Potrebbero piacerti anche
- Structural steel design module on welded connectionsDocumento9 pagineStructural steel design module on welded connectionsdash1991Nessuna valutazione finora
- As 1463-1988 Polyethylene Pipe Extrusion CompoundsDocumento6 pagineAs 1463-1988 Polyethylene Pipe Extrusion CompoundsSAI Global - APACNessuna valutazione finora
- CH Fume Extraction System RSP BF#1Documento7 pagineCH Fume Extraction System RSP BF#1bappabatliboi100% (1)
- Welded Joint, Welded ConnectionsDocumento45 pagineWelded Joint, Welded ConnectionsRaju Sharma67% (12)
- High Level Cyber Security Assessment - Detailed ReportDocumento57 pagineHigh Level Cyber Security Assessment - Detailed Reportdobie_e_martinNessuna valutazione finora
- Ldo Storage Tank Calculation 170Documento6 pagineLdo Storage Tank Calculation 170م.ذكى فضل ذكى100% (1)
- Manufacturing Data ReportDocumento14 pagineManufacturing Data Reportfuransu777Nessuna valutazione finora
- TIMAS-PR-PI-002 - Installation Procedure For Pipe SupportDocumento14 pagineTIMAS-PR-PI-002 - Installation Procedure For Pipe SupportMechanical Static WRKNessuna valutazione finora
- Heat TreatmentDocumento14 pagineHeat TreatmentAkhilesh KumarNessuna valutazione finora
- Dci Epe Bladder AccumulatorsDocumento43 pagineDci Epe Bladder AccumulatorsMiguel YudegoNessuna valutazione finora
- Checklist Steam BlowingDocumento2 pagineChecklist Steam Blowingyushveer002Nessuna valutazione finora
- Instructed By: Hossein Sadeghi: An Introduction To Welded Tanks For Oil Storage, Api Standard 650Documento287 pagineInstructed By: Hossein Sadeghi: An Introduction To Welded Tanks For Oil Storage, Api Standard 650Tania HuqNessuna valutazione finora
- DATA SHEET FOR OVERHEAD CRANEDocumento2 pagineDATA SHEET FOR OVERHEAD CRANENurcahyo Djati WNessuna valutazione finora
- Bolt Tensioning: What is it and how does it workDocumento2 pagineBolt Tensioning: What is it and how does it work4jawwy markme026Nessuna valutazione finora
- BTE Dome Brochure Jun 10Documento2 pagineBTE Dome Brochure Jun 10م.ذكى فضل ذكىNessuna valutazione finora
- Annular Plate RemovalDocumento2 pagineAnnular Plate RemovalVishvjeet Prakash TiwariNessuna valutazione finora
- Bracing ConnectionsDocumento3 pagineBracing ConnectionspradeeshNessuna valutazione finora
- Pipe Flow Calculations PDFDocumento12 paginePipe Flow Calculations PDFharrypop418Nessuna valutazione finora
- ASMESectionVIIIDivision1 WeldNeckFlangeCalc PDFDocumento8 pagineASMESectionVIIIDivision1 WeldNeckFlangeCalc PDFLisa MaloneNessuna valutazione finora
- SP-2069 Specification For Pressure VesselsDocumento68 pagineSP-2069 Specification For Pressure Vesselsarjunprasannan7Nessuna valutazione finora
- New Storage Tanks Design GuidelinesDocumento6 pagineNew Storage Tanks Design GuidelineschrisevabNessuna valutazione finora
- JMS For Erection of Stiffener Angle With Existing Curb Channel With Erection of Deflector Plate Arrangement For Tank006Documento9 pagineJMS For Erection of Stiffener Angle With Existing Curb Channel With Erection of Deflector Plate Arrangement For Tank006AshutoshNessuna valutazione finora
- Dust Collector Installation ProcedureDocumento9 pagineDust Collector Installation Procedureadil shidiq100% (1)
- HEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEDocumento7 pagineHEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEhgagNessuna valutazione finora
- 110 KG CastingsDocumento4 pagine110 KG CastingsGurudutta MishraNessuna valutazione finora
- Relief Valve - TypesDocumento2 pagineRelief Valve - Typesyushveer002Nessuna valutazione finora
- WI06-0260 Calculations For Obround Nozzle ConnectionsDocumento4 pagineWI06-0260 Calculations For Obround Nozzle ConnectionskumarNessuna valutazione finora
