Potrebbero piacerti anche
- Data Analysis With Python - FreeCodeCampDocumento26 pagineData Analysis With Python - FreeCodeCampKAMAL BEHL100% (1)
- Simulation in Manufacturing Review and Challenges PDFDocumento17 pagineSimulation in Manufacturing Review and Challenges PDFHoracioGutierrezNessuna valutazione finora
- JOItmC 07 00007 v2Documento21 pagineJOItmC 07 00007 v2தனுஷ் செந்தில் குமார்Nessuna valutazione finora
- NR/EPDM Elastomeric Rubber Blend Miscibility Evaluation by Two-Level Fractional Factorial Design of ExperimentDocumento9 pagineNR/EPDM Elastomeric Rubber Blend Miscibility Evaluation by Two-Level Fractional Factorial Design of ExperimentKAMAL BEHLNessuna valutazione finora
- Lbaour Wages in India PDFDocumento140 pagineLbaour Wages in India PDFPiyash PrinceNessuna valutazione finora
- New Epdm MixingDocumento6 pagineNew Epdm MixingKAMAL BEHLNessuna valutazione finora
- Lbaour Wages in India PDFDocumento140 pagineLbaour Wages in India PDFPiyash PrinceNessuna valutazione finora
- SE WhitePaper Letter SCADAOverview V005Documento13 pagineSE WhitePaper Letter SCADAOverview V005aromero888Nessuna valutazione finora
- 2014 GeneralCatalog PDFDocumento54 pagine2014 GeneralCatalog PDFKAMAL BEHLNessuna valutazione finora
- High Performance Keltan ACE EPDM Polymers: Rubber World April 2014Documento9 pagineHigh Performance Keltan ACE EPDM Polymers: Rubber World April 2014KAMAL BEHLNessuna valutazione finora
- EPDM 70 Specifications PDFDocumento1 paginaEPDM 70 Specifications PDFfirebolt_hari2006Nessuna valutazione finora
- Honeywell Sensing Industrial Applications Brochure 000663 2 enDocumento8 pagineHoneywell Sensing Industrial Applications Brochure 000663 2 enKAMAL BEHLNessuna valutazione finora
- Sample Collection Date DDL Center Lab Ref. No. Name Age / SexDocumento3 pagineSample Collection Date DDL Center Lab Ref. No. Name Age / SexKAMAL BEHLNessuna valutazione finora
- Materials 07 05069Documento40 pagineMaterials 07 05069D MoneyNessuna valutazione finora
- BNVHVHVDocumento24 pagineBNVHVHVKAMAL BEHLNessuna valutazione finora
- Sustainable Reforestation Booklet-01 - 22 Feb - 2019Documento6 pagineSustainable Reforestation Booklet-01 - 22 Feb - 2019KAMAL BEHLNessuna valutazione finora
- ReadmerDocumento79 pagineReadmersatyajtiNessuna valutazione finora
- IED-Review Engineering Formula SheetDocumento10 pagineIED-Review Engineering Formula Sheetedhy_03100% (1)
- A Quality MajorDocumento6 pagineA Quality MajorKAMAL BEHLNessuna valutazione finora
- Cause & EffectDocumento2 pagineCause & EffectKAMAL BEHLNessuna valutazione finora
- 09Documento98 pagine09KAMAL BEHLNessuna valutazione finora
- IED-Review Engineering Formula SheetDocumento79 pagineIED-Review Engineering Formula SheetKAMAL BEHLNessuna valutazione finora
- Control ChartsDocumento5 pagineControl ChartsKAMAL BEHLNessuna valutazione finora
- Waterproofing Remedial 112 1Documento9 pagineWaterproofing Remedial 112 1KAMAL BEHLNessuna valutazione finora
- D. Monographs: Test SolutionDocumento2 pagineD. Monographs: Test SolutionKAMAL BEHLNessuna valutazione finora
- 8 DrefcardDocumento2 pagine8 DrefcardManopingsoft KrissManoNessuna valutazione finora
- Matemática - Formulário AlgebraDocumento1 paginaMatemática - Formulário AlgebraMatemática Mathclassy100% (1)
- Enneagram of PersonalityDocumento5 pagineEnneagram of PersonalityKAMAL BEHLNessuna valutazione finora
- General Waterproofing Brochure 58 1Documento21 pagineGeneral Waterproofing Brochure 58 1KAMAL BEHL100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Calculations of Protective Relay SettingsDocumento65 pagineCalculations of Protective Relay SettingsAngga Wira Pramana100% (12)
