Potrebbero piacerti anche
- Monobloc ChairDocumento2 pagineMonobloc ChairJen gemudianoNessuna valutazione finora
- Esab, Dual Shield T-115 (24!02!17, 266-En - US-FactSheet - Main-01)Documento2 pagineEsab, Dual Shield T-115 (24!02!17, 266-En - US-FactSheet - Main-01)RodrigoNessuna valutazione finora
- Esab, Dual Shield T-115 (24!02!17, 266-En - US-FactSheet - Main-01)Documento2 pagineEsab, Dual Shield T-115 (24!02!17, 266-En - US-FactSheet - Main-01)RodrigoNessuna valutazione finora
- Start Up System and Seperator Logics - 660MW (DHI Make) BoilerDocumento44 pagineStart Up System and Seperator Logics - 660MW (DHI Make) BoilerHemendra VermaNessuna valutazione finora
- Electrodo Aws 7018-1 EsabDocumento1 paginaElectrodo Aws 7018-1 EsabHORACIONessuna valutazione finora
- Esab, Atom Arc 9018 (29-En - US-FactSheet - Main-01, 2016.10.26)Documento1 paginaEsab, Atom Arc 9018 (29-En - US-FactSheet - Main-01, 2016.10.26)RodrigoNessuna valutazione finora
- ESAB Filler Metal GuideDocumento1 paginaESAB Filler Metal GuidekapsarcNessuna valutazione finora
- Atom Arc 7018-1: Covered (Stick) Electrodes (Smaw) Low Hydrogen ElectrodesDocumento2 pagineAtom Arc 7018-1: Covered (Stick) Electrodes (Smaw) Low Hydrogen ElectrodesFranklin Aranda ChacónNessuna valutazione finora
- Atom Arc 8018Documento2 pagineAtom Arc 8018Jagan TnNessuna valutazione finora
- FICHADocumento2 pagineFICHAadmisecoinperuNessuna valutazione finora
- Dual Shield II 101 1.6 MMDocumento2 pagineDual Shield II 101 1.6 MMadanmeneses1Nessuna valutazione finora
- Dual Shiel Ii 101Documento2 pagineDual Shiel Ii 101Robin carcamoNessuna valutazione finora
- Coreweld 70: Metal-Cored Wires (Mcaw) Mild Steel WiresDocumento2 pagineCoreweld 70: Metal-Cored Wires (Mcaw) Mild Steel WiresJerald GuevarraNessuna valutazione finora
- Dual Shield II 101H4MDocumento2 pagineDual Shield II 101H4Madanmeneses1Nessuna valutazione finora
- Esab, Dual Shield II 110 (265-En - US-FactSheet - Main-01) (26.10.16)Documento2 pagineEsab, Dual Shield II 110 (265-En - US-FactSheet - Main-01) (26.10.16)RodrigoNessuna valutazione finora
- Esab, Dual Shield 810X Ni1 (248 en - US FactSheet - Main 01)Documento2 pagineEsab, Dual Shield 810X Ni1 (248 en - US FactSheet - Main 01)RodrigoNessuna valutazione finora
- Atom Arc 7018: Covered (Stick) Electrodes (Smaw) Low Hydrogen ElectrodesDocumento2 pagineAtom Arc 7018: Covered (Stick) Electrodes (Smaw) Low Hydrogen ElectrodesKrishna VachaNessuna valutazione finora
- Covered (Stick) Electrodes (SMAW)Documento5 pagineCovered (Stick) Electrodes (SMAW)Hanny Dewi SaragihNessuna valutazione finora
- Dual Shield 7100 Ultra: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel WiresDocumento3 pagineDual Shield 7100 Ultra: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel Wiresadanmeneses1Nessuna valutazione finora
- Atom Arc 7018-B2L: Typical Tensile PropertiesDocumento1 paginaAtom Arc 7018-B2L: Typical Tensile PropertiesPubcrawlNessuna valutazione finora
- Dual Shield 710X: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel WiresDocumento3 pagineDual Shield 710X: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel WiresPhilippe TrudelNessuna valutazione finora
- Tech Data Sheet: Dual Shield T-115Documento3 pagineTech Data Sheet: Dual Shield T-115carlosNessuna valutazione finora
- 274 en - US FactSheet - Main 01Documento2 pagine274 en - US FactSheet - Main 01Luisa FernandaNessuna valutazione finora
- Dual Shield II 81-K2: Gas-Shielded Flux-Cored Wires (Fcaw) Low Alloy WiresDocumento2 pagineDual Shield II 81-K2: Gas-Shielded Flux-Cored Wires (Fcaw) Low Alloy WiresMOhammed PatelNessuna valutazione finora
- OK Autrod 2209: Typical Tensile PropertiesDocumento1 paginaOK Autrod 2209: Typical Tensile PropertiesjavadmohammadiNessuna valutazione finora
