Potrebbero piacerti anche
- Design Manual Fender SystemDocumento45 pagineDesign Manual Fender SystemJeff TrinidadNessuna valutazione finora
- Cold Weather Operations AirbusDocumento154 pagineCold Weather Operations AirbusJ'boy Jacob100% (1)
- Aircraft Structural DesignDocumento6 pagineAircraft Structural DesignJohn Blackburn100% (1)
- Glycol ProblemsDocumento4 pagineGlycol Problemsblinx4realNessuna valutazione finora
- Environmental CriteriaDocumento22 pagineEnvironmental CriteriaAji A7xNessuna valutazione finora
- Pressure VesselsDocumento19 paginePressure VesselsNikhil DeshpandeNessuna valutazione finora
- Trelleborg Floating Fenders SP Ver2.1Documento48 pagineTrelleborg Floating Fenders SP Ver2.1Jeff TrinidadNessuna valutazione finora
- Marine and Offshore Pumping and Piping SystemsDa EverandMarine and Offshore Pumping and Piping SystemsValutazione: 4.5 su 5 stelle4.5/5 (2)
- Enhanced Survey ProgrammeDocumento14 pagineEnhanced Survey ProgrammeleopradeepNessuna valutazione finora
- ExxonMobil Marine Safety Criteria Guidance 2017 Final - R01a (Clean)Documento60 pagineExxonMobil Marine Safety Criteria Guidance 2017 Final - R01a (Clean)maxtrap73100% (1)
- Risk AssessmentDocumento32 pagineRisk AssessmentAghin Ak100% (1)
- Mixing Technologies in The Pharmaceutical and Medical IndustriesDocumento18 pagineMixing Technologies in The Pharmaceutical and Medical IndustriesJordi Sos NavarroNessuna valutazione finora
- A Project By: Darshak BhuptaniDocumento32 pagineA Project By: Darshak BhuptaniDarshak BhuptaniNessuna valutazione finora
- Sistem M 11000 Alutherm PlusDocumento159 pagineSistem M 11000 Alutherm PlusAlb AlbNessuna valutazione finora
- Integrated Sand Management For Effective Hydrocarbon Flow AssuranceDa EverandIntegrated Sand Management For Effective Hydrocarbon Flow AssuranceNessuna valutazione finora
- DP Systems Chapter 5Documento13 pagineDP Systems Chapter 5Lachin Kike100% (1)
- Update Your Bearing Protector Knowledge: What IsDocumento7 pagineUpdate Your Bearing Protector Knowledge: What IsTravis SkinnerNessuna valutazione finora
- Marine Rudders, Hydrofoils and Control Surfaces: Principles, Data, Design and ApplicationsDa EverandMarine Rudders, Hydrofoils and Control Surfaces: Principles, Data, Design and ApplicationsNessuna valutazione finora
- Hydrocarbon Processing TOV Offer Advantages in Emergency Services PDFDocumento4 pagineHydrocarbon Processing TOV Offer Advantages in Emergency Services PDFSu KaNessuna valutazione finora
- FenderDocumento76 pagineFendernestor mospanNessuna valutazione finora
- Damage Stability Analysis in Particular Flooding S PDFDocumento11 pagineDamage Stability Analysis in Particular Flooding S PDFAnant AjithkumarNessuna valutazione finora
- Trelleborg Fender GuideDocumento8 pagineTrelleborg Fender GuideFranciscoPedroNessuna valutazione finora
- Bulk Material Handling: Practical Guidance for Mechanical EngineersDa EverandBulk Material Handling: Practical Guidance for Mechanical EngineersValutazione: 5 su 5 stelle5/5 (1)
- Hatch Cover Maintenance PlanDocumento5 pagineHatch Cover Maintenance Planvinay3972Nessuna valutazione finora
- SC MG Hatch Cover Maintenance 20210505b - FINALDocumento41 pagineSC MG Hatch Cover Maintenance 20210505b - FINALVladyslav BibkoNessuna valutazione finora
- C Protec Arisawa Users Manual - en PDFDocumento39 pagineC Protec Arisawa Users Manual - en PDFBassemNessuna valutazione finora
- Air Bag Launching SystemsDocumento7 pagineAir Bag Launching SystemsJhon GreigNessuna valutazione finora
- Storage and Dispensing of High Blend Ethanol Fuels Inc E 85 PDFDocumento15 pagineStorage and Dispensing of High Blend Ethanol Fuels Inc E 85 PDFMurli RamchandranNessuna valutazione finora
