Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Boiler CourseDocumento146 pagineBoiler Courseknx175100% (9)
- TOEFL Prediction Test 2: Mohon Materi Tes Ini Tidak Diberikan Kepada SiapapunDocumento6 pagineTOEFL Prediction Test 2: Mohon Materi Tes Ini Tidak Diberikan Kepada Siapapunbatpersero12100% (1)
- Methods-Water Leak DetectionDocumento6 pagineMethods-Water Leak DetectionAbhijeeth NagarajNessuna valutazione finora
- Dijual Kapal LCT: Sign Up Log inDocumento3 pagineDijual Kapal LCT: Sign Up Log inAndi Nak SriwijayaNessuna valutazione finora
- CLOSE ## Free LCT 2000 DWT Di Jakarta: Sign Up Log inDocumento3 pagineCLOSE ## Free LCT 2000 DWT Di Jakarta: Sign Up Log inAndi Nak SriwijayaNessuna valutazione finora
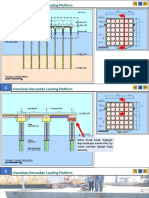
- Visualisasi Kerusakan Loading Platform: Arah Laut Arah DaratDocumento5 pagineVisualisasi Kerusakan Loading Platform: Arah Laut Arah DaratAndi Nak SriwijayaNessuna valutazione finora
- Dijual LCT Tahun 2016: Sign Up Log inDocumento5 pagineDijual LCT Tahun 2016: Sign Up Log inAndi Nak SriwijayaNessuna valutazione finora
- Visualisasi Kerusakan Loading Platform: Arah LautDocumento7 pagineVisualisasi Kerusakan Loading Platform: Arah LautAndi Nak SriwijayaNessuna valutazione finora
- Ready LCT For Rent!: Sign Up Log inDocumento5 pagineReady LCT For Rent!: Sign Up Log inAndi Nak SriwijayaNessuna valutazione finora
- LCT Vip JayaDocumento2 pagineLCT Vip JayaAndi Nak SriwijayaNessuna valutazione finora
- Supply Chain: Project ManagementDocumento1 paginaSupply Chain: Project ManagementAndi Nak SriwijayaNessuna valutazione finora
- Your CV - Webinar ECI - 200522 - Materi PDFDocumento54 pagineYour CV - Webinar ECI - 200522 - Materi PDFAndi Nak SriwijayaNessuna valutazione finora
- Ansys Experience Hall: 5G Booth Live Presentation ScheduleDocumento3 pagineAnsys Experience Hall: 5G Booth Live Presentation ScheduleAndi Nak SriwijayaNessuna valutazione finora
- Kaizen in Era Industry 4.0: Webinar SeriesDocumento1 paginaKaizen in Era Industry 4.0: Webinar SeriesAndi Nak SriwijayaNessuna valutazione finora
- Ansys Experience Hall: 5G Booth Live Presentation ScheduleDocumento3 pagineAnsys Experience Hall: 5G Booth Live Presentation ScheduleAndi Nak SriwijayaNessuna valutazione finora
- Your CV - Webinar ECI - 200522 - Materi PDFDocumento54 pagineYour CV - Webinar ECI - 200522 - Materi PDFAndi Nak SriwijayaNessuna valutazione finora
- Materials For Mechanical Parts-Steel & Standards PDFDocumento31 pagineMaterials For Mechanical Parts-Steel & Standards PDFAndi Nak SriwijayaNessuna valutazione finora
- Optimization of The Dynamic Blanking Process: Lukasz BohdalDocumento2 pagineOptimization of The Dynamic Blanking Process: Lukasz BohdalAndi Nak SriwijayaNessuna valutazione finora
- ZX200-3 Specs PDFDocumento8 pagineZX200-3 Specs PDFKasidinNessuna valutazione finora
- BR Series ERDocumento16 pagineBR Series ERputex247Nessuna valutazione finora
- 2 Permodelan Kolom Baja Profil Siku Tersusun1Documento12 pagine2 Permodelan Kolom Baja Profil Siku Tersusun1Tri Aditha NugrahaNessuna valutazione finora
- Oper-2-Jose A. Lana PDFDocumento10 pagineOper-2-Jose A. Lana PDFAndi Nak SriwijayaNessuna valutazione finora
- Shaft Mount PDFDocumento9 pagineShaft Mount PDFAndi Nak SriwijayaNessuna valutazione finora
- ANSYS Drawing Sub IndoDocumento8 pagineANSYS Drawing Sub IndoAndi Nak SriwijayaNessuna valutazione finora
- 35.11015 EN TCM 87-133509 PDFDocumento306 pagine35.11015 EN TCM 87-133509 PDFAlfredo YongNessuna valutazione finora
- ANSYS DrawingDocumento7 pagineANSYS DrawingAndi Nak SriwijayaNessuna valutazione finora
- PDocumento1 paginaPAndi Nak SriwijayaNessuna valutazione finora
- Fundamentals of Tool DesignDocumento6 pagineFundamentals of Tool DesignAndi Nak SriwijayaNessuna valutazione finora