- Dual Shield 810X-NI1: Gas-Shielded Flux-Cored Wires (Fcaw) Low Alloy WiresDocumento2 pagineDual Shield 810X-NI1: Gas-Shielded Flux-Cored Wires (Fcaw) Low Alloy Wiresadanmeneses1Nessuna valutazione finora
- Dual Shield II 70T-12H4: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel WiresDocumento2 pagineDual Shield II 70T-12H4: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel WiresPhilippe TrudelNessuna valutazione finora
- Esab, Coreshield 40 (275-En - US-FactSheet - Main-01) (26.10.16)Documento1 paginaEsab, Coreshield 40 (275-En - US-FactSheet - Main-01) (26.10.16)RodrigoNessuna valutazione finora
- Dual Shield 7100 Ultra: Typical Tensile PropertiesDocumento3 pagineDual Shield 7100 Ultra: Typical Tensile PropertiesDino Paul Castro HidalgoNessuna valutazione finora
- Dual Shield T-115: Gas-Shielded Flux-Cored Wires (Fcaw) Low Alloy WiresDocumento2 pagineDual Shield T-115: Gas-Shielded Flux-Cored Wires (Fcaw) Low Alloy WiresPEPITO GRILLO2Nessuna valutazione finora
- 278 en US FactSheet Main 01Documento1 pagina278 en US FactSheet Main 01Jorge Manuel GuillermoNessuna valutazione finora
- Tech Data Sheet: Dual Shield Ii 100-D1Documento3 pagineTech Data Sheet: Dual Shield Ii 100-D1carlosNessuna valutazione finora
- Atom Arc 8018: Features Typical Mechanical PropertiesDocumento2 pagineAtom Arc 8018: Features Typical Mechanical PropertiesFranklin Aranda ChacónNessuna valutazione finora
- Sureweld 6010: Covered (Stick) Electrodes (Smaw) Mild Steel ElectrodesDocumento1 paginaSureweld 6010: Covered (Stick) Electrodes (Smaw) Mild Steel ElectrodesGibbs PerNessuna valutazione finora
- Esab Welding RodDocumento1 paginaEsab Welding Rodv ictor manuel MunozNessuna valutazione finora
- Tech Data Sheet: DUAL SHIELD 8000-Ni2Documento3 pagineTech Data Sheet: DUAL SHIELD 8000-Ni2carlosNessuna valutazione finora
- MD250MW CAN DataSheet 1642812289Documento1 paginaMD250MW CAN DataSheet 1642812289masNessuna valutazione finora
- Dual Shield T-75: Typical Tensile PropertiesDocumento2 pagineDual Shield T-75: Typical Tensile PropertiescfloresNessuna valutazione finora
- ESB 255051815 SpecSheetDocumento2 pagineESB 255051815 SpecSheetanupmenon menonNessuna valutazione finora
- FabCO 811N1Documento2 pagineFabCO 811N1Sleyda MunozNessuna valutazione finora
- COR-1076C Coreweld Brochure 141118Documento28 pagineCOR-1076C Coreweld Brochure 141118Thanh TamNessuna valutazione finora
- Pipeweld 6010 Plus: Covered (Stick) Electrodes (Smaw) Mild Steel ElectrodesDocumento1 paginaPipeweld 6010 Plus: Covered (Stick) Electrodes (Smaw) Mild Steel ElectrodesRys Multiventas SacNessuna valutazione finora
- OK Tigrod 13.32Documento1 paginaOK Tigrod 13.32Paulo CorreiaNessuna valutazione finora
- Type 550X: Miniature I/P, E/P TransducerDocumento4 pagineType 550X: Miniature I/P, E/P TransducerDanang BagasNessuna valutazione finora
- Medidores AMERICAN METERSDocumento17 pagineMedidores AMERICAN METERSRaúl PalomoNessuna valutazione finora
- Pinnacle Alloys E8018 C3Documento2 paginePinnacle Alloys E8018 C3Sajeev SivanandanNessuna valutazione finora
- Pinnacle Alloys E7018 E7018 1Documento2 paginePinnacle Alloys E7018 E7018 1BerniIrleNessuna valutazione finora
- Exaton 383-16: Covered (Stick) Electrodes (Smaw) Stainless Steel ElectrodesDocumento1 paginaExaton 383-16: Covered (Stick) Electrodes (Smaw) Stainless Steel Electrodessergio jose morales perazaNessuna valutazione finora
- Pinnacle Alloys E9018-M Code and Specification DataDocumento2 paginePinnacle Alloys E9018-M Code and Specification DataPutra Panca WardhanaNessuna valutazione finora
- m8083 sc86c14 Spec SheetDocumento2 paginem8083 sc86c14 Spec SheetJamal HabbasNessuna valutazione finora
