2018 Partner
Reference Guide
Doc ID: 499363a7b9747d0d197f49c8203220c73cbfa0e7
2 0 18 PA R T NE R R E FE R E NCE GUIDE
Thank you for being a Xometry Partner!
In this guide we will address some common questions as well as our general
Partner policies. Please be sure to read this all the way through before you take on
your first job.
How it Works
Xometry’s proprietary pricing algorithm uses computational geometry and machine learning to
determine the specific requirements of each part. Based on historical data, we derive a price
and lead time- almost instantaneously- as a customer loads their parts to our website. We
welcome you to try out our quoting platform for yourself, as it will give you a sense of what our
typical customers see when quoting a job.
You can access the quoting platform at the following link: get.xometry.com/quote
As you will see, all we need to derive a price is the CAD file. That is why most of our jobs will only
include a 3D geometry and no drawing. The customer then has the option to order directly from
our site, so by the time you see the work, the job is already secured.
Based on your capabilities, our sorting algorithm identifies each job’s requirements and
then matches the job to your shop, i.e. a lathe job is placed with partners who have lathe
capabilities. This holds true for mill and sheet metal capacity, finish specifications, and even shop
certifications. This is why filling out your capabilities online is so important. You are only able to
view jobs that suit your shop’s profile.
2 Doc ID: 499363a7b9747d0d197f49c8203220c73cbfa0e7
2 0 18 PA R T NE R R E FE R E NCE GUIDE
Setting Up Your Account
There are three steps to setting up your account with Xometry.
1. First, add your shop’s capabilities, including machines, finishing capabilities, and
certifications. We will use that information to match jobs that are best suited to your shop.
2. Next, you will need to sign our NDA agreement due to the highly sensitive nature of some
of our customers’ work.
3. Finally, we will send you a short demographic on-boarding questionnaire about your shop.
Once you have filled out the required information, we will reach out to you with instructions for
completing the first job with Xometry, which is the final step in the on-boarding process.
3 Doc ID: 499363a7b9747d0d197f49c8203220c73cbfa0e7
2 0 18 PA R T NE R R E FE R E NCE GUIDE
Job Board Policies
FIR S T T R I A L JOB
Before receiving full approval into the Xometry Partner Network, all new partners are required to
complete one trial job for Xometry
• Chosen parts will be sent to you via email upon completion of the on-boarding questionnaire
• Parts will be shipped back to Xometry for full inspection and acceptance
Once accepted, you will be reimbursed for the cost and permitted access to the live job board
DIR EC T S HIP
All new partners will ship work directly to Xometry for inspection. Partners that possess an
excellent track record of producing high-quality, on-time parts will be approved to ship directly
to our customers. As you will no longer need to ship back to Xometry, direct ship-approved
partners will have an extra two days to complete their parts.
S U S PE N S ION
If Xometry identifies a problem with your work, e.g. lateness or quality related, we will put your
account on a temporary suspension until the issues are resolved. Xometry will work directly with
Partner to resolve the issues and reactivate the account.
4 Doc ID: 499363a7b9747d0d197f49c8203220c73cbfa0e7
2 0 18 PA R T NE R R E FE R E NCE GUIDE
Navigating the Job Board
Xometry will send an email notification to the account holder every time we post a job to your
account (these notifications can be managed in your account settings). If you follow the link in
the email, it will take you to our job board where you will be able to review the parts and their
requirements. Xometry provides all of the job details (price, lead time, material, etc.) for you to view.
You can also access the job board by visiting work.xometry.com and logging in. The 3D CAD files,
drawings (if available), materials, and part quantities are all in one place. If the price, lead time, and
job requirements are a fit, simply accept the job and a PO will be generated automatically.
Accepted Jobs
Once a job has been accepted, jobs are can be managed using Xometry’s web application. You
can easily provide status updates, and and upload inspection reports, CoC’s and photos and
CoC’s when required. You can also communicate directly with Xometry if you have questions
about dimensions or tolerances. Upon acceptance of the job, you are agreeing to complete the
productions of parts in your own facility. These parts cannot be made in alternative locations
without the explicit consent from Xometry.
5 Doc ID: 499363a7b9747d0d197f49c8203220c73cbfa0e7
2 0 18 PA R T NE R R E FE R E NCE GUIDE
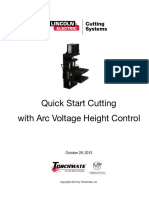
Part Photos
Part photos are required to complete the workflow online. This allows us to have clear
documentation of a completed job prior to it being shipped to Xometry or directly to the
customer, and should only take a few moments of your time. Please make sure the photos are
clean and the subject is clearly in view.
