Potrebbero piacerti anche
- Agua y tierra, anfibios y reptiles de AméricaDa EverandAgua y tierra, anfibios y reptiles de AméricaValutazione: 5 su 5 stelle5/5 (1)
- Presentacion Nash CopperDocumento27 paginePresentacion Nash CopperArthur VelasquezNessuna valutazione finora
- Milpo FlotDocumento21 pagineMilpo FlotdikoNessuna valutazione finora
- Manual de Operaciones Planta NCD - Caudalosa - CamelDocumento13 pagineManual de Operaciones Planta NCD - Caudalosa - CamelJulio CamelNessuna valutazione finora
- PB. Flotación de MineralesDocumento43 paginePB. Flotación de MineralesDavid Velázquez100% (1)
- Flosheet Modicado Flotación PB y ZN Planta Azul Cocha - 420 TMDHDocumento9 pagineFlosheet Modicado Flotación PB y ZN Planta Azul Cocha - 420 TMDHCristobal JM CreativNessuna valutazione finora
- Concentración Por Flotación.Documento14 pagineConcentración Por Flotación.Carlos RetaNessuna valutazione finora
- FlotacionDocumento30 pagineFlotacionSebastian EricesNessuna valutazione finora
- Caracterizacion Influencias y Tratamiento de Arcillas en Proceso de Cianuracion en Pilas PDFDocumento233 pagineCaracterizacion Influencias y Tratamiento de Arcillas en Proceso de Cianuracion en Pilas PDFJorge LeytonNessuna valutazione finora
- Flow Sheet Da Crein 25 TMSDDocumento1 paginaFlow Sheet Da Crein 25 TMSDJoel SánchezNessuna valutazione finora
- Mecanismo de FlotacionDocumento38 pagineMecanismo de FlotacionMaicol VargNessuna valutazione finora
- Recuperación de Metales Preciosos, Oro y Plata, de LosDocumento70 pagineRecuperación de Metales Preciosos, Oro y Plata, de LosCRISTIAN PARRAGUEZNessuna valutazione finora
- Capitulo IIDocumento41 pagineCapitulo IIJennifer VargasNessuna valutazione finora
- Reactivos de FlotacionDocumento42 pagineReactivos de FlotacionJhoselinNessuna valutazione finora
- Muestreo de Alimentacion A Espesadores de RelavesDocumento3 pagineMuestreo de Alimentacion A Espesadores de RelavesLuis Fernando Palga CondoriNessuna valutazione finora
- Proceso de FlotaciónDocumento1 paginaProceso de Flotacióndsalguero_2Nessuna valutazione finora
- PlomoDocumento9 paginePlomoJesus FernandezNessuna valutazione finora
- Datos para Planta de Preparación y Dosificación de Floculante V2Documento1 paginaDatos para Planta de Preparación y Dosificación de Floculante V2Alvaro Iparraguirre Navarro100% (1)
- Informe de Ampliacion de PlantaDocumento30 pagineInforme de Ampliacion de PlantaKenny MatosNessuna valutazione finora
- 24 01 2019caracterización Geoquímica de Relaves ChileDocumento440 pagine24 01 2019caracterización Geoquímica de Relaves ChileMaria JimenezNessuna valutazione finora
- Diseno McCabe ThieleDocumento10 pagineDiseno McCabe ThieleMartín VillablancaNessuna valutazione finora
- Flotación Guadalajara 717 PDFDocumento10 pagineFlotación Guadalajara 717 PDFKevin Shinder Jesus Colque EscobedoNessuna valutazione finora
- IntercadeDocumento22 pagineIntercadeskylark batuNessuna valutazione finora
- Reactivos de FlotacionDocumento58 pagineReactivos de FlotacionMiguel Angel Pardave BarzolaNessuna valutazione finora
- Minera Cerro Dominador S.A. Plan Residuos PeligrososDocumento42 pagineMinera Cerro Dominador S.A. Plan Residuos PeligrososFrancisco100% (2)
- Concentración de Minerales Por FlotaciónDocumento30 pagineConcentración de Minerales Por FlotaciónSergio RobertoNessuna valutazione finora
