Potrebbero piacerti anche
- Astm A403Documento7 pagineAstm A403mtpiping2572100% (1)
- Astm.f1123.1987 For Non Metallic Expansion JointsDocumento5 pagineAstm.f1123.1987 For Non Metallic Expansion Jointsamol13210% (1)
- List of Piping Deliverables PDFDocumento2 pagineList of Piping Deliverables PDFamoldhole100% (2)
- OA Cutting and WeldingDocumento24 pagineOA Cutting and WeldingJames Hale0% (1)
- Types of FlangesDocumento35 pagineTypes of FlangesBibekNessuna valutazione finora
- Flange NotesDocumento37 pagineFlange NotesMuneeswaran NarayananNessuna valutazione finora
- Types of Flanges-Definition of FlangesDocumento4 pagineTypes of Flanges-Definition of FlangesindikumaNessuna valutazione finora
- ANSI FlangeDocumento10 pagineANSI FlangemechftpNessuna valutazione finora
- Swagelok Flange AdaptersDocumento6 pagineSwagelok Flange AdapterstotcsabNessuna valutazione finora
- Valves Kvc07Documento25 pagineValves Kvc07Dimas Anugrah MahardikaNessuna valutazione finora
- Needle ValveDocumento8 pagineNeedle ValveMuhammad Chilmi100% (1)
- Barred TeesDocumento1 paginaBarred TeesAdvisNessuna valutazione finora
- Ansi B16.1Documento6 pagineAnsi B16.1Edison Mauiricio Pulluquitin LaicaNessuna valutazione finora
- Pipe FittingsDocumento40 paginePipe FittingsLucky Jaswal100% (1)
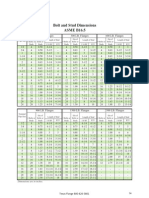
- Bolt and Stud DimentionDocumento1 paginaBolt and Stud DimentionwhngomjNessuna valutazione finora
- Why InsulationDocumento13 pagineWhy InsulationnguyenNessuna valutazione finora
- Lista Spec Mss SPDocumento4 pagineLista Spec Mss SPginursamadNessuna valutazione finora
- TK Corporation Weld FittingsDocumento140 pagineTK Corporation Weld FittingsJoão VidalNessuna valutazione finora
- Training Manual-Piping: GasketsDocumento6 pagineTraining Manual-Piping: GasketsMithun Unni NairNessuna valutazione finora
- Specs Chart PDFDocumento1 paginaSpecs Chart PDFsojeckNessuna valutazione finora
- Api 602 Forged Steel Valve PDFDocumento4 pagineApi 602 Forged Steel Valve PDFThomasFrenchNessuna valutazione finora
- Is 4310 Spec Weldeable Steel Pipe Fittings For Marine PurposesDocumento12 pagineIs 4310 Spec Weldeable Steel Pipe Fittings For Marine Purposesnarasimhareddy415Nessuna valutazione finora
- Valve DetailDocumento5 pagineValve DetailRakesh RanjanNessuna valutazione finora
- Api600 Valve Trim ChartDocumento2 pagineApi600 Valve Trim ChartBoankNessuna valutazione finora
- Piping Specifications HarrisDocumento27 paginePiping Specifications Harrisrensieovi100% (2)
- Welding ChartDocumento2 pagineWelding Chartjmcorsame777100% (2)
- Bend Pipes (1996 N3.2)Documento2 pagineBend Pipes (1996 N3.2)dmitos100% (1)
- Expansion Joints Rubber Type 40Documento7 pagineExpansion Joints Rubber Type 40ductaiutcNessuna valutazione finora
- L&T Process Ball Valves PDFDocumento16 pagineL&T Process Ball Valves PDFUnna MalaiNessuna valutazione finora
- Pipe GuideDocumento231 paginePipe GuidegeorgD2010100% (1)
- Stud Bolt LengthDocumento1 paginaStud Bolt LengthSanthosh100% (1)
- Common Reference Guide To Piping EngineeringDocumento32 pagineCommon Reference Guide To Piping EngineeringSteve WanNessuna valutazione finora
- Commonly Used Piping MaterialsDocumento1 paginaCommonly Used Piping MaterialsMOHAMMAD ASIFNessuna valutazione finora
- Piping Joints HandbookDocumento161 paginePiping Joints HandbookYip Ying MunNessuna valutazione finora
