors (Static)Documento26 pagineForce Vectors (Static)Baran KirazNessuna valutazione finora
- The Inertia Torque of The Hooke JointDocumento45 pagineThe Inertia Torque of The Hooke JointHaridev MoorthyNessuna valutazione finora
- Vector Analysis: Multivector Review and Training CenterDocumento10 pagineVector Analysis: Multivector Review and Training CenterMark FrancisNessuna valutazione finora
- Experiment No. 7 Bending Moment in Beams: Lab Report No.: IST-MECH-SBMA-N06-00/00Documento5 pagineExperiment No. 7 Bending Moment in Beams: Lab Report No.: IST-MECH-SBMA-N06-00/00Mansoob BukhariNessuna valutazione finora
- Forward and Inverse KinematicsDocumento45 pagineForward and Inverse KinematicsNazlıcan DönmezNessuna valutazione finora
- Massachusetts Institute of Technology Department of Mechanical Engineering Cambridge, MA 02139Documento19 pagineMassachusetts Institute of Technology Department of Mechanical Engineering Cambridge, MA 02139Jaime GuamanNessuna valutazione finora
- Chapter 3 Kinematics of Rigid Bodies 2DDocumento55 pagineChapter 3 Kinematics of Rigid Bodies 2D2021839932Nessuna valutazione finora
- Math12-1 - Lesson 3 - Trigonometric Functions of AnglesDocumento12 pagineMath12-1 - Lesson 3 - Trigonometric Functions of AnglesKobe MartinezNessuna valutazione finora
- Ch. 4: Velocity Kinematics Ch. 4: Velocity Kinematics: Tü-Eef Dept. of Control EngineeringDocumento58 pagineCh. 4: Velocity Kinematics Ch. 4: Velocity Kinematics: Tü-Eef Dept. of Control EngineeringDursun DurmasınNessuna valutazione finora
- System of Forces and Moment - Lecture 2Documento42 pagineSystem of Forces and Moment - Lecture 2NoorhazlindaNessuna valutazione finora
- Lecture6 Orthogonality Dot ProductDocumento5 pagineLecture6 Orthogonality Dot ProductkuntiNessuna valutazione finora
- Chapter 8Documento64 pagineChapter 8aungchanmyatpaingNessuna valutazione finora
- 2005 SolveDocumento16 pagine2005 SolveAnirbaan SahaNessuna valutazione finora
- Chapter5 1 PDFDocumento30 pagineChapter5 1 PDFbaig79Nessuna valutazione finora
- Dynamic Stiffness Matrix For A Beam Element With Shear DeformationDocumento9 pagineDynamic Stiffness Matrix For A Beam Element With Shear DeformationPredatator90Nessuna valutazione finora
- CV1011 - 5 Forces Moments and Equilibirum (Vectors)Documento37 pagineCV1011 - 5 Forces Moments and Equilibirum (Vectors)Marcus HuiNessuna valutazione finora
- Động lực học và điều khiển robot: Robot manipulator and controlDocumento55 pagineĐộng lực học và điều khiển robot: Robot manipulator and controlTu My LamNessuna valutazione finora
- Applications of Magnetic Sensors For Low Cost Compass SystemsDocumento8 pagineApplications of Magnetic Sensors For Low Cost Compass SystemsPhạm Xuân HoàngNessuna valutazione finora
- LectureSeries 01 SHMDocumento42 pagineLectureSeries 01 SHMSUBIR KUMAR DasNessuna valutazione finora
- Vectors and Vector AlgebraDocumento16 pagineVectors and Vector Algebrapetrified pixelNessuna valutazione finora
- 01ParticleProblems PDFDocumento10 pagine01ParticleProblems PDFBarbaraNessuna valutazione finora
- 3-Vehicle Equation of MotionDocumento16 pagine3-Vehicle Equation of MotionBira-aanuu SamuelNessuna valutazione finora
- CamprofileDocumento3 pagineCamprofilePatrick OguamaNessuna valutazione finora
- Introduction To Advanced Structural Mechanics (Presentation) Author Antonio PalermoDocumento78 pagineIntroduction To Advanced Structural Mechanics (Presentation) Author Antonio PalermoJoshua NicholasNessuna valutazione finora
- CH 16 Part II Ag2018Documento27 pagineCH 16 Part II Ag2018HumbertoNessuna valutazione finora
- Lec 03Documento8 pagineLec 03서세일Nessuna valutazione finora