- A Master's Guide To Hatch Cover MaintenanceDocumento41 pagineA Master's Guide To Hatch Cover MaintenanceabetoronnelNessuna valutazione finora
- 2022evergreen Maritime Pneumatic FendersDocumento36 pagine2022evergreen Maritime Pneumatic FendersArgos Ingeniería S.ANessuna valutazione finora
- Risk Assessments of FPSOs With Emphasis On CollisionDocumento32 pagineRisk Assessments of FPSOs With Emphasis On Collisionscribd@omoa.co.ukNessuna valutazione finora
- Sealing Sense - Mech Seal StorageDocumento4 pagineSealing Sense - Mech Seal StoragesurawutwijarnNessuna valutazione finora
- Hatch Cover: Maintenance and TestingDocumento13 pagineHatch Cover: Maintenance and TestinggustavoseseNessuna valutazione finora
- Iarjset 2022 9579Documento11 pagineIarjset 2022 9579Yen Ling NgNessuna valutazione finora
- Development and Testing of Deployable Vortex Generators Using SMA ActuationDocumento16 pagineDevelopment and Testing of Deployable Vortex Generators Using SMA ActuationVandan ChinnappaNessuna valutazione finora
- Yokohama FENDER PRODUCT LITERATURE PDFDocumento8 pagineYokohama FENDER PRODUCT LITERATURE PDFitaaliyenNessuna valutazione finora
- ISOMAG - Pump - Zone - Reprint-Bearing Protection DevicesDocumento5 pagineISOMAG - Pump - Zone - Reprint-Bearing Protection DevicesChandra SimanjuntakNessuna valutazione finora
- Enhanced Survey ProgrammeDocumento3 pagineEnhanced Survey Programmevirendra302Nessuna valutazione finora
- Recommendation On Safety of Personnel During Container Securing OperationsDocumento4 pagineRecommendation On Safety of Personnel During Container Securing OperationsEisn 2020Nessuna valutazione finora
- Cargo Containers, Rail Cars, Trailers, and TrucksDocumento11 pagineCargo Containers, Rail Cars, Trailers, and TrucksBryan VertuodasoNessuna valutazione finora
- Digitron Disconnectable Junction Box Rev2Documento19 pagineDigitron Disconnectable Junction Box Rev2zym3344Nessuna valutazione finora
- Function 3 Safety (Latest)Documento235 pagineFunction 3 Safety (Latest)only indianNessuna valutazione finora
- REC 15 pdf178Documento6 pagineREC 15 pdf178Ruly Abdillah GintingNessuna valutazione finora
- Performance Verification FendersDocumento13 paginePerformance Verification FendersIbnu SenaNessuna valutazione finora
- Only 2 Pages Are Converted in The Unregistered VersionDocumento2 pagineOnly 2 Pages Are Converted in The Unregistered VersionSyawal RahinaNessuna valutazione finora
- Cargo Handling & Stability - I: Captain Nazim ErsenDocumento79 pagineCargo Handling & Stability - I: Captain Nazim Ersenber100% (1)
- Use of Pressure-Activated Sealant To Cure Leaks in Subsea Wells-A Case Study in Campos Basin BrazilDocumento6 pagineUse of Pressure-Activated Sealant To Cure Leaks in Subsea Wells-A Case Study in Campos Basin BrazilAliNessuna valutazione finora
- Design and Testing of A Winglet Airfoil For Low-SpDocumento12 pagineDesign and Testing of A Winglet Airfoil For Low-Spelouen.wurmserNessuna valutazione finora
- A Whole System Approach To Fender PerformanceDocumento10 pagineA Whole System Approach To Fender PerformanceB SNessuna valutazione finora
- Stabilty of Ro-Ro VesselsDocumento6 pagineStabilty of Ro-Ro VesselsRajesh Kumar ChaubeyNessuna valutazione finora
- Hydraulics in Flight-Deck Machinery: Paper 2Documento12 pagineHydraulics in Flight-Deck Machinery: Paper 2Jeff ShellenbergerNessuna valutazione finora
- Paper Congreso Sobena Brasil 2019Documento8 paginePaper Congreso Sobena Brasil 2019Victor Nilo Acosta PastorNessuna valutazione finora
- Paper Session 4 Hawks Wood MDocumento20 paginePaper Session 4 Hawks Wood Msea_jazzNessuna valutazione finora
- V001t02a007 Ipc2000 117Documento10 pagineV001t02a007 Ipc2000 117zafarbadalNessuna valutazione finora