GO OD PA R T PHOTO B A D PA R T PHOTO
• Good lighting • Bad lighting
• Parts contrast with background • Hard to distinguish parts from
• Each part is clearly defined background
• Parts overlapping
• Messy
6 Doc ID: 499363a7b9747d0d197f49c8203220c73cbfa0e7
2 0 18 PA R T NE R R E FE R E NCE GUIDE
Inspection and Quality Standards
Delivering high quality parts is incredibly important to us. As a result, all new partners are
required to ship directly to our facility so we can thoroughly inspect all of your work.
We do, however, want our partners to be in the habit of checking their work. As such, we will
require you to inspect each job based on the subsequent inspection requirements and complete
the Xometry Inspection Report which can be downloaded from your Xometry Account Profile in
Xometry Communications.
I N S P E C T I O N C H E C KL I S T
PART ID: DRAWING:
ORDER ID: INSPECTOR:
DATE:
Verify quantity of machined parts is in accordance with purchase order.
Verify that machined parts are free of burrs, sharp edges, blemishes, or discoloration
caused by machining.
When applicable, verify that the part inserts are installed and that the insert quantities
are in accordance with the purchase order.
When applicable, verify that the threaded and tapped hole quantities are in accordance
with the purchase order.
When applicable, verify the part finish is uniform, not flaking, peeling, cracking, or
streaking, and free of runs or blisters.
When applicable, verify that the part welded joints are in accordance with the purchase order.
Verify that all part mechanical dimensions are in accordance with the customer-supplied
or partner generated print. All print dimensions are ballooned and correlated to the
inspection report.
Record tool serial number, last calibration date, and calibration renewal date.
Verify lot contains appropriate documentation to include but not limited to the Purchase
Order, Packing Slip, and any other documentation defined in Purchase Order (such as
Material Test Reports, Plating and Finishing Documents, Certificate of Conformance, etc…)
QC SIGNATURE: DATE:
7 Doc ID: 499363a7b9747d0d197f49c8203220c73cbfa0e7
2 0 18 PA R T NE R R E FE R E NCE GUIDE
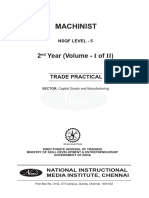
IN S PEC T I ON D OCUME N TAT ION R EQUIR E ME N T S
Each order requires inspection documented on the Xometry Inspection Report which can be
downloaded from your Xometry Account Profile in Xometry Communications. Regardless of
order quantity, 100% of all dimensions, attributes, dimensional locations and print notes must
be documented for at least 1 piece. If a print is provided it must be ballooned to correlate with
the inspection report. If a print is not provided we expect our partners to generate a print from
M
the CAD file that is ballooned to correlate with the inspection report. Below is an example of a
S A
completed Xometry Inspection Report and with a correlated ballooned print.
M
FINAL INSPECTION REPORT
A
SHEET 1
S
Characteristic Accountability, Verification, and Compatibility Evaluation
Customer: Sample Customer Contact: Sample Contact Supplier: XOMETRY Cage Code:
E
Part No./Rev: Part Name: Sample Part Order ID / Part ID: Report:
Material: Copper 101 Finish: Standard 004EDCD FINAL
L
Characteristic Accountability Inspection / Test Results
P
Char. Upper Lower Designed Non-
Requirement Results Notes
No. Limit Limit Tooling Con.
M
1 Ø .067 2-56 UNC Go No-Go Go Thread Gauge ^ Conforms
2 .965 0.0970 0.960 0.964 Gauge ^ Conforms
3 .230 0.265 0.225 0.231 Gauge ^ Conforms
4 .292 0.297 0.287 0.293 Gauge ^ Conforms
5 Ø .500 0.505 0.495 0.500 Gauge ^ Conforms
E
6 Ø .085 4-40 UNC Go No-Go Go Thread Gauge ^ Conforms
L
7 .188 0.193 0.183 0.188 Gauge ^ Conforms
P
8 .401 0.406 0.396 0.402 Gauge ^ Conforms
9 .058 0.063 0.053 0.059 Gauge ^ Conforms
M
10 .113 0.118 0.108 0.112 Gauge ^ Conforms
11 .303 0.308 0.298 0.304 Gauge ^ Conforms
SA
12 .041 0.046 0.036 0.042 Gauge ^ Conforms
13 1.500 1.505 1.495 1501 Gauge ^ Conforms
14 .378 0.383 0.373 0.377 Gauge ^ Conforms
The signature indicates that all characteristics are accounted for, meet drawing requirements, or are properly documented for disposition.