- L03 - Vectors IIDocumento18 pagineL03 - Vectors IIZohebCurrimbhoyNessuna valutazione finora
- Electrodynamics I Slides CompleteDocumento531 pagineElectrodynamics I Slides CompletearsalanNessuna valutazione finora
- Lesson 1: Module I.: Analysis of Statically Determinate BeamsDocumento6 pagineLesson 1: Module I.: Analysis of Statically Determinate BeamsabshawNessuna valutazione finora
- Hough TransformDocumento19 pagineHough TransformSmitha VasNessuna valutazione finora
- Prelimexam Jan 2018 Thur FriDocumento14 paginePrelimexam Jan 2018 Thur FriAyushNessuna valutazione finora
- Handout of Physical Chemistry: Course: Vikaas (Ja) Target: Jee (Advanced)Documento6 pagineHandout of Physical Chemistry: Course: Vikaas (Ja) Target: Jee (Advanced)Naunidh Singh MadhokNessuna valutazione finora
- Chapter 8-: Rotational MotionDocumento34 pagineChapter 8-: Rotational MotionSaadNessuna valutazione finora
- 15 - Orbital Angular Momentum and Spherical Harmonics PDFDocumento13 pagine15 - Orbital Angular Momentum and Spherical Harmonics PDFUltrazordNessuna valutazione finora
- Plane Curvilinear Motion:: DisplacementDocumento18 paginePlane Curvilinear Motion:: Displacementyalexca100% (1)
- Difference Equations in Normed Spaces: Stability and OscillationsDa EverandDifference Equations in Normed Spaces: Stability and OscillationsNessuna valutazione finora
- Interactions between Electromagnetic Fields and Matter: Vieweg Tracts in Pure and Applied PhysicsDa EverandInteractions between Electromagnetic Fields and Matter: Vieweg Tracts in Pure and Applied PhysicsNessuna valutazione finora
- New Doc 12Documento3 pagineNew Doc 12suhas_snaNessuna valutazione finora
- Applied Thermodynamics 2011Documento3 pagineApplied Thermodynamics 2011suhas_snaNessuna valutazione finora
- (M) (Part-II) : A) B) Iathe. A) B) A) B)Documento2 pagine(M) (Part-II) : A) B) Iathe. A) B) A) B)suhas_snaNessuna valutazione finora
- Registrar - Registrar - 2008-4-25 11-54-0000Documento2 pagineRegistrar - Registrar - 2008-4-25 11-54-0000suhas_snaNessuna valutazione finora
- AME Torsion AssignmentDocumento1 paginaAME Torsion Assignmentsuhas_snaNessuna valutazione finora
- Toolpath Sum PDFDocumento1 paginaToolpath Sum PDFsuhas_snaNessuna valutazione finora
- Analysis of Mechanical SolutionDocumento8 pagineAnalysis of Mechanical Solutionsuhas_snaNessuna valutazione finora
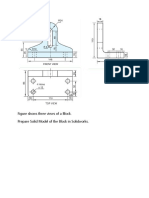
- Figure Shows Three Views of A Block. Prepare Solid Model of The Block in SolidworksDocumento1 paginaFigure Shows Three Views of A Block. Prepare Solid Model of The Block in Solidworkssuhas_snaNessuna valutazione finora
- Ansys Tutorial For Assignment 2Documento16 pagineAnsys Tutorial For Assignment 2suhas_snaNessuna valutazione finora
- SE C Graphics ProgramDocumento8 pagineSE C Graphics Programsuhas_sna0% (1)
- IFEM Ch28Documento6 pagineIFEM Ch28Yiling HeNessuna valutazione finora
- Analysis of Mechanical SolutionDocumento8 pagineAnalysis of Mechanical Solutionsuhas_snaNessuna valutazione finora
- Workshop Note On Pushover AnalysisDocumento97 pagineWorkshop Note On Pushover AnalysisAnonymous xC6bM4x6U6100% (2)
- Modal Analysis SprocketDocumento23 pagineModal Analysis Sprocketciano654Nessuna valutazione finora
- Structural Dynamics Volume 3 PDFDocumento1.644 pagineStructural Dynamics Volume 3 PDFPacha Khan Khogyani100% (1)
- IMAC XXII Conf s09p08 Modal Based Predictive Design Analysis Electric MotorsDocumento22 pagineIMAC XXII Conf s09p08 Modal Based Predictive Design Analysis Electric MotorsBurak AteşNessuna valutazione finora
- Brake Disc Modal Behaviour: January 2018Documento8 pagineBrake Disc Modal Behaviour: January 2018Ashwin KumarNessuna valutazione finora
