Potrebbero piacerti anche
- Gardel Lepera El Dia Que Me Quieras Arr Victor Villadangos PDFDocumento3 pagineGardel Lepera El Dia Que Me Quieras Arr Victor Villadangos PDFItalo Bruno Accini100% (1)
- Csec Chemistry Paper 2 June 2018Documento19 pagineCsec Chemistry Paper 2 June 2018Winter55% (11)
- Corelli BarbirolliDocumento4 pagineCorelli BarbirolliBrecht Horemans100% (1)
- Hvac - Centralized AC SystemDocumento21 pagineHvac - Centralized AC SystemVala Vraj M.Nessuna valutazione finora
- Process Audit DataDocumento9 pagineProcess Audit DataMukesh YadavNessuna valutazione finora
- Chemistry Teacher Mathematics Support GuideDocumento34 pagineChemistry Teacher Mathematics Support GuideGazar100% (1)
- Example 3 Relating Downhole Rate With The Rate at Standard ConditionsDocumento8 pagineExample 3 Relating Downhole Rate With The Rate at Standard ConditionsMaisam AbbasNessuna valutazione finora
- Serenade No 2 For Guitar and Piano by Amon Op 123Documento13 pagineSerenade No 2 For Guitar and Piano by Amon Op 123scrublinuxNessuna valutazione finora
- Light Notes - Form 1Documento42 pagineLight Notes - Form 1Nur Nadiah67% (3)
- Img 0020Documento1 paginaImg 0020Venkateshan VenuNessuna valutazione finora
- Empirical Metallogeny: Depositional Environments, Lithologic Associations and Metallic OresDa EverandEmpirical Metallogeny: Depositional Environments, Lithologic Associations and Metallic OresNessuna valutazione finora
- 3-Multipressure Systems PDFDocumento17 pagine3-Multipressure Systems PDFjamkzieNessuna valutazione finora
- Grade 10 Science SNC2D Review Unit 4 PhysicsDocumento6 pagineGrade 10 Science SNC2D Review Unit 4 PhysicsRiazNessuna valutazione finora
- Coordination TheoryDocumento38 pagineCoordination TheorySLEVINPJOY100% (11)
- Additives For CoatingsDocumento42 pagineAdditives For Coatingsamarghumatkar_466819100% (1)
- LPGDocumento8 pagineLPGraritylimNessuna valutazione finora
- AscoDocumento1 paginaAscoSudipto MajumderNessuna valutazione finora
- Gold and Silver StringsDocumento17 pagineGold and Silver StringsBrian TruongNessuna valutazione finora
- Operator Crane CertificateDocumento5 pagineOperator Crane CertificateDedy SulistyoNessuna valutazione finora
- Compressor Spec+Schem SMDocumento4 pagineCompressor Spec+Schem SMjoeeNessuna valutazione finora
- PG 3Documento1 paginaPG 3Khoo Rui JieNessuna valutazione finora
- F, Euylf : Ald ItDocumento1 paginaF, Euylf : Ald ItFiel A'nNessuna valutazione finora
- F, Euylf : Ald ItDocumento1 paginaF, Euylf : Ald ItFiel A'nNessuna valutazione finora
- L' 0 o Ro Li I O11: To 11HI I11 IncluDocumento1 paginaL' 0 o Ro Li I O11: To 11HI I11 IncluSaksham BargujarNessuna valutazione finora
- FedEx Scan 2024-02-29 - 12-33-18Documento1 paginaFedEx Scan 2024-02-29 - 12-33-18Star WarytchNessuna valutazione finora
- Img 20220223 0001Documento1 paginaImg 20220223 0001Korawut OiuphuangNessuna valutazione finora
- Omega Lighting EF7251-7252-7253-7262 HID MV & MH Cylinder Spec Sheet 11-80Documento2 pagineOmega Lighting EF7251-7252-7253-7262 HID MV & MH Cylinder Spec Sheet 11-80Alan MastersNessuna valutazione finora
- 6 Arlay-Ic: Ex L - LT, .LDocumento3 pagine6 Arlay-Ic: Ex L - LT, .LNiax PhotosNessuna valutazione finora
- Speed 08Documento1 paginaSpeed 08docpot2008Nessuna valutazione finora
- Volumetric Flow Rate of Gas From Temperature LogsDocumento16 pagineVolumetric Flow Rate of Gas From Temperature LogsmbwassefNessuna valutazione finora
- Acct 385 Blocher El1-33Documento14 pagineAcct 385 Blocher El1-33Queen Jean MielNessuna valutazione finora