E
PREPARED BY: DATE:
E SA
MP L
A
Subsequent inspection documentation required is IAW ANSI/ASQ Z1.4 Level II sampling plan for
AM P
all total tolerances of 0.004”. Some examples of these are +/-0.002” or less for diametrical, linear,
and locational tolerances. Also all GD&T callouts that are 0.004” or less.
8 Doc ID: 499363a7b9747d0d197f49c8203220c73cbfa0e7
2 0 18 PA R T NE R R E FE R E NCE GUIDE
M AT E R I A L T E S T R E P OR T S
When material test reports (MTR’s) are required (requested) by Xometry, they must state both
mechanical and chemical properties of the material, lot or heat number, the specification
which the material complies with (AMS, EN, ASME, ASTM, etc.). There also may be instances
that the material must be DFARS and NAFTA approved by the USA or qualifying country, not
counterfeit and also be mercury free. These cases will be specified on the Purchase Order. The
documentation must be uploaded to the job board and a copy must accompany the shipment.
PL AT ING A ND FINI S H DOCUME N T R EQUIR E ME N T S
In all cases when plating or specific finish requirements are defined, a copy of the certification
stating the process and the applicable specification documented on the cert. must be sent
with the shipment and uploaded with the MTRs. Example: If a print states “Clear Anodize to
MIL-A-8625 TYPE II” the certification must state this wording.
CE R T IFI C AT E OF CONFOR M A NCE
All part ID’s require their own Xometry Certificate of Conformance (C of C) downloaded from the
job portal and then uploaded after completion.
Certification requirements will be identified on both the job board and the purchase order.
When the parts are shipped direct to the customer or to Xometry, the documentation must
be uploaded to the job board and a copy accompanying the shipment. Lack of sending proper
documentation will result in rejection upon receiving and potential return of parts.
R E L AT I ON S HIP B E T W E E N T HE C A D MODE L A ND T HE B LUE PR IN T
All geometry and dimensioning will automatically default to the CAD model. If a print is also
supplied, it is supporting information that a model cannot capture. Examples of this are GD&T
callouts, tap sizes, inserts – helicoil, pem, etc., surface roughness requirements better than a
standard 125, and both general (tolerance block) or specific tolerances i.e. reamed hole size,
press fit, etc. If there are any questions regarding when to apply information contact Xometry at
work@xometry.com.
9 Doc ID: 499363a7b9747d0d197f49c8203220c73cbfa0e7
2 0 18 PA R T NE R R E FE R E NCE GUIDE
TOLE R A NCE S - M ACHINING
If a CAD model only is supplied the following tolerances apply to machined surfaces:
For features of size (Length, width, height, diameter) and location (position, concentricity,
symmetry) +/- 0.005”
For features of orientation (parallelism and perpendicularity) and form (cylindrical, flatness,
circularity, and straightness) apply tolerances as follows:
0-12” Tolerance 0.005” Angularity +/- ½ degree
Over 12”-24” Tolerance of 0.010” Angularity +/- ½ degree
Over 24”-36” Tolerance of 0.015625” (1/64) Angularity +/- 1 degree
Over 36”-60” Tolerance of 0.03125” (1/32) Angularity +/- 1 degree
Over 60” Tolerance of 0.0625” (1/16) Angularity +/- 1 degree
If a blueprint is provided, all tolerances of the print supersede the CAD model tolerancing
above. Any supporting dimensioning on blueprints such as GD&T callouts, tap sizes, inserts,
specific surface roughness must be followed. Parts that do not require plating or surface
treatment must be supplied “as machined” and at most be polished with scotch brite unless
there are requirements for sandblast, bead blast, shot peen, tumble, etc. The surface roughness
requirement for “as machined” surfaces is Ra 125 micro-inches maximum.