- Tuned Track and Locomotion For Midterm 1 - Not Due: BME 473 Applied BiomechanicsDocumento3 pagineTuned Track and Locomotion For Midterm 1 - Not Due: BME 473 Applied BiomechanicskinleyNessuna valutazione finora
- Preview of 13.10-13.15: Kinetics of Particles: Energy and Momentum MethodsDocumento21 paginePreview of 13.10-13.15: Kinetics of Particles: Energy and Momentum MethodsAnonymous ANessuna valutazione finora
- Seminar On MramDocumento28 pagineSeminar On MramShibojyoti BhattacharjeeNessuna valutazione finora
- Advance Test 3Documento62 pagineAdvance Test 3sameer aroraNessuna valutazione finora
- Weld 3Documento1 paginaWeld 3canettijNessuna valutazione finora
- Allotropes of IronDocumento5 pagineAllotropes of IronVysakh VasudevanNessuna valutazione finora
- Volume4 PDFDocumento285 pagineVolume4 PDFFernando MolinaNessuna valutazione finora
- Chemical Bonding Notes For ExamDocumento4 pagineChemical Bonding Notes For ExamMermz96Nessuna valutazione finora
- Semester Subject Subject Name Exam Date Session: B.E. Electrical and Electronics EngineeringDocumento2 pagineSemester Subject Subject Name Exam Date Session: B.E. Electrical and Electronics EngineeringBALAKRISHNANNessuna valutazione finora
- MathesDocumento2 pagineMathesk thejeshNessuna valutazione finora
- Chapter 6Documento57 pagineChapter 6Mohamed SalehNessuna valutazione finora
- Network Questions PDFDocumento94 pagineNetwork Questions PDFsamyalarunNessuna valutazione finora
- Rheology of Vitrimers: Fanlong Meng, Mohand O. Saed & Eugene M. TerentjevDocumento10 pagineRheology of Vitrimers: Fanlong Meng, Mohand O. Saed & Eugene M. TerentjevLinus hongNessuna valutazione finora
- RACE 2011 ProceedingDocumento680 pagineRACE 2011 Proceedingrace2590Nessuna valutazione finora
- 1e PDFDocumento8 pagine1e PDFEmir RubliovNessuna valutazione finora
- Kinematics One Dimension Part 1Documento17 pagineKinematics One Dimension Part 1akid108Nessuna valutazione finora
- Chemsheets 033 (Particle Theory 1)Documento1 paginaChemsheets 033 (Particle Theory 1)SaaraNessuna valutazione finora
- Lesson 7a Sample COT PhysicsDocumento4 pagineLesson 7a Sample COT PhysicsRona Liee PelaezNessuna valutazione finora
- GGPS Syllabus 11Documento42 pagineGGPS Syllabus 11tajbgpNessuna valutazione finora
- Dielectric MaterialsDocumento52 pagineDielectric MaterialsHarinn Hizhadi MukhtarNessuna valutazione finora
- BITSAT 2019 Physics Paper 1 EmbibeDocumento8 pagineBITSAT 2019 Physics Paper 1 EmbibeAnirban DasguptaNessuna valutazione finora
- Newton's Laws of Motion: Problem SetDocumento9 pagineNewton's Laws of Motion: Problem SetRoda Gayle RañadaNessuna valutazione finora
- Lagrangian Mechanics - WikipediaDocumento38 pagineLagrangian Mechanics - WikipediaSoumyaranjan HarichandanNessuna valutazione finora
- Problems and Solutions Section 1.1 (1.1 Through 1.26)Documento17 pagineProblems and Solutions Section 1.1 (1.1 Through 1.26)choiNessuna valutazione finora
- Ultrasonic Testing Ut Q Bank A-5Documento7 pagineUltrasonic Testing Ut Q Bank A-5kingstonNessuna valutazione finora
- QUESTIONS AND PROBLEMS (Anachem - Topic 1)Documento4 pagineQUESTIONS AND PROBLEMS (Anachem - Topic 1)Michaella CabanaNessuna valutazione finora
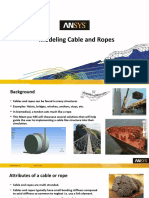
- Modelling Cables and RopesDocumento14 pagineModelling Cables and RopesAjivakkom Vivekanandan50% (2)
- Problems CH 2Documento7 pagineProblems CH 2Oec EngNessuna valutazione finora
- Physics equations sheet: W=mg W=Fs F=ke s=vt a = Δ v t F=ma p=mv Ek = 1 m v 2 Ep=mgh P = E T P = W tDocumento2 paginePhysics equations sheet: W=mg W=Fs F=ke s=vt a = Δ v t F=ma p=mv Ek = 1 m v 2 Ep=mgh P = E T P = W tUtkarsh IngleNessuna valutazione finora