Potrebbero piacerti anche
- Combined Cycle Gas-TurbinesDocumento5 pagineCombined Cycle Gas-TurbineswarshipvnNessuna valutazione finora
- 32 Samss 009Documento14 pagine32 Samss 009naruto256Nessuna valutazione finora
- Annex 6.1.6-2 Description and Drawings of Steam Turbine (Eng) PDFDocumento21 pagineAnnex 6.1.6-2 Description and Drawings of Steam Turbine (Eng) PDFvschintapalliNessuna valutazione finora
- ASME PCC-2-2015 Repair of PressureDocumento1 paginaASME PCC-2-2015 Repair of PressureJohn17% (6)
- Ground Improvement TechniquesDocumento29 pagineGround Improvement TechniquesMeEr AahilNessuna valutazione finora
- ASME Sec III DesignDocumento21 pagineASME Sec III Designippon_osoto100% (1)
- Decommissioning Oil Storage TanksDocumento12 pagineDecommissioning Oil Storage Tankssmithwork100% (2)
- An Investigation of Transient Thermal Analysis of 1 Stage Gas Turbine Blade Manufactured by Directional Solidification and Mechanically Alloyed Nickel-Based SuperalloysDocumento12 pagineAn Investigation of Transient Thermal Analysis of 1 Stage Gas Turbine Blade Manufactured by Directional Solidification and Mechanically Alloyed Nickel-Based SuperalloyshidaiNessuna valutazione finora
- Technical Diary 200mwDocumento165 pagineTechnical Diary 200mwSaurabh Kumar100% (1)
- Water Standard Specification Index As On Dec 2015Documento10 pagineWater Standard Specification Index As On Dec 2015afp15060% (1)
- Steam Locomotive Construction and MaintenanceDa EverandSteam Locomotive Construction and MaintenanceNessuna valutazione finora
- Sru Heat ExchangerDocumento29 pagineSru Heat ExchangerJordan Young100% (1)
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesDa EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNessuna valutazione finora
- 02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsDocumento12 pagine02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsivanmatijevicNessuna valutazione finora
- HRSG Understand The BasicsDocumento14 pagineHRSG Understand The BasicsMazen Darwish100% (1)
- 6-Achs SPMT 210.12.4 G4 6-Axle SPMT 210.12.4 G4: Scheuerle-Fahrzeugfabrik GMBHDocumento22 pagine6-Achs SPMT 210.12.4 G4 6-Axle SPMT 210.12.4 G4: Scheuerle-Fahrzeugfabrik GMBHsrikanthc8550% (2)
- Good Heater Specifications Pay OffDocumento6 pagineGood Heater Specifications Pay Offrvkumar61100% (1)
- Jazz Guitar Chords ReferenceDocumento9 pagineJazz Guitar Chords Referenceμιχαλης καραγιαννηςNessuna valutazione finora
- Fluid KinematicsDocumento49 pagineFluid KinematicsJM Jusay CarabLeNessuna valutazione finora
- Comparing Advanced Combined Cycle Configurations to Improve EfficiencyDocumento9 pagineComparing Advanced Combined Cycle Configurations to Improve Efficiencyank_mehraNessuna valutazione finora
- Organic Rankine Cycle Power PlantDocumento6 pagineOrganic Rankine Cycle Power PlantPower PowerNessuna valutazione finora
- Coal PulverizedDocumento113 pagineCoal PulverizedSherwin Naldoza Dela Cruz100% (2)
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsDa EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsValutazione: 4 su 5 stelle4/5 (6)
- Preheating in Welding Technology: A Hot TopicDocumento9 paginePreheating in Welding Technology: A Hot TopicRafli RamadhaniNessuna valutazione finora
- CH 3 Gas Refrigeration CycleDocumento20 pagineCH 3 Gas Refrigeration CycleMeleseNessuna valutazione finora
- Rpdir-L12 Shielding WebDocumento73 pagineRpdir-L12 Shielding WebWiie ArdiNessuna valutazione finora
- Creep and Life Assessment of Engineering Components in Power Plants and Process IndustriesDocumento30 pagineCreep and Life Assessment of Engineering Components in Power Plants and Process IndustriesThomas TuckerNessuna valutazione finora
- Rethink Specifications For Fired HeatersDocumento7 pagineRethink Specifications For Fired HeatersAhmed SeliemNessuna valutazione finora
- USC Steam Turbine TechnologyDocumento17 pagineUSC Steam Turbine TechnologyteijarajNessuna valutazione finora