10 Doc ID: 499363a7b9747d0d197f49c8203220c73cbfa0e7
2 0 18 PA R T NE R R E FE R E NCE GUIDE
TOLE R A NCE S - S HE E T ME TA L
If a CAD model only is supplied the following tolerances apply to surfaces:
Forming and bending +/- 0.020”
Bend to hole or feature +/- 0.010”
Linear dimensions excluding locations to
+/- 0.005”
bends
Diameters with inserts +0.003/-0
Diameters without inserts +/- 0.005”
Angularity +/- 2 degrees
Blank material: Ra 125 uin max
Surface Roughness
Timesave: Ra 100 uin max
If a blueprint is provided, all tolerances of the print supersede the CAD model tolerancing
above. Any supporting dimensioning on blueprints such as GD&T callouts, tap sizes, inserts,
specific surface roughness must be followed.
TOLE R A NCE S - PL A S T IC
Unless otherwise specified by blueprints, all tolerances are +/- 0.010”
11 Doc ID: 499363a7b9747d0d197f49c8203220c73cbfa0e7
2 0 18 PA R T NE R R E FE R E NCE GUIDE
Shipping Policy
Xometry provides FedEx 2-Day or Ground delivery labels for all jobs unless otherwise noted.
To utilize the Xometry shipping account, you must generate a shipping label through the online
portal. To generate a shipping label, click the Ship button on the Current Jobs page to go to the
Shipping page. Note that the Ship button will not appear in the Job Details page until all stages of
the workflow have been completed.
Once on the Shipping page, click the Print Packing Slip button to generate a packing list. From
there you will be prompted to generate a Shipping Label.
Xometry will not be responsible for organizing FedEx pick-ups. Partners are expected to organize
the truck’s arrival and handle associated fees. To set up a pick-up, please make the label via our
site then log into FedEx.com or call 1-800-463-3339 (1-800-GOFEDEX).
• Partners with a FedEx Account: Can set pick-up via phone or online
• Partners without a FedEx Account: Can set up a pick-up via the phone. Ask representative
to create a Site Profile for future pick-ups.
If you have multiple packages for the same order, please contact Xometry support additional
labels. In the event that Xometry support personnel create shipping label(s) for you offline, you
will still be required to complete the workflow online. If you do not generate a shipping label
through the online portal, you will not be reimbursed for shipping costs incurred.
If expedited shipping is required to meet a lead time, you will be charged a $50 fee.
All shipments must receive an origin scan (e.g. they cannot be deposited in a drop box). We do
not consider an order complete, and you will be solely responsible for all losses, if you do not
receive an origin scan.
12 Doc ID: 499363a7b9747d0d197f49c8203220c73cbfa0e7
2 0 18 PA R T NE R R E FE R E NCE GUIDE
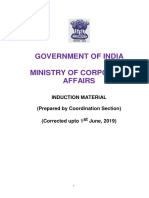
Packaging Policy
Please ensure that all parts have been deburred and are free of dirt and oil prior to shipping.
To ensure all parts are received by the customer unharmed and free of dings and scratches, we
recommend the following packaging procedures:
Bag and bubble wrap
• Bag and tag each part with appropriate part ID
STEP 1
• Use thick protective wrapping for heavy items (we’ve
found that 1/2” bubble wrap from ULINE is most
effective)
Secure wrapped part in standard box
STEP 2
• Include padding on all sides of the part
• Items should not touch exterior walls
Include additional padding
STEP 3
• Fill the box with extra paper
• Make sure the part has no “wiggle room” within the
box
Seal the box
STEP 4
• Tightly tape the box to ensure it will not unfold
• Include packing lists and additional documents in
sealed slip on the exterior of the package
13 Doc ID: 499363a7b9747d0d197f49c8203220c73cbfa0e7
2 0 18 PA R T NE R R E FE R E NCE GUIDE
Invoicing and Payment
Before you tell us, we know! This is the most important section! Xometry strives to pay all of
its Manufacturing Partners in a timely manner. We use a service called Tipalti to manage our
invoicing and payments.
W HE R E D O I S IGN UP A ND W HO S HOULD R EGI S T E R?
You should have received an email from our accounting department with a link to register with
Tipalti. If you haven’t, please reach out immediately to work@xometry.com and we will send you
a new one.
HOW D O I S UB MI T IN VOICE S T HROUGH T IPA LT I ?
Once you have registered and your bank information has been saved, you will be able to submit
invoices via Tipalti’s dashboard. You should submit each invoice separately as soon as you ship
your parts. Please visit: https://suppliers.tipalti.com/xometry/Account/Login to access your
personal dashboard. Logging directly into www.tipalti.com will not take you to the proper page.
W HE N W ILL I R ECE I V E PAY ME N T ?
