Potrebbero piacerti anche
- Dynamics in One Complex Variable. (AM-160): (AM-160) - Third EditionDa EverandDynamics in One Complex Variable. (AM-160): (AM-160) - Third EditionNessuna valutazione finora
- Analog Circuit Design Volume 2: Immersion in the Black Art of Analog DesignDa EverandAnalog Circuit Design Volume 2: Immersion in the Black Art of Analog DesignNessuna valutazione finora
- Nireco Servojet Sj2: GeneralDocumento8 pagineNireco Servojet Sj2: GeneralKen JunNessuna valutazione finora
- High Precision Position Control of Electro-Hydraulic Servo SystemDocumento10 pagineHigh Precision Position Control of Electro-Hydraulic Servo Systemamin342Nessuna valutazione finora
- BD 330 Plus 3000 Plus Product Description EN Antwerp Ed01Documento6 pagineBD 330 Plus 3000 Plus Product Description EN Antwerp Ed01влад камрNessuna valutazione finora
- G761 CDS6673 D Moog Trubleshooting ManualDocumento4 pagineG761 CDS6673 D Moog Trubleshooting ManualRamesh BabuNessuna valutazione finora
- Binder 6Documento208 pagineBinder 6Sunil K100% (1)
- Bombas Parker Pvp16Documento10 pagineBombas Parker Pvp16Gustavo HuertasNessuna valutazione finora
- F 0077 e 55Documento6 pagineF 0077 e 55Bùi Cảnh TrungNessuna valutazione finora
- Turbine Off-Frequency Operation: GE Power SystemsDocumento4 pagineTurbine Off-Frequency Operation: GE Power Systemskcirrenwod100% (1)
- Moog Controllers MotionControllers Catalog enDocumento68 pagineMoog Controllers MotionControllers Catalog enKamillAL-akhras100% (1)
- Pump Wear RingsDocumento1 paginaPump Wear RingsLaxman Singh Sankhla100% (1)
- Device Summary EnglishDocumento14 pagineDevice Summary Englishكاظم محمدNessuna valutazione finora
- Centrifugal Compressor Surge Control SoftwareDocumento9 pagineCentrifugal Compressor Surge Control Softwareprashanth1965Nessuna valutazione finora
- Hysteresis Reduction in Hydraulic Proportional Valve ControlDocumento58 pagineHysteresis Reduction in Hydraulic Proportional Valve Controlkme100% (1)
- Moog Technical Bulletin 103Documento11 pagineMoog Technical Bulletin 103William PetersNessuna valutazione finora
- Moog ServoValves 72series Catalog enDocumento20 pagineMoog ServoValves 72series Catalog enChristopher YsitNessuna valutazione finora
- Reciprocating Diaphragm Pumps PDFDocumento16 pagineReciprocating Diaphragm Pumps PDFSushil GoswamiNessuna valutazione finora
- Baa1 PDFDocumento149 pagineBaa1 PDFfebyNessuna valutazione finora
- Flow Divider ExplainedDocumento2 pagineFlow Divider ExplainedSamir Benabdallah100% (1)
- MOOG X suvimacIIDocumento40 pagineMOOG X suvimacIIFrancisco Cordeiro0% (1)
- Moog New Tb117Documento24 pagineMoog New Tb117Hammad Ali Zaman100% (1)
- 0000868263Documento611 pagine0000868263Raden MasNessuna valutazione finora
- MoogDocumento4 pagineMoogHamzaKadNessuna valutazione finora
- Modeling Frequency Dependency of Gas Turbine OutputDocumento6 pagineModeling Frequency Dependency of Gas Turbine OutputDiego CarpioNessuna valutazione finora
- Dosing Pump (Lmi-Metering Pump)Documento44 pagineDosing Pump (Lmi-Metering Pump)Arifuddin NurdinNessuna valutazione finora
- Low Speed Fans Application Guide MiningDocumento20 pagineLow Speed Fans Application Guide MiningsanthoshdonNessuna valutazione finora
- W1500 Series Hydraulic Pump: Concentric ABDocumento12 pagineW1500 Series Hydraulic Pump: Concentric ABvut73 a100% (1)
- PM296 ManualDocumento77 paginePM296 ManualrajakprashantNessuna valutazione finora
- Introdution GB Ver 151021 - OffDocumento54 pagineIntrodution GB Ver 151021 - OffbrctlnNessuna valutazione finora
- SMC Air Unit Catalog - นิวเมติกDocumento15 pagineSMC Air Unit Catalog - นิวเมติกmon012100% (1)