- Diesel Engines for Unrestricted Continuous OperationDocumento2 pagineDiesel Engines for Unrestricted Continuous OperationJorge Bellido100% (1)
- Post Weld HTDocumento9 paginePost Weld HTJohnNessuna valutazione finora
- Designing Urea ReactorDocumento21 pagineDesigning Urea ReactorAdawiyah Al-jufri100% (4)
- Post Weld Heat TreatmentDocumento10 paginePost Weld Heat Treatmentcristian291011Nessuna valutazione finora
- Artilce - Potential Detrimental Consequences of Excessive PWHT On Steel PropertiesDocumento8 pagineArtilce - Potential Detrimental Consequences of Excessive PWHT On Steel PropertieswholenumberNessuna valutazione finora
- BR 1899Documento20 pagineBR 1899vb_pol@yahooNessuna valutazione finora
- Casing RLADocumento12 pagineCasing RLAmohanjatinderNessuna valutazione finora
- Heat Recovery Steam Generators: by TMI Staff & Contributors On February 16, 2020Documento4 pagineHeat Recovery Steam Generators: by TMI Staff & Contributors On February 16, 2020li xianNessuna valutazione finora
- Transformer Ratings and Transformer LifeDocumento6 pagineTransformer Ratings and Transformer LifeidfiNessuna valutazione finora
- Rra Heat Treatment of Al 7075-T6Documento12 pagineRra Heat Treatment of Al 7075-T6Arissa Lidia Eva AdventiaNessuna valutazione finora
- SPE-149944-MS - Aplicación Exitosa de Metal PCP Rechnology para Maximizar La Recuperación de Petróleo en El Proceso SAGDDocumento6 pagineSPE-149944-MS - Aplicación Exitosa de Metal PCP Rechnology para Maximizar La Recuperación de Petróleo en El Proceso SAGDBreyner Villegas VelezNessuna valutazione finora
- Heat Recovery Steam Generators For Large Combined Cycle Plants1Documento16 pagineHeat Recovery Steam Generators For Large Combined Cycle Plants1Sriram RamanujamNessuna valutazione finora
- LNG Terminal Operator's Design Feedbacks and Technical ChallengesDocumento11 pagineLNG Terminal Operator's Design Feedbacks and Technical ChallengesAbhiNessuna valutazione finora
- Assessing bids for air preheater replacement and performanceDocumento14 pagineAssessing bids for air preheater replacement and performancev_mokadam100% (2)
- Thermal Analysis of Motors and BearingsDocumento7 pagineThermal Analysis of Motors and BearingsViria ClaviosNessuna valutazione finora
- Coal Gasification Process For Us IndustryDocumento19 pagineCoal Gasification Process For Us Industrymourinho2Nessuna valutazione finora
- sistaninia2017Documento5 paginesistaninia2017Hiwa KhalediNessuna valutazione finora
- Article Coal-FiredDocumento3 pagineArticle Coal-FiredClaudia MmsNessuna valutazione finora
- 14V11 Martens WHB Integrity Panel DiscussionDocumento34 pagine14V11 Martens WHB Integrity Panel DiscussionM ANessuna valutazione finora
- F3e3 PDFDocumento18 pagineF3e3 PDFAnonymous utxGVB5VyNessuna valutazione finora
- 2019 CI Report - KEPRI - HRSG #2Documento25 pagine2019 CI Report - KEPRI - HRSG #2Gloria Del Carmen Muñoz RamirezNessuna valutazione finora
- Design and Analysis of a Scramjet EngineDocumento53 pagineDesign and Analysis of a Scramjet EngineDan LNessuna valutazione finora
- Reducing Energy Consumption in Natural Gas Pressure Drop Stations by Employing Solar HeatDocumento8 pagineReducing Energy Consumption in Natural Gas Pressure Drop Stations by Employing Solar HeatBensmatNessuna valutazione finora
- Agn013 CDocumento10 pagineAgn013 Cmohsen_cumminsNessuna valutazione finora
- 200-1013-06-003 RFQ Full Package and High Pressure Coil Design CalculationDocumento15 pagine200-1013-06-003 RFQ Full Package and High Pressure Coil Design CalculationBilel MahjoubNessuna valutazione finora
- Igtc2003tokyo ts098Documento7 pagineIgtc2003tokyo ts0981hass1Nessuna valutazione finora
- Rossette 等。 - 2009 - The effect of start-up cycle in ceramic coating usDocumento10 pagineRossette 等。 - 2009 - The effect of start-up cycle in ceramic coating usXin LiNessuna valutazione finora