- Virgo Trunnion Ball ValveDocumento16 pagineVirgo Trunnion Ball ValveKamalNessuna valutazione finora
- Ansi B16.5 Flange PDFDocumento45 pagineAnsi B16.5 Flange PDFeldaniel00067416Nessuna valutazione finora
- Technical Info FlangesDocumento12 pagineTechnical Info FlangesPopescu LeonardNessuna valutazione finora
- SpecificationsDocumento7 pagineSpecificationsMarine SleimanNessuna valutazione finora
- GFCP Catalog Flange Insulation PDFDocumento32 pagineGFCP Catalog Flange Insulation PDFSalmanNessuna valutazione finora
- Pipingpresentationmaster 170219125347Documento61 paginePipingpresentationmaster 170219125347Vignesh Nadimuthu100% (1)
- Ejemplo Piping Class PDFDocumento5 pagineEjemplo Piping Class PDFDagoberto CerrudNessuna valutazione finora
- Pipe Spec ComparisonDocumento2 paginePipe Spec ComparisonKazi Anwarul Azim SohelNessuna valutazione finora
- Flange DimensionsDocumento30 pagineFlange DimensionshibhavuNessuna valutazione finora
- Steel Member SizesDocumento265 pagineSteel Member SizesMubashar HassanNessuna valutazione finora
- Piping QuizDocumento20 paginePiping QuizAlex CarreraNessuna valutazione finora
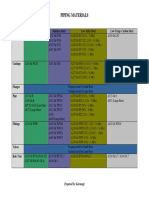
- Piping MaterialsDocumento1 paginaPiping MaterialsKalaiYarasanNessuna valutazione finora
- Technical Data Handbook of Carbon Steel FittingsDocumento244 pagineTechnical Data Handbook of Carbon Steel FittingsKrishna KumarNessuna valutazione finora
- Common Materilas For CS PipingDocumento2 pagineCommon Materilas For CS PipingValiullah SarpanchNessuna valutazione finora
- AWWA FlangesDocumento7 pagineAWWA Flangesb_wooNessuna valutazione finora
- Catalogo Niple Swage 03Documento1 paginaCatalogo Niple Swage 03BuenDíaNessuna valutazione finora
- Astm A234-A234m-06Documento8 pagineAstm A234-A234m-06NadhiraNessuna valutazione finora
- Weld Selector GuideDocumento32 pagineWeld Selector Guidegechaves1Nessuna valutazione finora
- PIPE SpecificationDocumento5 paginePIPE SpecificationNilesh GohelNessuna valutazione finora
- Flanges, Gaskets, FastnersDocumento48 pagineFlanges, Gaskets, Fastnersanand bandekarNessuna valutazione finora
- Definition and Details of FlangesDocumento4 pagineDefinition and Details of Flangesnanjappa_kolarNessuna valutazione finora
- Definition and Details of Flanges - Types of FlangesDocumento11 pagineDefinition and Details of Flanges - Types of FlangesSUKANTA DALAINessuna valutazione finora
- Introduction, Types and Function of Different Flanges .PDFXDocumento25 pagineIntroduction, Types and Function of Different Flanges .PDFXMajid Sattar100% (1)
- Introduction To Flanges: Based On Pipe AttachmentDocumento15 pagineIntroduction To Flanges: Based On Pipe AttachmentMohamed Al-OdatNessuna valutazione finora
- Introduction GASKETSDocumento11 pagineIntroduction GASKETSradharaman_znaNessuna valutazione finora
- Fitting in Process PipingDocumento18 pagineFitting in Process Pipingadel zahedNessuna valutazione finora
- Differences Betwen Forging and Casting ValvesDocumento2 pagineDifferences Betwen Forging and Casting ValvesCésar SantanaNessuna valutazione finora
- Cast Versus Forged ProductionDocumento6 pagineCast Versus Forged ProductionCésar SantanaNessuna valutazione finora
- 4 Commercial Drivers For PHA LoegeringDocumento30 pagine4 Commercial Drivers For PHA LoegeringCésar SantanaNessuna valutazione finora