Xometry pays valid invoices on the 14th and 28th day each month so long as those days fall on
a business day. If not, they will be paid on the first business day subsequent to those dates. The
payments will be issued according to the following schedule:
PAY DAT E IN VOICE S UB MI T T E D
14th 10 th -23rd
28 th 24 th -9 th
14 Doc ID: 499363a7b9747d0d197f49c8203220c73cbfa0e7
2 0 18 PA R T NE R R E FE R E NCE GUIDE
There are two conditions that make an invoice valid:
• It must be submitted through Xometry’s Tipalti accounts payable system after Xometry is
properly notified the parts have shipped and tracking information provided.
• The invoice is received no later than 30 days after part shipment from the Partner.
Any invoice submitted later than 30 days is permanently invalid and Xometry will not pay. If you have
any additional questions about how to use the new platform or need assistance signing up, please
reach out to us directly via work@xometry.com and someone will be in touch as quickly as possible!
Reworks and Quality Issues
If the parts delivered by a Partner do not pass our inspection process due to quality issues,
the PO for that job will be placed on hold until there is a resolution. If reworks must be done
by Xometry to make the part acceptable for the customer, the price of those reworks will be
deducted from the PO. If the customer accepts the parts without the need for reworks, the PO
will be taken off hold and the Partner will be paid according to our payment terms. If the parts
are rejected and a resolution cannot be found, the PO will be canceled.
Documents and Security
In order to maintain the security of our customers, we prefer that Partners permanently
delete their online and offline storage of any drawings, models, instructions or specifications
of Xometry jobs for which they have reviewed, quoted or completed production at least once
every 18 months thereafter.
This requirement applies to technical documents and scrapped or extra parts only; not to documents
such as invoices, POs, sales orders, contracts, or any document required to be retained by law.
Always maintain the security of these files in a way that they are not readily accessible to
unauthorized persons, including unauthorized employees.
01/15/2018
15 Doc ID: 499363a7b9747d0d197f49c8203220c73cbfa0e7
Audit Trail
TITLE 2018 Xometry Partner Reference Guide
FILE NAME Xometry_Reference...ners_2018 (5).pdf
DOCUMENT ID 499363a7b9747d0d197f49c8203220c73cbfa0e7
STATUS Completed
01/15/2018 Viewed by - (industrialservicewny@gmail.com)
18:02:20 UTC IP: 192.188.230.2
01/15/2018 Signed by - (industrialservicewny@gmail.com)
21:36:40 UTC IP: 192.188.230.2
01/15/2018 The document has been completed.
21:36:40 UTC
Potrebbero piacerti anche
- Special Electric Motors: High-Speed Machining MotorsDocumento68 pagineSpecial Electric Motors: High-Speed Machining MotorsAbed samadsureyft7vewyrNessuna valutazione finora
- NC Mill SFTWR ManualDocumento100 pagineNC Mill SFTWR ManualPham LongNessuna valutazione finora
- Hot Wire Manchine - User Manual-ENDocumento41 pagineHot Wire Manchine - User Manual-ENZoliNessuna valutazione finora
- PowerTIG 250EX 2016Documento32 paginePowerTIG 250EX 2016Bob john100% (1)
- Classic 300d LincolnDocumento32 pagineClassic 300d LincolnOswaldo Enrique SandreaNessuna valutazione finora
- Deep Hole Drlling On Maching Centres BOTEKDocumento2 pagineDeep Hole Drlling On Maching Centres BOTEKmapalptsNessuna valutazione finora
- Cncpresentation PDFDocumento37 pagineCncpresentation PDFCorey YoungNessuna valutazione finora
- Electrode Properties EdmDocumento6 pagineElectrode Properties Edmomer21Nessuna valutazione finora
- Camworks Manual Based On Vtu SyllabusDocumento25 pagineCamworks Manual Based On Vtu Syllabusviper7887Nessuna valutazione finora