- 10b Dodge SleevoilDocumento32 pagine10b Dodge SleevoilSofiane HalimiNessuna valutazione finora
- Proportional Control Valves ISO 4401 Size 05Documento8 pagineProportional Control Valves ISO 4401 Size 05Devendra BangarNessuna valutazione finora
- Ssht-0012 Lo ResDocumento152 pagineSsht-0012 Lo ResKelvin SudaniNessuna valutazione finora
- Product Manual 40183 (Revision K, 8/2018) : EML100 ActuatorDocumento24 pagineProduct Manual 40183 (Revision K, 8/2018) : EML100 Actuatoracil stop100% (1)
- N121-132A Servocontroller Power Supply SpecsDocumento6 pagineN121-132A Servocontroller Power Supply Specsnm2007kNessuna valutazione finora
- FlenderTechnical HandbookDocumento79 pagineFlenderTechnical HandbookTom TamponNessuna valutazione finora
- AsconDocumento21 pagineAsconDaniel Alejandro OrozcoNessuna valutazione finora
- Servovalve Assembly PDFDocumento17 pagineServovalve Assembly PDFmecambNessuna valutazione finora
- ABB MotorsDocumento22 pagineABB MotorsKhaled HassanNessuna valutazione finora
- 158ADocumento113 pagine158AashokNessuna valutazione finora
- Adjust Axial Bently Nevada ProbesDocumento3 pagineAdjust Axial Bently Nevada Probesmic-grNessuna valutazione finora
- Turbine Control Solution Parameter Reference Guide EP-DPCX18 PDFDocumento352 pagineTurbine Control Solution Parameter Reference Guide EP-DPCX18 PDFMahesh DivakarNessuna valutazione finora
- PROTECH MANUAL WOODWARD CompleteDocumento171 paginePROTECH MANUAL WOODWARD CompletejorisanNessuna valutazione finora
- 8277e200 g004Documento38 pagine8277e200 g004CRUCUERNessuna valutazione finora
- Regenerative Liquid Ring Pumps Review and Advances On Design and PerformanceDocumento20 pagineRegenerative Liquid Ring Pumps Review and Advances On Design and PerformanceBla BlaNessuna valutazione finora
- Eddy 2Documento8 pagineEddy 2mahetrpNessuna valutazione finora
- DHRC Catalog - F164LR.Documento28 pagineDHRC Catalog - F164LR.mdalt9180Nessuna valutazione finora
- Project ReportDocumento36 pagineProject Reportvishi89Nessuna valutazione finora
- Moog ServoValves G761and761Series InstallationInstructions enDocumento4 pagineMoog ServoValves G761and761Series InstallationInstructions entetsa zangetsuNessuna valutazione finora
- Systems Operator's Guide: Taurus™ 60 Industrial Power Generation (IPG) Gas Turbine-Driven Generator SetDocumento176 pagineSystems Operator's Guide: Taurus™ 60 Industrial Power Generation (IPG) Gas Turbine-Driven Generator SetGabriel MedinaNessuna valutazione finora
- VH60-100 Presentation Philippe ChabinDocumento46 pagineVH60-100 Presentation Philippe ChabinMohamedMansour50% (2)
- Transfer Function 1Documento24 pagineTransfer Function 1Ruben KandulnaNessuna valutazione finora
- Manual ValveExpert 7.1 EnglishDocumento59 pagineManual ValveExpert 7.1 EnglishMohamed SemedaNessuna valutazione finora
- Packaging Wrapping Machine Application NoteDocumento16 paginePackaging Wrapping Machine Application NoteAnuratNessuna valutazione finora
- Norgren - Guide To Clean Compressed AirDocumento24 pagineNorgren - Guide To Clean Compressed AirYongWei-Jin100% (1)
- Catalogo Thyripol Ingles - ExcitacaoDocumento14 pagineCatalogo Thyripol Ingles - ExcitacaoErbil KeskinNessuna valutazione finora
- Pub109-011!00!1114 Soldo Sy-Sw Switchbox FlyerDocumento4 paginePub109-011!00!1114 Soldo Sy-Sw Switchbox FlyerEric JohnsonNessuna valutazione finora
- A Study on How Servovalve Design Affects Closed-Loop Position Control PerformanceDocumento14 pagineA Study on How Servovalve Design Affects Closed-Loop Position Control PerformanceKhang TruongNessuna valutazione finora
- Manual PELTON PDFDocumento14 pagineManual PELTON PDFsyahirabdullahNessuna valutazione finora