- A13 RepairedDocumento12 pagineA13 RepairedManuel RMNessuna valutazione finora
- O ,". R3# Tbi:,'#',?:Ibti (3F, T TL, Ilq ', (P, Lsco) : 41 '/ TT, RLDocumento2 pagineO ,". R3# Tbi:,'#',?:Ibti (3F, T TL, Ilq ', (P, Lsco) : 41 '/ TT, RLMuhammad SõhãgNessuna valutazione finora
- Doorsnede TT4000Documento3 pagineDoorsnede TT4000Benno WerklustNessuna valutazione finora
- Osc Xtal 2Documento5 pagineOsc Xtal 2Milenka Alejandra BeltranNessuna valutazione finora
- 40 KL OhsrDocumento11 pagine40 KL Ohsrajay palweNessuna valutazione finora
- Head Packs 3Documento5 pagineHead Packs 3Blanca LechugaNessuna valutazione finora
- 12m3shovel HydraulicDocumento187 pagine12m3shovel HydraulicTECHNOLOGY GURUNessuna valutazione finora
- T1",,, LLLLR - : - I: (Ffi, (Documento15 pagineT1",,, LLLLR - : - I: (Ffi, (Dante amezquitaNessuna valutazione finora
- Sahrul Ramadhani. MP1.JSR.20 THNDocumento1 paginaSahrul Ramadhani. MP1.JSR.20 THNYUDHANessuna valutazione finora
- Zéteh+De: CFRBLBDocumento3 pagineZéteh+De: CFRBLBJhonny Andrei Lazcano OrdoñezNessuna valutazione finora
- CH 3Documento25 pagineCH 3Fàrhàt HossainNessuna valutazione finora
- Log Sheet OsmotronDocumento3 pagineLog Sheet OsmotronhardhanNessuna valutazione finora
- ELECTROCHEMISTRYDocumento6 pagineELECTROCHEMISTRYdavidchungu47Nessuna valutazione finora
- Casanova - Johan de Meij Flauta 2Documento8 pagineCasanova - Johan de Meij Flauta 2Tete GarcíaNessuna valutazione finora
- Speed 13Documento1 paginaSpeed 13docpot2008Nessuna valutazione finora
- Evaluasi Vendor 2015Documento24 pagineEvaluasi Vendor 2015Ricardo RaphaelNessuna valutazione finora
- 03 Electrical Drawing - Ultromat Ulta AT0 400 To 4000Documento17 pagine03 Electrical Drawing - Ultromat Ulta AT0 400 To 4000Febri IrvandroNessuna valutazione finora
- Ilide - Info Cap 7 Listo Recombinar y Planta Produccion PRDocumento29 pagineIlide - Info Cap 7 Listo Recombinar y Planta Produccion PRmuhammad taufikNessuna valutazione finora
- Sim-Bin-B Ohl 2 (+R2, +V)Documento46 pagineSim-Bin-B Ohl 2 (+R2, +V)ericNessuna valutazione finora
- Figures 2012Documento12 pagineFigures 2012amin alzuraikiNessuna valutazione finora
- Zurn Light CommercialDocumento2 pagineZurn Light CommercialmarcoplumbingNessuna valutazione finora
- Incoming Inspection Report - Shaft Disc DP22Documento1 paginaIncoming Inspection Report - Shaft Disc DP22วชิระ แซ่กวานNessuna valutazione finora
- Page 032Documento1 paginaPage 032docpot2008Nessuna valutazione finora
- LevelDocumento32 pagineLevelSimo Cold EyesNessuna valutazione finora
- American Airlines DC-6 Operations ManualDocumento413 pagineAmerican Airlines DC-6 Operations Manualsimonduder85Nessuna valutazione finora
- PS Endotoxins and ExotoxinsDocumento6 paginePS Endotoxins and ExotoxinsShalini MNessuna valutazione finora
- Wavetek 184 Service ID13489Documento13 pagineWavetek 184 Service ID13489Demartino MicheleNessuna valutazione finora
- Exam 1Documento4 pagineExam 1Fawaz PartoNessuna valutazione finora
- Questions PDFDocumento61 pagineQuestions PDFAhmed JamalNessuna valutazione finora
- COO - Cummins-Stamford 200 KVA SilentDocumento3 pagineCOO - Cummins-Stamford 200 KVA SilentSinaralam TVNessuna valutazione finora
- Exercice 7 TD RDM PDFDocumento4 pagineExercice 7 TD RDM PDFNapsterNessuna valutazione finora
- K VTTT: / PFLC Etr Clina 9roDocumento1 paginaK VTTT: / PFLC Etr Clina 9roAnang KurniawanNessuna valutazione finora
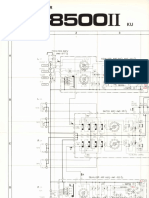
