Potrebbero piacerti anche
- Astm A409 A409m 2001Documento6 pagineAstm A409 A409m 2001Roland CepedaNessuna valutazione finora
- SAE 8620H Chemical Composition, SAE 8620H Mechanical Properties, SAE 8620H Heat TreatmentDocumento2 pagineSAE 8620H Chemical Composition, SAE 8620H Mechanical Properties, SAE 8620H Heat TreatmentAnush Swaminathan100% (1)
- Comp SA36, IS 2062, SA516 GR 60Documento2 pagineComp SA36, IS 2062, SA516 GR 60RajendraNessuna valutazione finora
- Astm A744-A744m 2010Documento6 pagineAstm A744-A744m 2010Júlio RosaNessuna valutazione finora
- Sa 414Documento4 pagineSa 414AnilNessuna valutazione finora
- Swe TB d11 0003010 Hot Dip Galvanizing SteelDocumento7 pagineSwe TB d11 0003010 Hot Dip Galvanizing SteelArun SharmaNessuna valutazione finora
- Steel Bars, Alloy, Standard GradesDocumento4 pagineSteel Bars, Alloy, Standard GradesGian SennaNessuna valutazione finora
- AISI1045Documento2 pagineAISI1045Sandip JawalkarNessuna valutazione finora
- Specification For Seamless Red Brass Pipe, Standard SizesDocumento8 pagineSpecification For Seamless Red Brass Pipe, Standard SizesVCNessuna valutazione finora
- Kaiser Aluminum Soft Alloy Tube PDFDocumento31 pagineKaiser Aluminum Soft Alloy Tube PDFgerrzen64Nessuna valutazione finora
- SIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Documento5 pagineSIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Rajoo PrajapatiNessuna valutazione finora
- Ductile Iron Data For Design EngineersDocumento3 pagineDuctile Iron Data For Design EngineersSourav HaitNessuna valutazione finora
- Is 513 Amendment-1Documento2 pagineIs 513 Amendment-1sanjeev00747488Nessuna valutazione finora
- Manufacturer of Stainless Steel Kitchen EquipmentDocumento3 pagineManufacturer of Stainless Steel Kitchen EquipmentMUTQAN STEELNessuna valutazione finora
- 2062Documento17 pagine2062hswed91100% (1)
- D2 Tool Steel - CrucibleDocumento2 pagineD2 Tool Steel - CrucibleRockWagonNessuna valutazione finora
- Trim Material Valve PlugDocumento4 pagineTrim Material Valve Plugalexmontell100% (1)
- 4340Documento2 pagine4340fedaquiNessuna valutazione finora
- Aluminium and Aluminium Alloys Extruded Rod Bar Tube and Profiles Mechanical Properties 1Documento8 pagineAluminium and Aluminium Alloys Extruded Rod Bar Tube and Profiles Mechanical Properties 1Hussain MahmudNessuna valutazione finora
- ASME SA240 304 (S30400) Stainless Steel Plate - A516Gr70 - S355J2 - SA516GR70 - A516 Grade 70 - SA516 Grade 70 - A572GR50 Steel Plate PDFDocumento7 pagineASME SA240 304 (S30400) Stainless Steel Plate - A516Gr70 - S355J2 - SA516GR70 - A516 Grade 70 - SA516 Grade 70 - A572GR50 Steel Plate PDFJA KNessuna valutazione finora
- M6x1.0x23 Long HHS Control PlanDocumento2 pagineM6x1.0x23 Long HHS Control PlanDhanluxmi AutomaticsNessuna valutazione finora
- Astm B111Documento9 pagineAstm B111mmlingNessuna valutazione finora
- Api-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Documento4 pagineApi-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Ahmed ElsharkawNessuna valutazione finora
- Data Sheet Material 2.4819Documento3 pagineData Sheet Material 2.4819BoberNessuna valutazione finora
- Disclosure To Promote The Right To Information: IS 4432 (1988) : Case Hardening Steels (MTD 16: Alloy Steels and Forgings)Documento15 pagineDisclosure To Promote The Right To Information: IS 4432 (1988) : Case Hardening Steels (MTD 16: Alloy Steels and Forgings)Selvaraji Muthu50% (2)
- Tata Steel - YMPRESS S500MC - Data SheetDocumento2 pagineTata Steel - YMPRESS S500MC - Data SheetpnagarajjNessuna valutazione finora
- HC-49 Engineering SpecificationDocumento6 pagineHC-49 Engineering SpecificationarunrathikaNessuna valutazione finora
- Metal Solid IronDocumento48 pagineMetal Solid IronX800XL100% (1)
- FastenerDocumento46 pagineFastenerTechproNessuna valutazione finora
- Aisi 4140 Alloy Steel (Uns g41400)Documento4 pagineAisi 4140 Alloy Steel (Uns g41400)Deepak ChaurasiaNessuna valutazione finora