- Buyer's Guide To Controlled Tolerance StampingsDocumento12 pagineBuyer's Guide To Controlled Tolerance StampingsmattgrubbsNessuna valutazione finora
- AVHC Quick StartDocumento58 pagineAVHC Quick StartAndres Jose Amato TorresNessuna valutazione finora
- Catalogo Componentes 2007Documento39 pagineCatalogo Componentes 2007DANIZACHNessuna valutazione finora
- Sheet MetalDocumento5 pagineSheet MetalAlapati PrasadNessuna valutazione finora
- Pioneer Avh-P3100dvd p3150dvd SMDocumento190 paginePioneer Avh-P3100dvd p3150dvd SMRogerio E. SantoNessuna valutazione finora
- Rivett Lathe 1020S ManualDocumento54 pagineRivett Lathe 1020S Manualhhelp12255Nessuna valutazione finora
- Laser Marking-Engraving Parameters 3Documento14 pagineLaser Marking-Engraving Parameters 3Damian erevefNessuna valutazione finora
- Various Types of Mill CuttersDocumento6 pagineVarious Types of Mill CuttersKarthiNessuna valutazione finora
- Hanita Metric Catalog Complete PDFDocumento132 pagineHanita Metric Catalog Complete PDFCalin CampeanNessuna valutazione finora
- PluginTutorial V01Documento92 paginePluginTutorial V01Vincenzo PaternòNessuna valutazione finora
- Report Gundriling AAMAstakhovDocumento27 pagineReport Gundriling AAMAstakhovGyörgy Murvai100% (1)
- PLC With Pic16F648A: Microcontroller (PART 1)Documento5 paginePLC With Pic16F648A: Microcontroller (PART 1)artmx2003Nessuna valutazione finora
- AR Parts AR-6Documento3 pagineAR Parts AR-6dan themanNessuna valutazione finora
- Acoustic Tractor Beam: 35 Steps (With Pictures) PDFDocumento38 pagineAcoustic Tractor Beam: 35 Steps (With Pictures) PDFAmirNessuna valutazione finora
- Development of Milling Strategy For Optimum Tool Life and Production Cost PDFDocumento90 pagineDevelopment of Milling Strategy For Optimum Tool Life and Production Cost PDFManoj KulkarniNessuna valutazione finora
- CNC Programming & Application: Federal TVET Institute Manufacturing Technology Department Addis Abeba EthiopiaDocumento58 pagineCNC Programming & Application: Federal TVET Institute Manufacturing Technology Department Addis Abeba EthiopiaGezae MebrahtuNessuna valutazione finora
- Dbs22 enDocumento14 pagineDbs22 enmilivoj11Nessuna valutazione finora
- Milling Example 2010-PolarDocumento18 pagineMilling Example 2010-PolarShamsir Ibni ShukriNessuna valutazione finora
- General Purpose Machine Tools - SpalDocumento32 pagineGeneral Purpose Machine Tools - SpalRavichandran GNessuna valutazione finora
- Car Maintainer, Group B: Passbooks Study GuideDa EverandCar Maintainer, Group B: Passbooks Study GuideNessuna valutazione finora
- HMT Mandrel Bending 101Documento80 pagineHMT Mandrel Bending 101zaiofracassadoNessuna valutazione finora
- Manual Bv20mDocumento10 pagineManual Bv20mifmatosNessuna valutazione finora
- TD Synchrobelt HTD enDocumento82 pagineTD Synchrobelt HTD enReparatii CncNessuna valutazione finora
- Turning Tools 2015 ENGDocumento1.253 pagineTurning Tools 2015 ENGMaria MarinNessuna valutazione finora
- 06-MeasuringAndMarkingMetals Text7Documento2 pagine06-MeasuringAndMarkingMetals Text7Instruktur MesinNessuna valutazione finora
- How To Use A Milling MachineDocumento44 pagineHow To Use A Milling MachineGhazali ZuberiNessuna valutazione finora
- Design of CNC Machine Based Laser Engraver With Arduino UNODocumento7 pagineDesign of CNC Machine Based Laser Engraver With Arduino UNOIJRASETPublicationsNessuna valutazione finora
- M1911-A1 ReduxDocumento62 pagineM1911-A1 Reduxtfour2000Nessuna valutazione finora
- Thesis CombineDocumento115 pagineThesis CombineHarshvardhan RaiNessuna valutazione finora
- CNC Controller RZNC 0901 User Manual RuDocumento34 pagineCNC Controller RZNC 0901 User Manual RuEmill CncNessuna valutazione finora