- Compact Heat Exchangers Technologies For The HTRs Recuperator Applications - 12 PagesDocumento12 pagineCompact Heat Exchangers Technologies For The HTRs Recuperator Applications - 12 PagessrkmNessuna valutazione finora
- Zagarola 2004Documento12 pagineZagarola 2004sxasxasxNessuna valutazione finora
- Appendix 1.athermal-Hydraulics Analysis of Spent Fuel Pool HeatupDocumento275 pagineAppendix 1.athermal-Hydraulics Analysis of Spent Fuel Pool HeatupEnformableNessuna valutazione finora
- Bwts Library 105 327Documento12 pagineBwts Library 105 327joão_scherer_1Nessuna valutazione finora
- Waste heat recovery projects using Organic Rankine Cycle technologyDocumento11 pagineWaste heat recovery projects using Organic Rankine Cycle technologyAssure TurbinesNessuna valutazione finora
- Comparison Between SingleDocumento14 pagineComparison Between Singlesevero97Nessuna valutazione finora
- Turbocharger Test Stand With A Hot Gas Generator For High - Performance Supercharging SystemsDocumento4 pagineTurbocharger Test Stand With A Hot Gas Generator For High - Performance Supercharging SystemsintelligentloveNessuna valutazione finora
- Interview Question.Documento7 pagineInterview Question.PankajDhobleNessuna valutazione finora
- Table UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EDocumento5 pagineTable UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EMechanicalNessuna valutazione finora
- Table UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EDocumento6 pagineTable UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EMechanicalNessuna valutazione finora
- The Study On Bheramara Combined Cycle Power Station in Bangladesh Final Report (Chapter 5)Documento147 pagineThe Study On Bheramara Combined Cycle Power Station in Bangladesh Final Report (Chapter 5)Pablo M UgaldeNessuna valutazione finora
- FR17-390 UpdatedDocumento11 pagineFR17-390 UpdatedGfr AllegroNessuna valutazione finora
- Fast Start HRSGS: Solutions For Challenging Operating ConditionsDocumento10 pagineFast Start HRSGS: Solutions For Challenging Operating ConditionsRaden MasNessuna valutazione finora
- Ms Project Tutorial 66Documento1 paginaMs Project Tutorial 66JohnNessuna valutazione finora
- How to Set a Deadline Date in MS Project 2013Documento1 paginaHow to Set a Deadline Date in MS Project 2013JohnNessuna valutazione finora
- Pump Questions & AnswersDocumento1 paginaPump Questions & AnswersJohnNessuna valutazione finora
- Esprit Libre MenuDocumento10 pagineEsprit Libre MenuJohnNessuna valutazione finora
- MS Project 2013 Task ConstraintsDocumento1 paginaMS Project 2013 Task ConstraintsJohnNessuna valutazione finora
- AsdkfmlsdkfmDocumento8 pagineAsdkfmlsdkfmJohnNessuna valutazione finora
- Testing Char - TXT SDFSDJF Asdfasdf Asdfa Sdfas Dfasdf Adfa Sdfa SDF AsDocumento1 paginaTesting Char - TXT SDFSDJF Asdfasdf Asdfa Sdfas Dfasdf Adfa Sdfa SDF AsJohnNessuna valutazione finora
- MS Project 2013 Task ConstraintsDocumento1 paginaMS Project 2013 Task ConstraintsJohnNessuna valutazione finora
- StorageDocumento4 pagineStorageJohnNessuna valutazione finora
- Mauritian Recipe - Coconut Cakes (Gato Coco) - Getaway MagazineDocumento6 pagineMauritian Recipe - Coconut Cakes (Gato Coco) - Getaway MagazineJohnNessuna valutazione finora
- 2011 Chevrolet Cruze Owners Part50Documento2 pagine2011 Chevrolet Cruze Owners Part50JohnNessuna valutazione finora
- Kundalini Yoga - Pranayama (Breathing Techniques)Documento7 pagineKundalini Yoga - Pranayama (Breathing Techniques)JohnNessuna valutazione finora
- YouTube PDFDocumento2 pagineYouTube PDFJohnNessuna valutazione finora
- Model Formulation To Estimate Manpower Demand For The Real-Estate Construction Projects in IndiaDocumento6 pagineModel Formulation To Estimate Manpower Demand For The Real-Estate Construction Projects in IndiamonkeyDivanNessuna valutazione finora
- You TubeDocumento2 pagineYou TubeJohnNessuna valutazione finora
- Autumn Leaves Easy Chord Melody PDFDocumento2 pagineAutumn Leaves Easy Chord Melody PDFJohnNessuna valutazione finora