- Hobart Maxal 1100Documento2 pagineHobart Maxal 1100jclenerNessuna valutazione finora
- Ficha Tecnica Esab Electrodos EspecialesDocumento1 paginaFicha Tecnica Esab Electrodos EspecialesStanley RamirezNessuna valutazione finora
- CSF-71T Technical Report EN - V2Documento7 pagineCSF-71T Technical Report EN - V2Miroslav ThôngNessuna valutazione finora
- RS 250 M Welding MachineDocumento1 paginaRS 250 M Welding MachineLucioNessuna valutazione finora
- OK Weartrode 30: Covered (Stick) Electrodes (Smaw) Hardfacing ElectrodesDocumento1 paginaOK Weartrode 30: Covered (Stick) Electrodes (Smaw) Hardfacing Electrodesraghubhaimantra4136Nessuna valutazione finora
- Pump SpecificationsDocumento2 paginePump Specificationsstranger252LavaNessuna valutazione finora
- Welding Generators MPMDocumento1 paginaWelding Generators MPMLucioNessuna valutazione finora
- Versaflow 80 C Plus: Product DataDocumento2 pagineVersaflow 80 C Plus: Product DataMuhammad victoryan nadezulNessuna valutazione finora
- Typical Tensile Properties: Approvals Are Based On Factory Location. Please Contact ESAB For More InformationDocumento1 paginaTypical Tensile Properties: Approvals Are Based On Factory Location. Please Contact ESAB For More InformationKukuh YuonoNessuna valutazione finora
- Fabcor 86 RDocumento2 pagineFabcor 86 RAnonymous fj4iRr1Nessuna valutazione finora
- Medidor de CaudalDocumento4 pagineMedidor de CaudalCarlos Rovello GandoNessuna valutazione finora
- SFTPreal10 Cat6A 6x4p Loom 650MHz AWG26Documento2 pagineSFTPreal10 Cat6A 6x4p Loom 650MHz AWG26Slobodan ĐenićNessuna valutazione finora
- Lincoln, Tech-Rod ® 99 (c141022)Documento2 pagineLincoln, Tech-Rod ® 99 (c141022)RodrigoNessuna valutazione finora
- Lincoln, TECHALLOY® 606 (c14107)Documento2 pagineLincoln, TECHALLOY® 606 (c14107)RodrigoNessuna valutazione finora
- Esab, OK Flux 10.71 (30.06.16), 420014-En - US-FactSheet - Main-01Documento2 pagineEsab, OK Flux 10.71 (30.06.16), 420014-En - US-FactSheet - Main-01RodrigoNessuna valutazione finora
- Esab, OK Autrod 12.10 (A345311)Documento1 paginaEsab, OK Autrod 12.10 (A345311)RodrigoNessuna valutazione finora
- Esab, OK Autrod 12.22 (1222252800)Documento1 paginaEsab, OK Autrod 12.22 (1222252800)RodrigoNessuna valutazione finora
- Esab, OK Flux 10.71 (30.06.16), 420014-En - US-FactSheet - Main-01Documento2 pagineEsab, OK Flux 10.71 (30.06.16), 420014-En - US-FactSheet - Main-01RodrigoNessuna valutazione finora
- Esab, Dual Shield II 110 (265-En - US-FactSheet - Main-01) (26.10.16)Documento2 pagineEsab, Dual Shield II 110 (265-En - US-FactSheet - Main-01) (26.10.16)RodrigoNessuna valutazione finora
- Esab, Coreshield 40 (275-En - US-FactSheet - Main-01) (26.10.16)Documento1 paginaEsab, Coreshield 40 (275-En - US-FactSheet - Main-01) (26.10.16)RodrigoNessuna valutazione finora
- Hobart, Hoballoy - 8018b2 (Aws E8018-B2 h4r)Documento2 pagineHobart, Hoballoy - 8018b2 (Aws E8018-B2 h4r)RodrigoNessuna valutazione finora
- Esab, Dual Shield 810X Ni1 (248 en - US FactSheet - Main 01)Documento2 pagineEsab, Dual Shield 810X Ni1 (248 en - US FactSheet - Main 01)RodrigoNessuna valutazione finora
- Esab, OK Tigrod NiCr-3 (21.06.16) (411170-En - US-FactSheet - Main-01)Documento1 paginaEsab, OK Tigrod NiCr-3 (21.06.16) (411170-En - US-FactSheet - Main-01)RodrigoNessuna valutazione finora
- Welding Strenx and Hardox V5 2015Documento16 pagineWelding Strenx and Hardox V5 2015Rodrigo100% (1)
- Hardox HiTuf 2016-01-14 264 371857150 enDocumento3 pagineHardox HiTuf 2016-01-14 264 371857150 enRodrigoNessuna valutazione finora
- Data Sheet 2006 Strenx 700 20170420 121 371857150 enDocumento2 pagineData Sheet 2006 Strenx 700 20170420 121 371857150 enRodrigoNessuna valutazione finora