- MARS209 - Freewater in CargoDocumento4 pagineMARS209 - Freewater in Cargoc rkNessuna valutazione finora
- MSC 1-Circ 1592Documento172 pagineMSC 1-Circ 1592Oleksii KuzmenkoNessuna valutazione finora
- The Effect of A Foul Release Coating On PropellerDocumento9 pagineThe Effect of A Foul Release Coating On PropellerThibault HugNessuna valutazione finora
- Bourbon RhodeDocumento3 pagineBourbon RhodeIndex.hrNessuna valutazione finora
- SiiWangYang Mar TechDocumento29 pagineSiiWangYang Mar TechRenato BenintendiNessuna valutazione finora
- Towards A Fastenerless All Composite WingDocumento10 pagineTowards A Fastenerless All Composite Wingramanolla_1978Nessuna valutazione finora
- Yokohama FenderDocumento76 pagineYokohama FenderDaniel ChagasNessuna valutazione finora
- 2015 FENDER Catalog - Final PDFDocumento76 pagine2015 FENDER Catalog - Final PDFMaheshNessuna valutazione finora
- Corrosion and Fouling Control in Desalination IndustryDa EverandCorrosion and Fouling Control in Desalination IndustryNessuna valutazione finora
- Technical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationDa EverandTechnical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationNessuna valutazione finora
- Equipment Sheet: Deep Water Anchor-Handling Tug, Supply VesselDocumento3 pagineEquipment Sheet: Deep Water Anchor-Handling Tug, Supply VesselJeff TrinidadNessuna valutazione finora
- Extruded FendersDocumento4 pagineExtruded FendersJeff TrinidadNessuna valutazione finora
- M/V Bore Bay: - Member of Spliethoff GroupDocumento2 pagineM/V Bore Bay: - Member of Spliethoff GroupJeff TrinidadNessuna valutazione finora
- Executive Summary Damen ASD Tug 2411 04 2017 PDFDocumento16 pagineExecutive Summary Damen ASD Tug 2411 04 2017 PDFJeff Trinidad100% (1)
- FI01 en Kap08Documento28 pagineFI01 en Kap08Jeff TrinidadNessuna valutazione finora
- World Class Worldwide Service, Support, Maintenance and TrainingDocumento3 pagineWorld Class Worldwide Service, Support, Maintenance and TrainingJeff TrinidadNessuna valutazione finora
- SW Fender PDFDocumento4 pagineSW Fender PDFJeff TrinidadNessuna valutazione finora
- AL QATTARA - TUG BOAT - Safeen PortsDocumento3 pagineAL QATTARA - TUG BOAT - Safeen PortsJeff TrinidadNessuna valutazione finora
- Precision Draught MonitorDocumento3 paginePrecision Draught MonitorJeff TrinidadNessuna valutazione finora
- Seatechnik Ship Performance Monitor (SPM) Level 1 Monitoring For All Ship TypesDocumento3 pagineSeatechnik Ship Performance Monitor (SPM) Level 1 Monitoring For All Ship TypesJeff TrinidadNessuna valutazione finora
- HALO Brochure SP Ver1.1Documento24 pagineHALO Brochure SP Ver1.1Jeff TrinidadNessuna valutazione finora
- Trelleborg SM Fender 2017Documento4 pagineTrelleborg SM Fender 2017Jeff TrinidadNessuna valutazione finora
- DSG Notification For TXN No - 110596273 (Road and Transport Authority2-Salik Toll Fees)Documento1 paginaDSG Notification For TXN No - 110596273 (Road and Transport Authority2-Salik Toll Fees)Jeff TrinidadNessuna valutazione finora
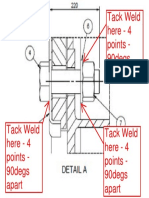
- Tack Weld Here - 4 Points - 90degs ApartDocumento1 paginaTack Weld Here - 4 Points - 90degs ApartJeff TrinidadNessuna valutazione finora
- Trelleborg Pneumatic Fender PDFDocumento16 pagineTrelleborg Pneumatic Fender PDFJeff TrinidadNessuna valutazione finora
- Chapter - 1 Principles of Green Technology and Green EngineeringDocumento4 pagineChapter - 1 Principles of Green Technology and Green EngineeringPatel DhruvilNessuna valutazione finora
- Ligand: HistoryDocumento1 paginaLigand: HistorySyimah UmarNessuna valutazione finora