- Tank Venting API 2000Documento3 pagineTank Venting API 2000Gusfi CarsurinNessuna valutazione finora
- Static Pressure Calculation SheetDocumento24 pagineStatic Pressure Calculation SheetMuhammad ZubairNessuna valutazione finora
- Operation Manual HLJDocumento45 pagineOperation Manual HLJjoegrantosNessuna valutazione finora
- Prefab building 81x27 Thallian FWODocumento3 paginePrefab building 81x27 Thallian FWOSagheer Ahmed100% (1)
- 15 ConcretingDocumento22 pagine15 ConcretingAkhilesh KumarNessuna valutazione finora
- Design and Study of Floating Roofs For Oil Storage TanksDocumento12 pagineDesign and Study of Floating Roofs For Oil Storage TanksDavid RodriguesNessuna valutazione finora
- ControTrace Installation Checklist PipeDocumento1 paginaControTrace Installation Checklist PipeEnoch TwumasiNessuna valutazione finora
- Foundation Option For LNG TanksDocumento2 pagineFoundation Option For LNG TankssekarsanthanamNessuna valutazione finora
- DheerajDocumento7 pagineDheerajSaksham KakarNessuna valutazione finora
- Disclosure To Promote The Right To InformationDocumento289 pagineDisclosure To Promote The Right To InformationAshish Pattanaik100% (1)
- Concrete Cube Test Report: Cast Laboratories Pte LTDDocumento1 paginaConcrete Cube Test Report: Cast Laboratories Pte LTDsawwahwahNessuna valutazione finora
- Development of a Cone: Dimensions, Calculations & WeightDocumento1 paginaDevelopment of a Cone: Dimensions, Calculations & WeightnileshNessuna valutazione finora
- 9178 2 PDFDocumento39 pagine9178 2 PDFvivekNessuna valutazione finora
- 07 Piping BOQDocumento54 pagine07 Piping BOQHRK65Nessuna valutazione finora
- Hydrualic Tube Expansion Vs Metallic Tube ExpansionDocumento3 pagineHydrualic Tube Expansion Vs Metallic Tube ExpansionNath BoyapatiNessuna valutazione finora
- Employee Performance TrackerDocumento3 pagineEmployee Performance Trackerrinosh rajuNessuna valutazione finora
- Aero FlexDocumento32 pagineAero Flexdharamvirpmp100% (1)
- IIT Hyderabad Faculty Housing Design CalculationsDocumento33 pagineIIT Hyderabad Faculty Housing Design CalculationssmijusNessuna valutazione finora
- Enquiry Form EOT CranesDocumento4 pagineEnquiry Form EOT Cranesvinay goyalNessuna valutazione finora
- Anchor Bolt Types A and B SpecificationsDocumento1 paginaAnchor Bolt Types A and B SpecificationsmodarthNessuna valutazione finora
- Bolted Flange Design According To ASME Section VIII Division 1Documento18 pagineBolted Flange Design According To ASME Section VIII Division 1LORENA REISNessuna valutazione finora
- UN 9252-02 Part 1 - UD-AU-000-EB-00019 PDFDocumento17 pagineUN 9252-02 Part 1 - UD-AU-000-EB-00019 PDFManjeet Saini100% (1)
- RO Tank Lifting Lug Design AnalysisDocumento1 paginaRO Tank Lifting Lug Design AnalysisSarfarazNessuna valutazione finora
- Lesson 0.1 - Precalculus - Math MedicDocumento2 pagineLesson 0.1 - Precalculus - Math Medicfeng yanNessuna valutazione finora
- Composite Tank FinalDocumento30 pagineComposite Tank FinalAmru AmruteshNessuna valutazione finora
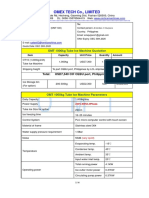
- OMT 1T Tube Ice Machine Quotation 201226 PDFDocumento6 pagineOMT 1T Tube Ice Machine Quotation 201226 PDFARISNessuna valutazione finora
- Operation Manual For Automatic Girth Welder Model Agw-1Documento29 pagineOperation Manual For Automatic Girth Welder Model Agw-1mdk50Nessuna valutazione finora
- Liquid Overfeed Systems by R. P. ParanjpeyDocumento15 pagineLiquid Overfeed Systems by R. P. Paranjpeyurp30234Nessuna valutazione finora
- Post Weld Heat Treatment ProcedureDocumento18 paginePost Weld Heat Treatment Proceduremohd as shahiddin jafriNessuna valutazione finora
- TRU Waste Processing Center PBVS Design DescriptionDocumento37 pagineTRU Waste Processing Center PBVS Design DescriptionShaimaa SaadNessuna valutazione finora