- S 210Documento6 pagineS 210RodrigoNessuna valutazione finora
- UltraTech Powergrout NS2Documento2 pagineUltraTech Powergrout NS2Savalia HardikNessuna valutazione finora
- DAFZ RegulationsDocumento41 pagineDAFZ RegulationsRoger SchulpNessuna valutazione finora
- Sintex UPVC Windows PPTR1 (Compatibility Mode)Documento43 pagineSintex UPVC Windows PPTR1 (Compatibility Mode)Artegress GroupNessuna valutazione finora
- BOQ SampleDocumento72 pagineBOQ SampleLakmal Jayashantha100% (1)
- Lecture-10 Analysis and Design of Flate Plates and Flat SlabsDocumento64 pagineLecture-10 Analysis and Design of Flate Plates and Flat Slabskamra khanNessuna valutazione finora
- MSD CDocumento1 paginaMSD CbarrozomariakatrinaNessuna valutazione finora
- 3.syllabus (Solid State Physics) OptionalDocumento2 pagine3.syllabus (Solid State Physics) OptionalMuhammad Hasan RazaNessuna valutazione finora
- KLOCKE - Abrasive Machining of Advanced Aerospace Alloys and CompositesDocumento24 pagineKLOCKE - Abrasive Machining of Advanced Aerospace Alloys and CompositesLuis Fillipe Lopes TorresNessuna valutazione finora
- 13-04-2021 Load Combination ListDocumento1 pagina13-04-2021 Load Combination ListomkarNessuna valutazione finora
- 02 - Power PlugDocumento12 pagine02 - Power Plugzizou.rengokuNessuna valutazione finora
- Flow Measurement (Compatibility Mode)Documento11 pagineFlow Measurement (Compatibility Mode)NRNiloyNessuna valutazione finora
- Aashto - Catalog, Volume 2, 2018Documento24 pagineAashto - Catalog, Volume 2, 2018MiroslavNessuna valutazione finora
- Beam Design Detail Report: Material and Design DataDocumento10 pagineBeam Design Detail Report: Material and Design DataazwanNessuna valutazione finora
- Involute Gear Tooth Contact Stress AnalysisDocumento17 pagineInvolute Gear Tooth Contact Stress AnalysisCelsoNessuna valutazione finora
- Analisa Kabel Fire Alarm - KlarifikasiDocumento1 paginaAnalisa Kabel Fire Alarm - KlarifikasiDafam KalijudaNessuna valutazione finora
- Carrier - Company ProfileDocumento1 paginaCarrier - Company Profiledeboline mitraNessuna valutazione finora
- 5f72776f3e12c83107dc0f2e 56 ANSI Flange Access FittingDocumento8 pagine5f72776f3e12c83107dc0f2e 56 ANSI Flange Access Fittingiyandaseun8846Nessuna valutazione finora
- Structural Design of Drainage ChannelDocumento8 pagineStructural Design of Drainage ChannelMikaheel AdesanyaNessuna valutazione finora
- Permeability of Concrete - tcm45-346751Documento3 paginePermeability of Concrete - tcm45-346751abualamalNessuna valutazione finora
- Final Report Mauricio Schmidt MunizDocumento20 pagineFinal Report Mauricio Schmidt MunizIgnaas JimidarNessuna valutazione finora
- TDS Hipersite W7000Documento1 paginaTDS Hipersite W7000It WittayaNessuna valutazione finora
- 12326899Documento70 pagine12326899imranNessuna valutazione finora
- Anexo 3 Seleccion Equipos Volumen Variable de RefrigeranteDocumento41 pagineAnexo 3 Seleccion Equipos Volumen Variable de RefrigerantepabloabelgilsotoNessuna valutazione finora
- Advanced Cast Products - Ductile Iron Specs-ASTM 897, ASTM A536, SAE J434Documento27 pagineAdvanced Cast Products - Ductile Iron Specs-ASTM 897, ASTM A536, SAE J434George CharitouNessuna valutazione finora
- QCP KOC-VME 1221006120-PART 1 Rev 3Documento49 pagineQCP KOC-VME 1221006120-PART 1 Rev 3Alireza Golpesar100% (1)
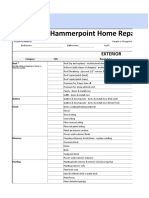
- Hammerpoint Home Repair Estimator: ExteriorDocumento12 pagineHammerpoint Home Repair Estimator: ExteriorpauuxNessuna valutazione finora
- Brown White Minimalist Home Decoration PresentationDocumento110 pagineBrown White Minimalist Home Decoration PresentationMiMipan DRNessuna valutazione finora