- Calcium Carbonate: Chemwatch: 10063 Version No: 9.1.1.1Documento9 pagineCalcium Carbonate: Chemwatch: 10063 Version No: 9.1.1.1sentient.bean8226Nessuna valutazione finora
- Pediatric CalculationsDocumento43 paginePediatric CalculationsEros SmithNessuna valutazione finora
- Electrical Characterization Testing of Sealed Nickel-Zinc BatteriesDocumento6 pagineElectrical Characterization Testing of Sealed Nickel-Zinc BatteriesMarco Antonio Miranda RodriguezNessuna valutazione finora
- 10L, 15L, & 20L JACKETED: Assembly Instructions For Process Reactor SystemsDocumento12 pagine10L, 15L, & 20L JACKETED: Assembly Instructions For Process Reactor SystemsSandeep SomaiyaNessuna valutazione finora
- Revised Contact Details of PAT OfficialsDocumento2 pagineRevised Contact Details of PAT OfficialsRahul PatelNessuna valutazione finora
- General Medical Biology: Lecture1: Introduction To BiologyDocumento29 pagineGeneral Medical Biology: Lecture1: Introduction To BiologyRasan QadrNessuna valutazione finora
- Synthesis and Characterization of Amine ModiDocumento8 pagineSynthesis and Characterization of Amine ModiLeonardo C.Nessuna valutazione finora
- Lesco 5-0-20 10feDocumento1 paginaLesco 5-0-20 10feCory HansonNessuna valutazione finora
- Carbon Dioxide (CO2) Applications and Uses:: 2-Metals IndustryDocumento15 pagineCarbon Dioxide (CO2) Applications and Uses:: 2-Metals Industryahmed atwaNessuna valutazione finora
- Safety Data Sheet (SDS) : TOUGHNESS FINE C Shosekikako Co.,Ltd. 0076 Revised: March 1, 2021 Page.1/5Documento5 pagineSafety Data Sheet (SDS) : TOUGHNESS FINE C Shosekikako Co.,Ltd. 0076 Revised: March 1, 2021 Page.1/5Bong CasirNessuna valutazione finora
- 201-Electrochem Revised PDFDocumento42 pagine201-Electrochem Revised PDFAjay AjayNessuna valutazione finora
- Chemsheets GCSE 1231 AlkanesDocumento2 pagineChemsheets GCSE 1231 AlkanesRobinNessuna valutazione finora
- Gassite Thermo BencenoDocumento4 pagineGassite Thermo BencenoMiguelNessuna valutazione finora
- Molecules: Co-N-Si/AC Catalyst For Aerobic Oxidation of Benzyl Alcohols To Esters Under Mild ConditionsDocumento10 pagineMolecules: Co-N-Si/AC Catalyst For Aerobic Oxidation of Benzyl Alcohols To Esters Under Mild ConditionsErnie FosuNessuna valutazione finora
- MIDTERM Enzymology 1Documento20 pagineMIDTERM Enzymology 1Sammy MñNessuna valutazione finora
- S.No. Category Company & Brand Products Contact No. Email Call Date RemarkDocumento9 pagineS.No. Category Company & Brand Products Contact No. Email Call Date RemarkAnurag SinghNessuna valutazione finora
- Fiitjee: Subject: Chemistry Qualitative AnalysisDocumento13 pagineFiitjee: Subject: Chemistry Qualitative AnalysisQwertyNessuna valutazione finora
- Perchlorate 3Documento197 paginePerchlorate 3HENRY RODRIGO CHUCO BAILONNessuna valutazione finora
- Thin Layer Chromatographi: PT. Abadi Nusa UsahasemestaDocumento43 pagineThin Layer Chromatographi: PT. Abadi Nusa UsahasemestafebyanzNessuna valutazione finora
- Formulation and Evaluation of Orodispersive Tablets of "Ebastine" Using Natural Super Disintegrant by Molecular Dispersion TechniqueDocumento13 pagineFormulation and Evaluation of Orodispersive Tablets of "Ebastine" Using Natural Super Disintegrant by Molecular Dispersion TechniqueInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Drug Education For Catch Up FridayDocumento33 pagineDrug Education For Catch Up FridayCooleen100% (1)
- Research Paper On Rusting NailsDocumento5 pagineResearch Paper On Rusting Nailswfoyquvkg100% (1)
- Types of Carbohydrates: Ι H -C-Oh Ι Ι ΙDocumento4 pagineTypes of Carbohydrates: Ι H -C-Oh Ι Ι ΙTinder KamdevNessuna valutazione finora
- Mineral and Rock TypesDocumento25 pagineMineral and Rock TypesJared CoyagboNessuna valutazione finora