- 28-38Documento11 pagine28-38Andi Nak SriwijayaNessuna valutazione finora
- 10414Documento5 pagine10414Andi Nak SriwijayaNessuna valutazione finora
- Behind-The-Scene 3p Noop Behind-The-Scene 3p-Frame NoopDocumento1 paginaBehind-The-Scene 3p Noop Behind-The-Scene 3p-Frame NoopAndi Nak SriwijayaNessuna valutazione finora
- Portal Statis Tertentu 1Documento11 paginePortal Statis Tertentu 1PUTRINessuna valutazione finora
- RT 140Documento13 pagineRT 140Dmitrii Pustoshkin100% (1)
- Investigating The Effect of Temperature On Cell MembranesDocumento3 pagineInvestigating The Effect of Temperature On Cell MembranesbeccatannerrrNessuna valutazione finora
- 00s6. UI SS Lecture 6 Clastic Classification 1002Documento33 pagine00s6. UI SS Lecture 6 Clastic Classification 1002MuzzammilAlMackyNessuna valutazione finora
- Makalah KLTDocumento9 pagineMakalah KLTretnofarahd5Nessuna valutazione finora
- EDTA Titration of Calcium and MagnesiumDocumento3 pagineEDTA Titration of Calcium and MagnesiumAnonymous NxpnI6jC67% (3)
- Radiative Heat Transfer in Participating Media A ReviewDocumento20 pagineRadiative Heat Transfer in Participating Media A ReviewSanjeevan Lakra0% (1)
- Rasa Rat Nasa Muc ChayaDocumento8 pagineRasa Rat Nasa Muc ChayatemmNessuna valutazione finora
- ABB Epoxy PoleDocumento11 pagineABB Epoxy Poleminsoo11Nessuna valutazione finora
- X ALL SUBJECTS EXCEPT COMP-compressed PDFDocumento19 pagineX ALL SUBJECTS EXCEPT COMP-compressed PDFAditya MathurNessuna valutazione finora
- UGSemsterSyllabus Chemistry 5Sem6AChemistry EnglishDocumento169 pagineUGSemsterSyllabus Chemistry 5Sem6AChemistry EnglishAnil GugulothNessuna valutazione finora
- Handbook 6th Sem MeDocumento100 pagineHandbook 6th Sem MeJag Parvesh DahiyaNessuna valutazione finora
- Guia Seleccion Productos AffinityDocumento4 pagineGuia Seleccion Productos AffinityFrank MariniNessuna valutazione finora
- Hydrothermal Synthesis of Hydroxy Sodalite Zeolite Membrane SeparationDocumento8 pagineHydrothermal Synthesis of Hydroxy Sodalite Zeolite Membrane Separationcelcenu100% (1)
- Chevron Handbook Drilling FluidsDocumento277 pagineChevron Handbook Drilling FluidsAtiq uRehman100% (2)
- Science Magazine April 07 2006 PDFDocumento144 pagineScience Magazine April 07 2006 PDFAndrés FrankowNessuna valutazione finora
- Muscles Revision QuestionsDocumento20 pagineMuscles Revision QuestionsalexdarcyNessuna valutazione finora
- Low Cycle Fatigue in AnsysDocumento20 pagineLow Cycle Fatigue in AnsysSuvarnaNessuna valutazione finora
- The World of CyclophanesDocumento6 pagineThe World of CyclophanesDivya NarayanNessuna valutazione finora
- Dykem Steel RedDocumento4 pagineDykem Steel RedMark Evan SalutinNessuna valutazione finora
- Tutorial 5Documento1 paginaTutorial 5sakinah azizanNessuna valutazione finora
- Heat Transfer Operations Lab Report: Engr. M. Akmal RanaDocumento4 pagineHeat Transfer Operations Lab Report: Engr. M. Akmal RanaUmair farooqNessuna valutazione finora
- Moisture Relations & TestingDocumento21 pagineMoisture Relations & TestingRITIKNessuna valutazione finora
- Konelab 20Documento2 pagineKonelab 20mrashrafi100% (1)
- This Manual Includes: Repair Procedures Fault Codes Electrical and Hydraulic SchematicsDocumento187 pagineThis Manual Includes: Repair Procedures Fault Codes Electrical and Hydraulic Schematicsaa100% (1)
- Urban Drainage Hydraulic CalculationsDocumento1 paginaUrban Drainage Hydraulic CalculationsImran AzizNessuna valutazione finora
- Chemistry C8A Aanotes SDocumento26 pagineChemistry C8A Aanotes SQuan YingNessuna valutazione finora
- Francis Preston Venable-A Short History of ChemistryDocumento184 pagineFrancis Preston Venable-A Short History of Chemistrynareshraichura100% (1)
- 3 Axis Scan Sys - Manual - Sept 2011Documento36 pagine3 Axis Scan Sys - Manual - Sept 2011John AndersonNessuna valutazione finora