Potrebbero piacerti anche
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Smart Street Light ProgramDocumento5 pagineSmart Street Light Programapi-553037030Nessuna valutazione finora
- MaterialsDocumento285 pagineMaterialsMurdock Howling MadNessuna valutazione finora
- RapportStage SOCOTUDocumento20 pagineRapportStage SOCOTUdorsafhasni69Nessuna valutazione finora
- Syllabus Income TaxationDocumento10 pagineSyllabus Income TaxationValery Joy CerenadoNessuna valutazione finora
- Resume For Deck CadetDocumento4 pagineResume For Deck CadetDaniel M. MartinNessuna valutazione finora
- TTMA RP 32 EngDocumento3 pagineTTMA RP 32 Englinh caca huynhNessuna valutazione finora
- Reviewer RCCPDocumento27 pagineReviewer RCCPGodwin De GuzmanNessuna valutazione finora
- HSE Program 2017 - FinalDocumento12 pagineHSE Program 2017 - FinalAbdul Hamid Tasra100% (2)
- Copper: Definition, Mineralogy and DepositsDocumento28 pagineCopper: Definition, Mineralogy and DepositsCristian Jeison Mendoza100% (1)
- Job and Process IDocumento19 pagineJob and Process IsajjadNessuna valutazione finora
- nomination-form-6873-MAZAHIR HUSSAINDocumento3 paginenomination-form-6873-MAZAHIR HUSSAINMazahir HussainNessuna valutazione finora
- 01 Six Sigma Methodology - Wisnu & SadonoDocumento3 pagine01 Six Sigma Methodology - Wisnu & SadonojefrymedanNessuna valutazione finora
- Types of Electrical Wiring DevicesDocumento22 pagineTypes of Electrical Wiring DevicesYson B. LeritNessuna valutazione finora
- EBM Workshop - Chondroitin Sulfate On OsteoarthritisDocumento55 pagineEBM Workshop - Chondroitin Sulfate On OsteoarthritisFAMED RESIDENTS CESMEDNessuna valutazione finora
- John Paulding MuseumDocumento4 pagineJohn Paulding Museumapi-316020003Nessuna valutazione finora
- Triple Screw PumpsDocumento2 pagineTriple Screw PumpsSaravanan SelvaNessuna valutazione finora
- Grounds To Set Aside Ex Parte DecreeDocumento4 pagineGrounds To Set Aside Ex Parte DecreeZaanNessuna valutazione finora
- Pearl and Dean (Phil.) Inc. v. Shoemart, Inc. and North Edsa Marketing Inc GR 148222, August 15, 2003Documento13 paginePearl and Dean (Phil.) Inc. v. Shoemart, Inc. and North Edsa Marketing Inc GR 148222, August 15, 2003Jeng Pion100% (1)
- IOT Practical 2021-22Documento25 pagineIOT Practical 2021-22Abhi AbhiNessuna valutazione finora
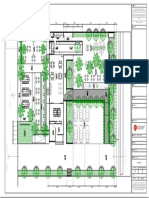
- Layout CitarasaDocumento1 paginaLayout CitarasaMuchammad Ugi SyahroniNessuna valutazione finora
- UBG 04LX F01 Datasheet2Documento6 pagineUBG 04LX F01 Datasheet2malirezazadeh5549Nessuna valutazione finora
- Gen Info Reviewer PDFDocumento6 pagineGen Info Reviewer PDFJhocell Maureen FelicianoNessuna valutazione finora
- Inner Mongolia ProspectusDocumento300 pagineInner Mongolia ProspectusSean GrayNessuna valutazione finora
- 23 Napocor vs. CbaaDocumento23 pagine23 Napocor vs. CbaaAnonymous 12BvdWEWyNessuna valutazione finora
- Product-Overview 2012 ESU-KG en EbookDocumento64 pagineProduct-Overview 2012 ESU-KG en EbookstefanofagnaniNessuna valutazione finora
- Fullsummary PDFDocumento118 pagineFullsummary PDFEsa SulyNessuna valutazione finora
- NDEC Medication Standing Orders General InformationDocumento2 pagineNDEC Medication Standing Orders General InformationSillieteNessuna valutazione finora
- Advanced Control System by N.D.prasadDocumento26 pagineAdvanced Control System by N.D.prasadAshish IndarapuNessuna valutazione finora
- An130b6fph (2006)Documento96 pagineAn130b6fph (2006)Kira FulgencioNessuna valutazione finora
- Schiavi Enc Met Page023Documento1 paginaSchiavi Enc Met Page023Adel AdelNessuna valutazione finora