- ST 37-2 Steel, ST 37-2 Structure Steel, ST 37-2 Equivalent-Seed SteelDocumento1 paginaST 37-2 Steel, ST 37-2 Structure Steel, ST 37-2 Equivalent-Seed SteelPeddi Raja MohanNessuna valutazione finora
- Filletweld 1Documento4 pagineFilletweld 1Prakash RajNessuna valutazione finora
- HEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEDocumento8 pagineHEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEhgagNessuna valutazione finora
- Amfah Infrastructures Pvt. Ltd. ProfileDocumento18 pagineAmfah Infrastructures Pvt. Ltd. ProfileAjay Singh LucknowNessuna valutazione finora
- Lloyd S Register Sec. III 2015 Edition OverviewDocumento23 pagineLloyd S Register Sec. III 2015 Edition OverviewYoshua PortugalNessuna valutazione finora
- 5.1.5.7 Shell-to-Bottom Fillet Welds: FT) D DDocumento1 pagina5.1.5.7 Shell-to-Bottom Fillet Welds: FT) D DRajaramNessuna valutazione finora
- Steel Structure 1Documento14 pagineSteel Structure 1Ranajit MajhiNessuna valutazione finora
- Welded Connections: Chapter Twenty OneDocumento14 pagineWelded Connections: Chapter Twenty OnePaul RoqueNessuna valutazione finora
- How To Use Psychrometric ChartDocumento3 pagineHow To Use Psychrometric Chartyushveer002Nessuna valutazione finora
- Effects of Rising Feed and Labor CostsDocumento14 pagineEffects of Rising Feed and Labor Costsyushveer002Nessuna valutazione finora
- Social Relief To Distress ProblemsDocumento74 pagineSocial Relief To Distress Problemsyushveer002Nessuna valutazione finora
- Steam Blow Out - Target PlateDocumento1 paginaSteam Blow Out - Target Plateyushveer002Nessuna valutazione finora
- SHAFT WHEEL D - NU205 E Cylindrical Roller Bearings - AST BearingsDocumento1 paginaSHAFT WHEEL D - NU205 E Cylindrical Roller Bearings - AST Bearingsyushveer002Nessuna valutazione finora
- Definition Change ManagementDocumento8 pagineDefinition Change Managementyushveer002Nessuna valutazione finora
- Technical WeldingDocumento5 pagineTechnical Weldingyushveer002Nessuna valutazione finora
- Specsheet Wheel 2Documento2 pagineSpecsheet Wheel 2yushveer002Nessuna valutazione finora
- Cylindrical Roller Bearings - AST BearingsDocumento2 pagineCylindrical Roller Bearings - AST Bearingsyushveer002Nessuna valutazione finora
- 6201-2Z - SKF Deep Groove Ball Bearing 6201-2Z 12mm I.D, 32mm ODocumento2 pagine6201-2Z - SKF Deep Groove Ball Bearing 6201-2Z 12mm I.D, 32mm Oyushveer002Nessuna valutazione finora
- VLOOKUP Function - Office SupportDocumento6 pagineVLOOKUP Function - Office Supportyushveer002Nessuna valutazione finora
- A9 BoltsDocumento1 paginaA9 Boltsyushveer002Nessuna valutazione finora
- BS 3059-1Documento9 pagineBS 3059-1yushveer002Nessuna valutazione finora
- BEST 10 Condidates - HSCGCE AAS Level Examination - Octobernovember 2007Documento2 pagineBEST 10 Condidates - HSCGCE AAS Level Examination - Octobernovember 2007yushveer002Nessuna valutazione finora
- Angles Bars Plates - PlatesDocumento12 pagineAngles Bars Plates - Platesyushveer002Nessuna valutazione finora
- Us SteelDocumento7 pagineUs Steelyushveer002Nessuna valutazione finora
- Authentication, Authorization, Availability, Confidentiality and IntegrityDocumento2 pagineAuthentication, Authorization, Availability, Confidentiality and Integrityyushveer002Nessuna valutazione finora
- The BCG Growth-Share MatrixDocumento2 pagineThe BCG Growth-Share Matrixyushveer002Nessuna valutazione finora
- Economy of MauritiusDocumento7 pagineEconomy of Mauritiusyushveer002Nessuna valutazione finora
- Event Rulebook Authorsgate 3.0 IEEE SB KUETDocumento9 pagineEvent Rulebook Authorsgate 3.0 IEEE SB KUETKUET²⁰²¹Nessuna valutazione finora
- OhmDocumento15 pagineOhmRhonnel Manatad Alburo88% (17)