- Pioneer SA 8500 II SchematicDocumento6 paginePioneer SA 8500 II SchematicTháiVũNessuna valutazione finora
- Khalda ExamsDocumento40 pagineKhalda ExamsEssa AboMaeenNessuna valutazione finora
- Yeremia Putra Sinaga. PPS - Byg. 19 THNDocumento1 paginaYeremia Putra Sinaga. PPS - Byg. 19 THNYUDHANessuna valutazione finora
- CHP 5 Lec 1Documento7 pagineCHP 5 Lec 1Fahad Hassan 1420607030Nessuna valutazione finora
- The Spectral Theory of Toeplitz Operators. (AM-99), Volume 99Da EverandThe Spectral Theory of Toeplitz Operators. (AM-99), Volume 99Nessuna valutazione finora
- ! 19 Organic Rankine CycleDocumento14 pagine! 19 Organic Rankine Cyclesapcuta16smenNessuna valutazione finora
- Mass Transfer CoefficientDocumento5 pagineMass Transfer CoefficientPinjala AnoopNessuna valutazione finora
- Antecedentes 2Documento26 pagineAntecedentes 2Carlos Mario Ortiz MuñozNessuna valutazione finora
- Pressure Drop in Reactors Calc.Documento22 paginePressure Drop in Reactors Calc.Arka Pravo BandyopadhyayNessuna valutazione finora
- Fire SafetyDocumento36 pagineFire SafetyEunnice M. MagculangNessuna valutazione finora
- Journal On Observation of The Refraction of Light Using An Optical DiskDocumento3 pagineJournal On Observation of The Refraction of Light Using An Optical DiskJuvinch R. VicenteNessuna valutazione finora
- Solid State Chem PCHM 410Documento57 pagineSolid State Chem PCHM 410Siva Kumar BellirajNessuna valutazione finora
- Dianzuo Wang (Auth.) - Flotation Reagents - Applied Surface Chemistry On Minerals Flotation and Energy Resources Beneficiation - Volume 1 - Functional Principle-Springer Singapore (2016) - 6Documento2 pagineDianzuo Wang (Auth.) - Flotation Reagents - Applied Surface Chemistry On Minerals Flotation and Energy Resources Beneficiation - Volume 1 - Functional Principle-Springer Singapore (2016) - 6vahidNessuna valutazione finora
- Fwa Che 3613 Mock PDFDocumento15 pagineFwa Che 3613 Mock PDFMaha Al MansouriNessuna valutazione finora
- Croda HLB Guide - Streamline Your Formulation ProcessDocumento21 pagineCroda HLB Guide - Streamline Your Formulation ProcessIsmael ArciniegasNessuna valutazione finora
- Logic PuzzleufhfgDocumento1 paginaLogic Puzzleufhfgkjj77600% (2)
- Chemical Engineering 3: Lecture 9: Spray DryingDocumento18 pagineChemical Engineering 3: Lecture 9: Spray DryingAlexandra CarvajalNessuna valutazione finora
- Tutorial On Electrolysis and Faraday's Law.: Prepared by Lawrence KokDocumento27 pagineTutorial On Electrolysis and Faraday's Law.: Prepared by Lawrence KokoscarbecNessuna valutazione finora
- PhotometryDocumento2 paginePhotometryHugo WNessuna valutazione finora
- Modes in Optical FibersDocumento6 pagineModes in Optical Fibersbung_hizNessuna valutazione finora
- Astm A 380 - 99 - Qtm4maDocumento12 pagineAstm A 380 - 99 - Qtm4maEjat ISNessuna valutazione finora
- QuizDocumento4 pagineQuizBaraa SharifNessuna valutazione finora
- Studied Refrigerants: 7 IIR Gustav Lorentzen Conference On Natural Working Fluids, Trondheim, Norway, May 28-31, 2006Documento1 paginaStudied Refrigerants: 7 IIR Gustav Lorentzen Conference On Natural Working Fluids, Trondheim, Norway, May 28-31, 2006amogmhetreNessuna valutazione finora
- WT ch1Documento20 pagineWT ch1አድሜ ልስልሱNessuna valutazione finora
- Effectively Control Column PressureDocumento12 pagineEffectively Control Column PressurefedecvazquezNessuna valutazione finora
- Sodium Hydride 60 Percent in OilDocumento3 pagineSodium Hydride 60 Percent in Oilbhawanisr@gmail.comNessuna valutazione finora