- Rockwell UniviseDocumento2 pagineRockwell UniviseRusty_Iron_WorksNessuna valutazione finora
- Deckel Orange Book Part 1Documento20 pagineDeckel Orange Book Part 1Mico StanojevicNessuna valutazione finora
- Gs 3 MDocumento316 pagineGs 3 MNazielNessuna valutazione finora
- Full PPT CNC Plotter MCDocumento33 pagineFull PPT CNC Plotter MCDishant PatelNessuna valutazione finora
- Ares Armor 1911 Rudius Jig AssemblyDocumento2 pagineAres Armor 1911 Rudius Jig Assemblycav4444100% (1)
- Tap Chart - Metric ThreadsDocumento1 paginaTap Chart - Metric ThreadssonytechoNessuna valutazione finora
- r8 5c Collet DimensionsDocumento2 paginer8 5c Collet Dimensionskokisko100% (1)
- Haas AlarmsDocumento46 pagineHaas AlarmsKar GayeeNessuna valutazione finora
- Creating A Basic Postprocessor With NX Post Builder For BeginnersDocumento21 pagineCreating A Basic Postprocessor With NX Post Builder For BeginnersOleksQNessuna valutazione finora
- Jdsw51a Usb Mach3 (Blue) - 5aixsDocumento36 pagineJdsw51a Usb Mach3 (Blue) - 5aixsabelmil123Nessuna valutazione finora
- Computer Numerical Control (CNC) Machine: Industrial Oriented Mini Project Report ONDocumento46 pagineComputer Numerical Control (CNC) Machine: Industrial Oriented Mini Project Report ONMechanical 2-1Nessuna valutazione finora
- WErbsen CourseworkDocumento562 pagineWErbsen CourseworkRoberto Alexis Rodríguez TorresNessuna valutazione finora
- m249 SawDocumento17 paginem249 SawMark CheneyNessuna valutazione finora
- Saiga 12 Shotgun Custom Order Form: About YOUDocumento3 pagineSaiga 12 Shotgun Custom Order Form: About YOURobert MonsonNessuna valutazione finora
- CMMG MK47 Mutant Black Rifle DetailsDocumento2 pagineCMMG MK47 Mutant Black Rifle DetailsAmmoLand Shooting Sports NewsNessuna valutazione finora
- Idoc - Pub Welding-TransformerDocumento38 pagineIdoc - Pub Welding-TransformermhsalihNessuna valutazione finora
- Carbine Receiver ExtensionsDocumento2 pagineCarbine Receiver Extensionsjordanbowles2579Nessuna valutazione finora
- Machinist: 2 Year (Volume - I of II)Documento146 pagineMachinist: 2 Year (Volume - I of II)irshadNessuna valutazione finora
- Functional Composite Materials: Manufacturing Technology and Experimental ApplicationDa EverandFunctional Composite Materials: Manufacturing Technology and Experimental ApplicationNessuna valutazione finora
- About Our FuelDocumento3 pagineAbout Our FuelSteven DNessuna valutazione finora
- Spitfire MKI 1500 InstructionsDocumento13 pagineSpitfire MKI 1500 InstructionsSteven D100% (1)
- Technical Manual: John Deere AgricultureDocumento1.399 pagineTechnical Manual: John Deere AgricultureSteven D80% (5)
- GarandDocumento8 pagineGarandSteven DNessuna valutazione finora
- Application For Federal Firearms LicenseDocumento12 pagineApplication For Federal Firearms LicenseSteven DNessuna valutazione finora
- John Deere 1025R TSM TM149119 PDFDocumento2 pagineJohn Deere 1025R TSM TM149119 PDFSteven D0% (1)
- Lynx2100M InstructionsDocumento267 pagineLynx2100M InstructionsSteven D100% (7)
- B-63874en 11Documento900 pagineB-63874en 11Steven D100% (1)
- Lynx2100M OperationsDocumento343 pagineLynx2100M OperationsSteven D100% (3)
- Fanuc Oi Model FDocumento426 pagineFanuc Oi Model FSteven D100% (3)
- Basics of Machining 2010 2011Documento189 pagineBasics of Machining 2010 2011Steven DNessuna valutazione finora
- History of The MicrometerDocumento36 pagineHistory of The MicrometerSteven DNessuna valutazione finora
- FANUC Series Lathe OiDocumento464 pagineFANUC Series Lathe OiSteven DNessuna valutazione finora
- TheFiveDeadliestMistakesofPIDTuning PDFDocumento10 pagineTheFiveDeadliestMistakesofPIDTuning PDFSteven DNessuna valutazione finora
- 0.1 ADMIN1GMBH CallCenter PDFDocumento5 pagine0.1 ADMIN1GMBH CallCenter PDFKent WhiteNessuna valutazione finora