- Curso de Flotacion Nº1Documento60 pagineCurso de Flotacion Nº1Emeterio Gutierrez JuradoNessuna valutazione finora
- Paper 983 Leppinen - TraducidoDocumento12 paginePaper 983 Leppinen - TraducidoEduardo Mendoza VidalNessuna valutazione finora
- 5 Clases IV-1 Reactivos-De-Flotacion No MetalicosDocumento19 pagine5 Clases IV-1 Reactivos-De-Flotacion No MetalicosRAMOS QUISPE FranNessuna valutazione finora
- ChancadoraDocumento2 pagineChancadoraEdward Drn100% (1)
- 10 AMINPRO Chile Pruebas Reactivos, R. AmelunxenDocumento22 pagine10 AMINPRO Chile Pruebas Reactivos, R. AmelunxenJosé santanaNessuna valutazione finora
- Inf. XantatosDocumento5 pagineInf. XantatosAngeliica M. PerezNessuna valutazione finora
- Mejora en recuperación de oro con nitrato de plomoDocumento9 pagineMejora en recuperación de oro con nitrato de plomoAnonymous rBcspMzPNessuna valutazione finora
- Guia 4 Tratamiento de EscoriaDocumento29 pagineGuia 4 Tratamiento de EscoriaPato ArancibiaNessuna valutazione finora
- LITIO Autoguardado 1.5Documento36 pagineLITIO Autoguardado 1.5James SluperNessuna valutazione finora
- Informe Planta Cianuracion UchucchacuaDocumento9 pagineInforme Planta Cianuracion UchucchacuaRoy Amaro KFNessuna valutazione finora
- Minera El ColosoDocumento5 pagineMinera El ColosopintopierinaNessuna valutazione finora
- Proceso LIX-SX-CR para producción de sulfato de cobre en Minera Pampa de CobreDocumento15 pagineProceso LIX-SX-CR para producción de sulfato de cobre en Minera Pampa de CobreCarlos JuarezNessuna valutazione finora
- Flotación de Piritas: Procedimiento y Resultados de LaboratorioDocumento6 pagineFlotación de Piritas: Procedimiento y Resultados de Laboratoriodmy365Nessuna valutazione finora
- EJERCICIOS ResumenDocumento9 pagineEJERCICIOS ResumenSergio Alejandro Villagran ValderramaNessuna valutazione finora
- Hold UpDocumento20 pagineHold UpKevin ChávezNessuna valutazione finora
- Criterio de Diseño SX-HDPE SolenorDocumento35 pagineCriterio de Diseño SX-HDPE Solenormaría josé100% (1)
- Lixiviacion de SulfurosDocumento54 pagineLixiviacion de SulfurosAlexis Rojas MezaNessuna valutazione finora
- 6.1 ContraccionesDocumento44 pagine6.1 ContraccionesPaola Andrea Suarez100% (1)
- Benavente Correlacion Rempirica ModificadDocumento40 pagineBenavente Correlacion Rempirica ModificadChristofer EspinozaNessuna valutazione finora
- Celdade FlotaciónDocumento15 pagineCeldade FlotaciónMarianaGpeMendizábalCotaNessuna valutazione finora
- 05-Taller de ACC-Preparación de Muestras-V6.5Documento175 pagine05-Taller de ACC-Preparación de Muestras-V6.5mzecenarroNessuna valutazione finora
- Evaluacion de Un Circuito de Molienda y ClasificacionDocumento102 pagineEvaluacion de Un Circuito de Molienda y ClasificacionJeyson CornejoNessuna valutazione finora
- Cálculos de La MáquinaDocumento25 pagineCálculos de La MáquinaThomas ArrietaNessuna valutazione finora
- Proceso LixiviacionDocumento20 pagineProceso LixiviacionFrancisco GilNessuna valutazione finora
- Compañia Minera HuascoDocumento13 pagineCompañia Minera Huascoenoch_elc124Nessuna valutazione finora
- ProcesamientoDocumento14 pagineProcesamientoJeef Chuquispuma Martínez100% (1)
- 1687515674Documento14 pagine1687515674viviana callomamaniNessuna valutazione finora
- Capitulo VIII Tema 18-19 2021Documento34 pagineCapitulo VIII Tema 18-19 2021Nicole Mercedes Chacon OnsyhuayNessuna valutazione finora