- Making Sense of Pump Testing Standards - How Understanding Standards Can Impact The Bottom Line PDFDocumento24 pagineMaking Sense of Pump Testing Standards - How Understanding Standards Can Impact The Bottom Line PDF1sympatyagaNessuna valutazione finora
- Manual Vickers Control de ContaminaciónDocumento33 pagineManual Vickers Control de Contaminacióniosalcido100% (2)
- Derive Frequency Response From Step ResponseDocumento2 pagineDerive Frequency Response From Step Response1sympatyagaNessuna valutazione finora
- Pid Tuning Hydraulics ControlDocumento5 paginePid Tuning Hydraulics ControlgyinNessuna valutazione finora
- WIKA Pressure Gauge Hand BookDocumento436 pagineWIKA Pressure Gauge Hand BookSugumar Panneer SelvamNessuna valutazione finora
- Hydraulic ContaminationDocumento5 pagineHydraulic Contamination1sympatyagaNessuna valutazione finora
- Benefits of HI 14-6 FINAL FULL VERSION PDFDocumento8 pagineBenefits of HI 14-6 FINAL FULL VERSION PDF1sympatyagaNessuna valutazione finora
- High Performance in Centrifugal Pump Testing Standards PDFDocumento2 pagineHigh Performance in Centrifugal Pump Testing Standards PDFcalidad_bogotaNessuna valutazione finora
- Hose & Tubing AssembliesDocumento3 pagineHose & Tubing Assemblies1sympatyagaNessuna valutazione finora
- Discover how valve cartridges provide compact and customizable hydraulic control solutionsDocumento2 pagineDiscover how valve cartridges provide compact and customizable hydraulic control solutions1sympatyagaNessuna valutazione finora
- FittingsDocumento3 pagineFittings1sympatyagaNessuna valutazione finora
- Heat ExchangersDocumento4 pagineHeat ExchangersSankalp SrivastavaNessuna valutazione finora
- Hand PumpsDocumento1 paginaHand Pumps1sympatyagaNessuna valutazione finora
- CylindersDocumento8 pagineCylinders1sympatyagaNessuna valutazione finora
- AccumulatorsDocumento6 pagineAccumulators1sympatyagaNessuna valutazione finora
- Directional Control ValvesDocumento4 pagineDirectional Control Valves1sympatyagaNessuna valutazione finora
- FiltrationDocumento12 pagineFiltration1sympatyagaNessuna valutazione finora
- Valve FailureDocumento3 pagineValve Failure1sympatyagaNessuna valutazione finora
- Flow ControlDocumento5 pagineFlow ControlyogitatanavadeNessuna valutazione finora
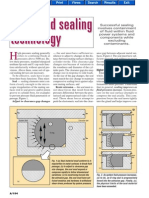
- Seals and Sealing TechnologyDocumento9 pagineSeals and Sealing Technology1sympatyagaNessuna valutazione finora
- CircuitsDocumento14 pagineCircuits1sympatyagaNessuna valutazione finora
- Electrohydraulic ValvesDocumento9 pagineElectrohydraulic Valves1sympatyagaNessuna valutazione finora
- ABEX ServovalvesDocumento1 paginaABEX Servovalves1sympatyagaNessuna valutazione finora
- Rotary to Linear Motion Mechanism Mini ProjectDocumento29 pagineRotary to Linear Motion Mechanism Mini ProjectRakshith B Industrial EngineeringNessuna valutazione finora
- Digimag0117 by NishanbalDocumento132 pagineDigimag0117 by NishanbalNishanbir Singh Bal100% (2)
- 3d Printer ReportDocumento18 pagine3d Printer ReportkharvaNessuna valutazione finora
- 4D Printing With Programmable PolymersDocumento36 pagine4D Printing With Programmable PolymersdevanshNessuna valutazione finora
- The Role of Powder Layer Thickness On The Quality ofDocumento8 pagineThe Role of Powder Layer Thickness On The Quality ofAbdul KhaladNessuna valutazione finora
- BioHack Academy 4 Design Your Own BiolabDocumento6 pagineBioHack Academy 4 Design Your Own BiolabNacho Delgado FerreiroNessuna valutazione finora
- LatihanDocumento60 pagineLatihanwahidms84Nessuna valutazione finora
- DMP Factory 350: Robust, High Quality Metal AM With Integrated Powder ManagementDocumento2 pagineDMP Factory 350: Robust, High Quality Metal AM With Integrated Powder ManagementNalla ThambiNessuna valutazione finora