- Orca Vibes - Free Listening On SoundCloudDocumento4 pagineOrca Vibes - Free Listening On SoundCloudJohnNessuna valutazione finora
- YBN Nahmir - Rubbin Off The Paint - (PRO..Documento2 pagineYBN Nahmir - Rubbin Off The Paint - (PRO..JohnNessuna valutazione finora
- Mein Tera Divana Honei Laga HeinDocumento1 paginaMein Tera Divana Honei Laga HeinJohnNessuna valutazione finora
- Construction Management PDFDocumento37 pagineConstruction Management PDFVVRAO90Nessuna valutazione finora
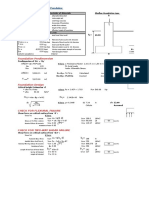
- Design of Square Base Shallow FoundationDocumento2 pagineDesign of Square Base Shallow FoundationWaqas AnjumNessuna valutazione finora
- SoundCloud - Listen To Free Music and Podcasts On SoundCloudDocumento3 pagineSoundCloud - Listen To Free Music and Podcasts On SoundCloudJohnNessuna valutazione finora
- ChecklistDocumento1 paginaChecklistJohnNessuna valutazione finora
- Vciom 02878 enDocumento4 pagineVciom 02878 enJohnNessuna valutazione finora
- Air Cooler LeafletDocumento2 pagineAir Cooler LeafletSaad zubayr MNessuna valutazione finora
- Led ComponentsDocumento226 pagineLed Componentselcomsrl100% (1)
- Syllabus of Diploma in Electrical EngineeringDocumento17 pagineSyllabus of Diploma in Electrical EngineeringJoson Chan100% (1)
- Rectificador A Diodos Siemens-Sitras-Rec-Pi-EnDocumento6 pagineRectificador A Diodos Siemens-Sitras-Rec-Pi-EnVictor Manuel BonettoNessuna valutazione finora
- Torsional Vibration in CrankshaftsDocumento10 pagineTorsional Vibration in Crankshaftscharans100% (4)
- Ed Current DynamometerDocumento3 pagineEd Current DynamometerOM MUNGELWARNessuna valutazione finora
- Model AR Ellipse® Annular Flow Meter PDFDocumento2 pagineModel AR Ellipse® Annular Flow Meter PDFjhorlanNessuna valutazione finora
- Edited Economics AsDocumento476 pagineEdited Economics AsShakeela ShanmuganathanNessuna valutazione finora
- ECU Mount-On-Engine Vibration StudyDocumento6 pagineECU Mount-On-Engine Vibration StudyElroy LeeNessuna valutazione finora
- Sungris BrochureDocumento8 pagineSungris Brochurechemasi123Nessuna valutazione finora
- ST Series Servo Motor: Beijing KND CNC Technique Co.,Ltd. 01.2012Documento21 pagineST Series Servo Motor: Beijing KND CNC Technique Co.,Ltd. 01.2012Dinos ArhNessuna valutazione finora
- Ptmail - m1021 - Ss - Ev Ultimate Market Intelligence ReportDocumento23 paginePtmail - m1021 - Ss - Ev Ultimate Market Intelligence ReportPIYUSH GOPALNessuna valutazione finora
- Type 316 Stainless Steel Properties & ApplicationsDocumento3 pagineType 316 Stainless Steel Properties & Applicationsh4josephNessuna valutazione finora
- Deepwater Training Seminar Presented ToDocumento36 pagineDeepwater Training Seminar Presented ToSergio Jesus MarquezNessuna valutazione finora
- ZhangDocumento21 pagineZhangjajajaja21Nessuna valutazione finora
- Masterpact NT and NW: Maintenance GuideDocumento32 pagineMasterpact NT and NW: Maintenance GuideRoshin99Nessuna valutazione finora
- Thermal Shock Resistant Neoceram Glass-CeramicDocumento2 pagineThermal Shock Resistant Neoceram Glass-CeramicAmândio PintoNessuna valutazione finora
- 5054 w08 QP 1Documento20 pagine5054 w08 QP 1mstudy123456Nessuna valutazione finora
- Site Effect Evaluation Using Spectral Ratios With Only One StationDocumento15 pagineSite Effect Evaluation Using Spectral Ratios With Only One StationJavier MtNessuna valutazione finora
- RP Manuale D'uso e Manutenzione - CAVALLINO CE PDFDocumento24 pagineRP Manuale D'uso e Manutenzione - CAVALLINO CE PDFMiraNessuna valutazione finora
- APC Back-Ups 350Documento2 pagineAPC Back-Ups 350Justin EndacottNessuna valutazione finora
- B23 B24 User Manual PDFDocumento168 pagineB23 B24 User Manual PDFAurel BodenmannNessuna valutazione finora
- 2ND YEAR PHYSICS Full Book Topical MCQS With ANSWERSDocumento47 pagine2ND YEAR PHYSICS Full Book Topical MCQS With ANSWERSArhamNessuna valutazione finora