- Darwin de La Cruz Ore - Informe ConcentraminDocumento12 pagineDarwin de La Cruz Ore - Informe ConcentraminDarwin Frank De la Cruz oréNessuna valutazione finora
- Centrales de Vapor Ene 2018Documento89 pagineCentrales de Vapor Ene 2018Oscar Vazquez AlvarezNessuna valutazione finora
- Celdas de FlotacionDocumento32 pagineCeldas de FlotacionryepezszNessuna valutazione finora
- Curso de FlotacionDocumento32 pagineCurso de FlotacionWilliam EliezerNessuna valutazione finora
- Control Estadístico Multivalente en Circuitos de MoliendaDocumento45 pagineControl Estadístico Multivalente en Circuitos de MoliendaGuido F. FonttisNessuna valutazione finora
- Circuito Metalúrgico de La Compañía Minera Southern PerúDocumento39 pagineCircuito Metalúrgico de La Compañía Minera Southern PerúJOAN RODOLFO PURIS CONDORNessuna valutazione finora
- Quimica de Los ColoidesDocumento16 pagineQuimica de Los ColoidesangelNessuna valutazione finora
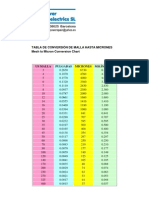
- Tabla de Conversion de Malla A MicronesDocumento1 paginaTabla de Conversion de Malla A MicronesJonas Medina100% (1)
- Procesos y Reacciones Quimicas (Ciclos N, S, C, P)Documento16 pagineProcesos y Reacciones Quimicas (Ciclos N, S, C, P)angelNessuna valutazione finora
- Criterios para Definir Indicadores. Monitoreo de La Calidad Del AguaDocumento27 pagineCriterios para Definir Indicadores. Monitoreo de La Calidad Del AguaangelNessuna valutazione finora
- Abr1019 R16Documento9 pagineAbr1019 R16angelNessuna valutazione finora
- Tfiqm 56Documento369 pagineTfiqm 56angelNessuna valutazione finora
- Flow Sheet Marth Tunel 2016Documento17 pagineFlow Sheet Marth Tunel 2016angelNessuna valutazione finora
- Optimizacion OperacionalDocumento50 pagineOptimizacion OperacionalJhon Barzola PalominoNessuna valutazione finora
- Flow Sheet Planta 2017Documento36 pagineFlow Sheet Planta 2017angelNessuna valutazione finora
- Vicente TCLDocumento48 pagineVicente TCLangelNessuna valutazione finora
- 1er Lab ProceDocumento8 pagine1er Lab ProceangelNessuna valutazione finora
- Vt2 Tratamientos Avanzados de Aguas Residuales AlesDocumento137 pagineVt2 Tratamientos Avanzados de Aguas Residuales Aleslarryperea100% (1)
- MIBCDocumento1 paginaMIBCAnonymous KDM8wArgNessuna valutazione finora
- Concentracion de MineralesDocumento83 pagineConcentracion de MineralesJhon UlarioNessuna valutazione finora
- Manual de Instrucciones de Zaranda 4'x8'Documento18 pagineManual de Instrucciones de Zaranda 4'x8'angel67% (3)
- Tecnicas de MineralesDocumento15 pagineTecnicas de MineralesMarcos Cadillo100% (5)
- Flotación de Minerales PDFDocumento119 pagineFlotación de Minerales PDFangel100% (1)
- Vicente TCLDocumento48 pagineVicente TCLangelNessuna valutazione finora
- Anexo 3. Malla Valorada Concentrado ZN PDFDocumento1 paginaAnexo 3. Malla Valorada Concentrado ZN PDFangelNessuna valutazione finora
- Flow Sheet Marth Tunel 2016Documento17 pagineFlow Sheet Marth Tunel 2016angelNessuna valutazione finora
- Leche en polvo: proceso de secado por atomizaciónDocumento44 pagineLeche en polvo: proceso de secado por atomizaciónAJ CarlosNessuna valutazione finora
- Tablas de GelesDocumento3 pagineTablas de GelesPamelaaGaytanNessuna valutazione finora
- Diametro de Tuberias Comerciales y Quienes La FabricanDocumento34 pagineDiametro de Tuberias Comerciales y Quienes La FabricanRoberto Amado MárquezNessuna valutazione finora