- Types of Riser SystemsDocumento2 pagineTypes of Riser SystemsCésar SantanaNessuna valutazione finora
- Cast Versus Forged Production PDFDocumento6 pagineCast Versus Forged Production PDFCésar SantanaNessuna valutazione finora
- Dynamic Arrest of Propagating Buckles in Offshore Pipelines: Theodoro A. Netto, Stelios KyriakidesDocumento2 pagineDynamic Arrest of Propagating Buckles in Offshore Pipelines: Theodoro A. Netto, Stelios KyriakidesCésar SantanaNessuna valutazione finora
- Ball Valves - API 6D - CatalogueDocumento7 pagineBall Valves - API 6D - CatalogueCésar SantanaNessuna valutazione finora
- Cast or ForgedDocumento2 pagineCast or ForgedCésar SantanaNessuna valutazione finora
- Lecture1 PDFDocumento7 pagineLecture1 PDFAnshul PaunikarNessuna valutazione finora
- Client DebugDocumento5 pagineClient DebugCésar SantanaNessuna valutazione finora
- Power Source Lecture 1Documento8 paginePower Source Lecture 1Sutanwi LahiriNessuna valutazione finora
- Perla - Ses - FFS V-102 (2016)Documento51 paginePerla - Ses - FFS V-102 (2016)César SantanaNessuna valutazione finora
- Welding ProcedureDocumento3 pagineWelding ProcedureDuverlyOrlandoMattaVásquezNessuna valutazione finora
- PIP PN03SD0B02 Piping Material Specification 3SD0B02 Class 300, 316/316L Stainless Steel, Butt Weld, 0.000 C.A., Process (PTFE Packing/Gaskets)Documento5 paginePIP PN03SD0B02 Piping Material Specification 3SD0B02 Class 300, 316/316L Stainless Steel, Butt Weld, 0.000 C.A., Process (PTFE Packing/Gaskets)César SantanaNessuna valutazione finora
- Chapter-1 History Physical Chemistry HdpeDocumento18 pagineChapter-1 History Physical Chemistry HdpeUSUIENessuna valutazione finora
- Corrosion in Petroleum IndustryDocumento56 pagineCorrosion in Petroleum Industryandreeaelena0930100% (2)
- Welding Stainless Steels-LincolnelectricDocumento40 pagineWelding Stainless Steels-LincolnelectricsachinumaryeNessuna valutazione finora
- Pining GlossaryDocumento24 paginePining GlossaryCésar SantanaNessuna valutazione finora
- Confiabilidad de Junta Ramales y CabezalDocumento10 pagineConfiabilidad de Junta Ramales y CabezalCésar SantanaNessuna valutazione finora
- Ocean Structures and Materials Prof. Dr. Srinivasan Chandrasekaran Department of Ocean Engineering Indian Institute of Technology, MadrasDocumento28 pagineOcean Structures and Materials Prof. Dr. Srinivasan Chandrasekaran Department of Ocean Engineering Indian Institute of Technology, MadrasCésar SantanaNessuna valutazione finora
- Ethylene Plant Modernization July 2015 WebDocumento6 pagineEthylene Plant Modernization July 2015 WebCésar SantanaNessuna valutazione finora
- Piping GDocumento10 paginePiping GCésar SantanaNessuna valutazione finora
- TP North AmericaDocumento20 pagineTP North AmericaCésar SantanaNessuna valutazione finora
- TP Middleeast NovDocumento12 pagineTP Middleeast NovCésar SantanaNessuna valutazione finora
- Abtrac and Bio Anne Valentine DLPCaracas SPEDocumento1 paginaAbtrac and Bio Anne Valentine DLPCaracas SPECésar SantanaNessuna valutazione finora
- Ingeniería y Ciencia 1794-9165: Issn: Ingciencia@eafit - Edu.coDocumento27 pagineIngeniería y Ciencia 1794-9165: Issn: Ingciencia@eafit - Edu.coCésar SantanaNessuna valutazione finora
- Technipfmc Mediagallery TouDocumento2 pagineTechnipfmc Mediagallery TouCésar SantanaNessuna valutazione finora