- Emp Unit-1 Communication SkillsDocumento14 pagineEmp Unit-1 Communication SkillsSaraswathi GopalNessuna valutazione finora
- Hwids - 2012 05 22 - 19 04 00Documento9 pagineHwids - 2012 05 22 - 19 04 00RONAL DAMIANO PAREJANessuna valutazione finora
- P - Issn: 2503-4413 E - Issn: 2654-5837, Hal 35 - 42: Jurnal Ekonomi Dan Bisnis, Vol. 11 No. 1 Juli 2022Documento8 pagineP - Issn: 2503-4413 E - Issn: 2654-5837, Hal 35 - 42: Jurnal Ekonomi Dan Bisnis, Vol. 11 No. 1 Juli 2022Nova KartikaNessuna valutazione finora
- AS 2 Communication in Health, Social Care and Early Years Settings EguideDocumento25 pagineAS 2 Communication in Health, Social Care and Early Years Settings EguideAmy liliet BajahaNessuna valutazione finora
- Gr07 S DanceDocumento17 pagineGr07 S DanceMaliNessuna valutazione finora
- Factors Affecting Drying Rates and MechanismsDocumento4 pagineFactors Affecting Drying Rates and MechanismsMahesh VoraNessuna valutazione finora
- List of British StandardsDocumento6 pagineList of British StandardsPankajNessuna valutazione finora
- Intermediate Financial Management 13th Edition Brigham Test BankDocumento25 pagineIntermediate Financial Management 13th Edition Brigham Test BankMonicaHoustonwjtgz100% (56)
- 2017 NEC Table of ContentsDocumento124 pagine2017 NEC Table of ContentsFaheem PP13Nessuna valutazione finora
- Tutorial Quartus II Simulation VHDLDocumento27 pagineTutorial Quartus II Simulation VHDLHeitor B. S. BezerraNessuna valutazione finora
- Worksheet Chapter 50 Introduction To Ecology The Scope of EcologyDocumento2 pagineWorksheet Chapter 50 Introduction To Ecology The Scope of EcologyFernando CastilloNessuna valutazione finora
- Materials Selection For Engineering DesignDocumento31 pagineMaterials Selection For Engineering Designsyamsudin2006Nessuna valutazione finora
- Job Order Costing ExplainedDocumento43 pagineJob Order Costing ExplainedZovia Lucio100% (1)
- Book 3: The SiphonophoresDocumento29 pagineBook 3: The SiphonophoresRaquel SilvaNessuna valutazione finora
- Pointer C++ (UAMD)Documento6 paginePointer C++ (UAMD)SaiDj DulevicNessuna valutazione finora
- General Chemistry 2 - LAS 2 LEARNING CAPSULEDocumento5 pagineGeneral Chemistry 2 - LAS 2 LEARNING CAPSULEMark RazNessuna valutazione finora
- Troubleshooting Lab 1Documento1 paginaTroubleshooting Lab 1Lea SbaizNessuna valutazione finora
- Mathematics 10 Performance Task 1Documento2 pagineMathematics 10 Performance Task 1SnowNessuna valutazione finora
- Ropes and Wires: Malaysian Maritime Academy/Seamanship/May2003 1 of 6Documento6 pagineRopes and Wires: Malaysian Maritime Academy/Seamanship/May2003 1 of 6Rohit SinghNessuna valutazione finora
- Lesson 5: Cultural Relativism: Learning OutcomesDocumento4 pagineLesson 5: Cultural Relativism: Learning OutcomesGanda GandaNessuna valutazione finora
- Maths ReportDocumento3 pagineMaths ReportShishir BogatiNessuna valutazione finora
- Anthony Robbins With Harvard Business SchoolDocumento3 pagineAnthony Robbins With Harvard Business SchoolluffylovemangaNessuna valutazione finora
- Installation Procedure for Castwel Supercast-II CastableDocumento3 pagineInstallation Procedure for Castwel Supercast-II CastableRAJKUMARNessuna valutazione finora
- A Study On Consumer Preference Towards Skincare With Special Reference To Himalaya Herbal Products in Nilambur at Malappuram District of KeralaDocumento4 pagineA Study On Consumer Preference Towards Skincare With Special Reference To Himalaya Herbal Products in Nilambur at Malappuram District of Keralaarcherselevators50% (2)
- 08 - Truck Driver's Dhobi SinkDocumento3 pagine08 - Truck Driver's Dhobi SinkfebousNessuna valutazione finora
- Usg Sheetrock® Brand Acoustical SealantDocumento3 pagineUsg Sheetrock® Brand Acoustical SealantHoracio PadillaNessuna valutazione finora