- Examen final termodinámicaDocumento5 pagineExamen final termodinámicacristian david galarza hernadezNessuna valutazione finora
- Reacciones Redox y ElectroquímicaDocumento7 pagineReacciones Redox y ElectroquímicaoskrjsusNessuna valutazione finora
- Manual técnico autoclaves 3840, 3850 y 3870 HSG-DDocumento124 pagineManual técnico autoclaves 3840, 3850 y 3870 HSG-DLuciano Andres Villarroel Muñoz82% (22)
- Puerta ContraplacadaDocumento16 paginePuerta ContraplacadaBrayan Farfan ValladolidNessuna valutazione finora
- Clase BioenergéticaDocumento31 pagineClase BioenergéticaIvan AguilarNessuna valutazione finora
- Deber XilohigrometroDocumento3 pagineDeber XilohigrometroSantiago BritoNessuna valutazione finora
- Tratamientos térmicos de aceros-ESIME Ticomán IPNDocumento25 pagineTratamientos térmicos de aceros-ESIME Ticomán IPNJafet RodriguezNessuna valutazione finora
- PRACTICA 3. Preparacion de Soluciones y Volumetria 1.4Documento6 paginePRACTICA 3. Preparacion de Soluciones y Volumetria 1.4Omar OrtizNessuna valutazione finora
- Tratamiento Termico LaboratorioDocumento18 pagineTratamiento Termico LaboratoriojhoanNessuna valutazione finora
- OfertainicialindustrialDocumento307 pagineOfertainicialindustrialJuan Diego TrujilloNessuna valutazione finora
- II Bimestre 2013Documento94 pagineII Bimestre 2013Walther Joule HuancasNessuna valutazione finora
- Conserva de FrejolDocumento34 pagineConserva de FrejolDgo Romero100% (4)
- Control de reactores RTCA (CSTR)-(CSTRDocumento46 pagineControl de reactores RTCA (CSTR)-(CSTRMariela LazcanoNessuna valutazione finora
- Glosario Tecnologia AzucareraDocumento4 pagineGlosario Tecnologia AzucareraNaheumNessuna valutazione finora
- Libro de Mecánica de Fluidos PDFDocumento149 pagineLibro de Mecánica de Fluidos PDFNico GarzónNessuna valutazione finora
- Puesto Que La Solubilidad de Los Complejos Clorurados yDocumento2 paginePuesto Que La Solubilidad de Los Complejos Clorurados yCristiams Magno SolorzanoNessuna valutazione finora
- Recinto ConfinadosDocumento36 pagineRecinto ConfinadosCamilo EspinosaNessuna valutazione finora
- Lab 3Documento14 pagineLab 3Ivan Ramiro Prieto TorresNessuna valutazione finora
- 01 P GravedadDocumento40 pagine01 P GravedadJorge OsorioNessuna valutazione finora
- Anexo 5. Certificado de Calidad de La CalDocumento1 paginaAnexo 5. Certificado de Calidad de La CalEnrique MorenoNessuna valutazione finora
- A9 McCabe Viscosidad en Gases (Nomográma)Documento2 pagineA9 McCabe Viscosidad en Gases (Nomográma)PRizila Gomez RodriguezNessuna valutazione finora
- Elaboracion de Perfume Artesanal VDocumento23 pagineElaboracion de Perfume Artesanal VOlivia Rondon de Ojeda100% (1)
- Practica "Identificación de Alcoholes"Documento8 paginePractica "Identificación de Alcoholes"Israel Esparza AngelesNessuna valutazione finora
- Sensor NTCDocumento4 pagineSensor NTCBreayan Ortiz AldanaNessuna valutazione finora
- Práctica de Laboratorio. Química Analítica. Uso de La Balanza y Calibración de Material Vol.Documento4 paginePráctica de Laboratorio. Química Analítica. Uso de La Balanza y Calibración de Material Vol.namNessuna valutazione finora
- Concentrados Herbicidas Acuosos 2859612T3Documento19 pagineConcentrados Herbicidas Acuosos 2859612T3Alfredo MéndezNessuna valutazione finora
- Estudio Hidrologico CampanayocDocumento5 pagineEstudio Hidrologico CampanayocDalton Rengifo RomeroNessuna valutazione finora