- Media and Information LiteracyDocumento6 pagineMedia and Information LiteracyDarcy Ginn AlamaniNessuna valutazione finora
- 3D Printing Cliff Top ResortDocumento6 pagine3D Printing Cliff Top ResortShalini MinnaNessuna valutazione finora
- Selecting Layered Manufacturing or CNC Machining for PrototypingDocumento9 pagineSelecting Layered Manufacturing or CNC Machining for PrototypingMico StanojevicNessuna valutazione finora
- Unit III ShadingDocumento55 pagineUnit III ShadingJabin JoeNessuna valutazione finora
- .Dphu/Lzldwád: Wana Jest Na Nim Kamera. Na Rolecie Object TypeDocumento6 pagine.Dphu/Lzldwád: Wana Jest Na Nim Kamera. Na Rolecie Object TypehelionsaNessuna valutazione finora
- Monoprice Select Mini 3D Printer GuideDocumento41 pagineMonoprice Select Mini 3D Printer Guidespiders34Nessuna valutazione finora
- ER Cyient AR 2015 Full Book EN2Documento228 pagineER Cyient AR 2015 Full Book EN2lokesh38Nessuna valutazione finora
- Make Magazine - Volume 23Documento180 pagineMake Magazine - Volume 23spideyakNessuna valutazione finora
- Aws WJ 202002Documento122 pagineAws WJ 202002Reynaldo GarciaNessuna valutazione finora
- A6-L Operation Instruction2019.6.3Documento75 pagineA6-L Operation Instruction2019.6.3Bruno LópezNessuna valutazione finora
- The Lost-Wax Casting Process-Down To Basics: ConceptDocumento3 pagineThe Lost-Wax Casting Process-Down To Basics: ConceptRizuanul Arefin EmonNessuna valutazione finora
- Rapid PrototypingDocumento55 pagineRapid PrototypingPrashanth SaiNessuna valutazione finora
- A Study in The Effect of Different Nozzle Shapes and Fibre Reinforcement in 3D Pritable MortarDocumento23 pagineA Study in The Effect of Different Nozzle Shapes and Fibre Reinforcement in 3D Pritable MortarManu K MohanNessuna valutazione finora
- Computer Graphics Lec7 3D Object RepresentationDocumento10 pagineComputer Graphics Lec7 3D Object RepresentationAbdul Muqeet KhanNessuna valutazione finora
- (GPU Gems 1) Randima Fernando - GPU Gems - Programming Techniques, Tips and Tricks For Real-Time Graphics. 1-Addison-Wesley Professional (2004)Documento783 pagine(GPU Gems 1) Randima Fernando - GPU Gems - Programming Techniques, Tips and Tricks For Real-Time Graphics. 1-Addison-Wesley Professional (2004)Vishnu RamachandranNessuna valutazione finora
- Neha 2020 TendinteDocumento16 pagineNeha 2020 TendinteIrina BesliuNessuna valutazione finora
- Rapid Product Development - MMTDocumento5 pagineRapid Product Development - MMTSachin SharmaNessuna valutazione finora
- De Bortoli Candela Portfolio 2022 EngDocumento10 pagineDe Bortoli Candela Portfolio 2022 EngCandela De BortoliNessuna valutazione finora
- Integrated Product-Process Design - Material and Manufacturing Process Selection For Additive Manufacturing Using Multi-Criteria Decision MakingDocumento12 pagineIntegrated Product-Process Design - Material and Manufacturing Process Selection For Additive Manufacturing Using Multi-Criteria Decision MakingAnonymous 5AmJ13mLkNessuna valutazione finora
- The Effect of 3D Printing Filament Estrusion Process Parameters On Dimensional Accuracy and Strength Using PLA-Brass FilamentsDocumento16 pagineThe Effect of 3D Printing Filament Estrusion Process Parameters On Dimensional Accuracy and Strength Using PLA-Brass FilamentsAditya AfNessuna valutazione finora
- Perspective 2015 Mar AprDocumento68 paginePerspective 2015 Mar AprEsteban Chaires ArciniegaNessuna valutazione finora
- The Importance of Additive ManufacturingDocumento9 pagineThe Importance of Additive ManufacturingraviNessuna valutazione finora