- Managing The Operation FunctionsDocumento13 pagineManaging The Operation FunctionsJoseph ObraNessuna valutazione finora
- Final Quiz and SeatworkDocumento3 pagineFinal Quiz and SeatworkMikaela SungaNessuna valutazione finora
- 392 2016 Commercial Registration and Licensing Council of MinistersDocumento34 pagine392 2016 Commercial Registration and Licensing Council of MinistersPeter MuigaiNessuna valutazione finora
- Tara Machines BrochureDocumento8 pagineTara Machines BrochureBaba Jee Shiva ShankarNessuna valutazione finora
- Id EstimationDocumento3 pagineId EstimationPrakarti LullaNessuna valutazione finora
- Abm 115 TRMDocumento329 pagineAbm 115 TRMgurubabNessuna valutazione finora
- Legal Complaint by Opternative Alleging Online Eye Test Trade Secret Theft by Warby ParkerDocumento25 pagineLegal Complaint by Opternative Alleging Online Eye Test Trade Secret Theft by Warby ParkerJosh Constine100% (1)
- Organizational Behavior: Nimra WaseemDocumento32 pagineOrganizational Behavior: Nimra Waseemaditya tripathiNessuna valutazione finora
- FACT SHEET KidZaniaDocumento4 pagineFACT SHEET KidZaniaKiara MpNessuna valutazione finora
- 00 Tapovan Advanced Accounting Free Fasttrack Batch BenchmarkDocumento144 pagine00 Tapovan Advanced Accounting Free Fasttrack Batch BenchmarkDhiraj JaiswalNessuna valutazione finora
- A Report OnDocumento63 pagineA Report OnPriya SharmaNessuna valutazione finora
- Flora and FaunaDocumento64 pagineFlora and FaunamerlinlinehanNessuna valutazione finora
- 42 Master IndexDocumento734 pagine42 Master Indexapi-3702030Nessuna valutazione finora
- 3P Memo 11.36.58 AMDocumento2 pagine3P Memo 11.36.58 AM王葳蕤Nessuna valutazione finora
- White Label Travel Portal DevelopmentDocumento5 pagineWhite Label Travel Portal DevelopmentwhitelabeltravelportalNessuna valutazione finora
- Prog Announcment 201112Documento140 pagineProg Announcment 201112Wahab VohraNessuna valutazione finora
- Accounting Crash CourseDocumento7 pagineAccounting Crash CourseschmooflaNessuna valutazione finora
- ID Pengaruh Kualitas Produk Harga Dan LokasDocumento12 pagineID Pengaruh Kualitas Produk Harga Dan LokasAnnisaa DiindaNessuna valutazione finora
- 22 Qualities That Make A Great LeaderDocumento6 pagine22 Qualities That Make A Great LeaderSalisu BorodoNessuna valutazione finora
- National Cardiovascular Centre Harapan Kita JULY, 15, 2019Documento30 pagineNational Cardiovascular Centre Harapan Kita JULY, 15, 2019Aya BeautycareNessuna valutazione finora
- Induction MaterialDocumento56 pagineInduction Materialvirender rawatNessuna valutazione finora
- Standalone Financial Results, Limited Review Report For December 31, 2016 (Result)Documento3 pagineStandalone Financial Results, Limited Review Report For December 31, 2016 (Result)Shyam SunderNessuna valutazione finora
- Shriram Transport Finance Company LTD: Customer Details Guarantor DetailsDocumento3 pagineShriram Transport Finance Company LTD: Customer Details Guarantor DetailsThirumalasetty SudhakarNessuna valutazione finora
- The Income Statements: Teori AkuntansiDocumento25 pagineThe Income Statements: Teori AkuntansirifaNessuna valutazione finora
- PA - 00271 Software Support Policy - General OverviewDocumento2 paginePA - 00271 Software Support Policy - General Overviewimtiaz1113Nessuna valutazione finora
- Introduction To Corporation AccountingDocumento15 pagineIntroduction To Corporation AccountingAlejandrea Lalata100% (2)
- AMBUJA CEMENTS LIMITED Final DraftDocumento14 pagineAMBUJA CEMENTS LIMITED Final DraftankitaprakashsinghNessuna valutazione finora
- Application of Digital MarketingDocumento72 pagineApplication of Digital MarketingSurajit SarbabidyaNessuna valutazione finora
- Ejb3.0 Simplified APIDocumento6 pagineEjb3.0 Simplified APIRushabh ParekhNessuna valutazione finora