- Modal and Harmonic Analysis of A Cantilver Beam With Differrent Cross-SectionsDocumento6 pagineModal and Harmonic Analysis of A Cantilver Beam With Differrent Cross-SectionsTJPRC PublicationsNessuna valutazione finora
- HyperMesh Ansys InterfaceDocumento5 pagineHyperMesh Ansys InterfaceNecip YanmazNessuna valutazione finora
- Vibration: Analysis and MonitoringDocumento53 pagineVibration: Analysis and MonitoringВинисиоNessuna valutazione finora
- Vibration Chapter10Documento112 pagineVibration Chapter10qistinaNessuna valutazione finora
- Complete MartinDocumento200 pagineComplete MartinJose fetrritaNessuna valutazione finora
- ANSYS Dynamic AnalysisDocumento19 pagineANSYS Dynamic AnalysisPrateek JhaNessuna valutazione finora
- SME1306 - THEORY OF VIBRATIONS - 2015 Batch: Unit 1 Fundamentals of VibrationDocumento35 pagineSME1306 - THEORY OF VIBRATIONS - 2015 Batch: Unit 1 Fundamentals of Vibrationu2b11517Nessuna valutazione finora
- Frequency Analysis of PlateDocumento18 pagineFrequency Analysis of Platepatel_monilNessuna valutazione finora
- Modal Space ArticlesDocumento225 pagineModal Space ArticlesLe Tuan DungNessuna valutazione finora
- Modally Tuned ICP Impact Hammers and Hammer KitsDocumento8 pagineModally Tuned ICP Impact Hammers and Hammer KitsTim StubbsNessuna valutazione finora
- Box Beam With Transient LoadDocumento47 pagineBox Beam With Transient LoadManasses juniorNessuna valutazione finora
- Modal Frequency Checking MethodDocumento4 pagineModal Frequency Checking MethodAfrizal ManafNessuna valutazione finora
- Frequency-Response Functions For Modal Analysis - MATLAB ModalfrfDocumento15 pagineFrequency-Response Functions For Modal Analysis - MATLAB ModalfrfSaid EliasNessuna valutazione finora
- The Difference Between Static and Dynamic Analysis - EnterfeaDocumento30 pagineThe Difference Between Static and Dynamic Analysis - EnterfeaRida Abou KaramNessuna valutazione finora
- 10dynamic Analysis and Design Modification of A Ladder Chassis Frame Using Finite Element Method PDFDocumento7 pagine10dynamic Analysis and Design Modification of A Ladder Chassis Frame Using Finite Element Method PDFAnderson BonnessNessuna valutazione finora
- Experimental Modal Analysis and Correlation With FEM (LMS Test - Lab Siemens)Documento166 pagineExperimental Modal Analysis and Correlation With FEM (LMS Test - Lab Siemens)Alvaro CotaquispeNessuna valutazione finora
- Order-Based Resonance Identification Using Operational PolyMAXDocumento10 pagineOrder-Based Resonance Identification Using Operational PolyMAXRajesh KachrooNessuna valutazione finora
- Operational Modal Analysis - Another Way of Doing Modal TestingDocumento6 pagineOperational Modal Analysis - Another Way of Doing Modal TestingMarilene LobatoNessuna valutazione finora
- Operational Modal Analysis Tutorial - Svib Seminar May 2007Documento12 pagineOperational Modal Analysis Tutorial - Svib Seminar May 2007Mustafa KutanisNessuna valutazione finora
- 3 - Floating Bridge Global Responses With Hydrodynamic Interaction - Xu XiangDocumento14 pagine3 - Floating Bridge Global Responses With Hydrodynamic Interaction - Xu Xiangpb015709Nessuna valutazione finora
- Lab Assignment 2Documento3 pagineLab Assignment 2santoshNessuna valutazione finora
- Model Updating On BIWDocumento12 pagineModel Updating On BIWIamzura AbdullahNessuna valutazione finora
- Modal Analysis and Condition Monitoring PDFDocumento5 pagineModal Analysis and Condition Monitoring PDFJolito RamosNessuna valutazione finora
- Me Scope VesDocumento10 pagineMe Scope Vestina1augmentosNessuna valutazione finora