- Seleccion de Bombas NetzschDocumento47 pagineSeleccion de Bombas Netzschcarlangas77100% (1)
- 10th Metals and Non-Metals Test Paper Solved - 01 PDFDocumento3 pagine10th Metals and Non-Metals Test Paper Solved - 01 PDFRamachandranPerumalNessuna valutazione finora
- Spec Tin AA12801R2Documento4 pagineSpec Tin AA12801R2AreIf Cron BmxStreetNessuna valutazione finora
- 11 CRKT Core CatalogDocumento80 pagine11 CRKT Core CatalogCory DavisNessuna valutazione finora
- OK 67.70 ESAB 309moDocumento1 paginaOK 67.70 ESAB 309moSadashiva sahooNessuna valutazione finora
- Test Project Sheet MetalDocumento10 pagineTest Project Sheet MetalSyed Idrus Syed OmarNessuna valutazione finora
- Materials Selection Design ProblemsDocumento1 paginaMaterials Selection Design ProblemsIgnacio McNessuna valutazione finora
- PN Rating Valves: Bronze, Brass & Cast Iron ValvesDocumento11 paginePN Rating Valves: Bronze, Brass & Cast Iron ValvesAntony MylvaganamNessuna valutazione finora
- Alodine® 1200 Two Component Brush-On Process: Translation of The German Technical Process BulletinDocumento3 pagineAlodine® 1200 Two Component Brush-On Process: Translation of The German Technical Process BulletinDumitru MoldovanNessuna valutazione finora
- Astm A758 PDFDocumento4 pagineAstm A758 PDFCristian OtivoNessuna valutazione finora
- 9 Strip Casting Technology PYMenetDocumento5 pagine9 Strip Casting Technology PYMenetNikolas Kolasni Lakenir Ckerde DockosNessuna valutazione finora
- Is 1948 1961 R 1996Documento21 pagineIs 1948 1961 R 1996Nagaraju Chinta100% (4)
- Chain Maille - Foxtail Chain NecklaceDocumento5 pagineChain Maille - Foxtail Chain NecklaceDiana Codreanu100% (2)
- GMAWDocumento42 pagineGMAWMuhammed SulfeekNessuna valutazione finora
- Ledeen Gs Series PDFDocumento8 pagineLedeen Gs Series PDFcavkumarNessuna valutazione finora
- Stainless Steel Solutions For The Aerospace Industry: UgitechDocumento4 pagineStainless Steel Solutions For The Aerospace Industry: UgitechMarkNessuna valutazione finora
- A 488 - A 488M - 99 Qtq4oc05oq - PDFDocumento15 pagineA 488 - A 488M - 99 Qtq4oc05oq - PDFMarceloNessuna valutazione finora
- W01 358 7902Documento30 pagineW01 358 7902MROstop.com100% (1)
- Chapter2 (PDF Library)Documento11 pagineChapter2 (PDF Library)Pedro Lucas Menezes Lourenço100% (1)
- MCM AllDocumento7 pagineMCM AllPalanisamy RajaNessuna valutazione finora
- Lorica SegmentataDocumento19 pagineLorica SegmentataCipri PopNessuna valutazione finora
- What Are The Different Types of Gold in Jewelry?Documento4 pagineWhat Are The Different Types of Gold in Jewelry?Abdul Rashid100% (2)
- AISI 4130 Alloy SteelDocumento2 pagineAISI 4130 Alloy SteelSantosh IngaleNessuna valutazione finora
- AISI 1018 Mild Low Carbon Steel PDFDocumento3 pagineAISI 1018 Mild Low Carbon Steel PDFMayand DuaNessuna valutazione finora
- Rigid Liferaft - Coast Guard (G-Mse-4) Review: Drawing ListDocumento12 pagineRigid Liferaft - Coast Guard (G-Mse-4) Review: Drawing ListamitbachchhasNessuna valutazione finora
- 01 ASME Sec VIII Div 1 - GEN PresentationDocumento112 pagine01 ASME Sec VIII Div 1 - GEN Presentationinatt101Nessuna valutazione finora
- PLP Solar PanelDocumento8 paginePLP Solar PanelCarlos SolerNessuna valutazione finora
- كاسرات الشمسDocumento13 pagineكاسرات الشمسalaa4altaie100% (1)
- Gating System DesignDocumento11 pagineGating System DesignAshok Pradhan100% (1)