- Mech Malleable Iron Fittings Catalogue PDFDocumento12 pagineMech Malleable Iron Fittings Catalogue PDFics companyNessuna valutazione finora
- Iso 14343-2017Documento24 pagineIso 14343-2017getatodicaNessuna valutazione finora
- AMS4930LDocumento8 pagineAMS4930Lremaja1249Nessuna valutazione finora
- Aa10208 FINAL - 1Documento139 pagineAa10208 FINAL - 1Surendra MalasaneNessuna valutazione finora
- Material Specification: Specification: Revision Date: Revision LevelDocumento2 pagineMaterial Specification: Specification: Revision Date: Revision LevelReginaldo Santos100% (1)
- Inspeccion de GalvanizadoDocumento22 pagineInspeccion de GalvanizadoacuaroscarNessuna valutazione finora
- Flange - Long Weld Neck, ANSI Class 600, ASME B16.5, 1 - 16 - Raised Face (In)Documento2 pagineFlange - Long Weld Neck, ANSI Class 600, ASME B16.5, 1 - 16 - Raised Face (In)Magin Idelfonso TorreblancaNessuna valutazione finora
- Sfa-5.7Documento10 pagineSfa-5.7vannie_yundaNessuna valutazione finora
- Astm A 123 - 2013Documento8 pagineAstm A 123 - 2013JOSENessuna valutazione finora
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocumento3 pagineInspection & Testing Requirements Scope:: Test and Inspection PerAli Raza100% (1)
- The Role of Niobium in Austenitic and Duplex Stainless SteelsDocumento25 pagineThe Role of Niobium in Austenitic and Duplex Stainless SteelsZoe SideriNessuna valutazione finora
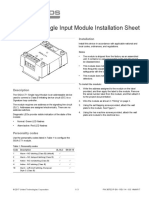
- SIGA CT1 Est Manual Instalacion SH IngenieriaDocumento3 pagineSIGA CT1 Est Manual Instalacion SH IngenieriaedgarNessuna valutazione finora
- (UNS S66286) : NAS Heat-Resistant Stainless SteelDocumento4 pagine(UNS S66286) : NAS Heat-Resistant Stainless Steelsafat parNessuna valutazione finora
- dpvc-09 Petrobras PDFDocumento47 paginedpvc-09 Petrobras PDFBilly TanNessuna valutazione finora
- Astm A105Documento5 pagineAstm A105mahamad AziNessuna valutazione finora
- Disclosure To Promote The Right To InformationDocumento13 pagineDisclosure To Promote The Right To InformationRavi JainNessuna valutazione finora
- Bent Tubes: DocumentationDocumento17 pagineBent Tubes: DocumentationAkmal NizametdinovNessuna valutazione finora
- Mil-P-24503 Ic4Documento5 pagineMil-P-24503 Ic4Russell Simano100% (1)
- Editorial Procedures and Form of Product Specifications For Steel, Stainless Steel, and Related AlloysDocumento10 pagineEditorial Procedures and Form of Product Specifications For Steel, Stainless Steel, and Related AlloysDarwin DarmawanNessuna valutazione finora
- AISI 410 Martensitic Stainless Steel: Gloria Material Technology CorpDocumento1 paginaAISI 410 Martensitic Stainless Steel: Gloria Material Technology CorppvdangNessuna valutazione finora
- Hardox 500 Sheet: General Product DescriptionDocumento2 pagineHardox 500 Sheet: General Product DescriptionDylkanWingsNessuna valutazione finora
- Technical Differences Between General or Batch Type and Continues Sheet Hot Dip GalvanizingDocumento3 pagineTechnical Differences Between General or Batch Type and Continues Sheet Hot Dip GalvanizingNestramiNessuna valutazione finora
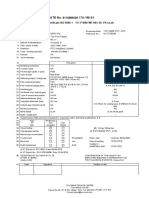
- Certificate No. / 74 / W/ 01: Welder S Certificate ISO 9606-1 111 P BW FM1 RB T 20 PA SS, NBDocumento1 paginaCertificate No. / 74 / W/ 01: Welder S Certificate ISO 9606-1 111 P BW FM1 RB T 20 PA SS, NBDeepak Das100% (1)
- K91.11 Soft Seated Ball Valve, Fully Welded or Threaded BodyDocumento4 pagineK91.11 Soft Seated Ball Valve, Fully Welded or Threaded BodyadrianioantomaNessuna valutazione finora
- I Materials Grades R en PDFDocumento47 pagineI Materials Grades R en PDFprocess processNessuna valutazione finora
- Soft Magnetic Iron Parts Fabricated by Powder Metallurgy (P/M) TechniquesDocumento4 pagineSoft Magnetic Iron Parts Fabricated by Powder Metallurgy (P/M) TechniquesEduardoNessuna valutazione finora
- Macsteel VRN - Wear Abrasion Steels - VRN 400Documento4 pagineMacsteel VRN - Wear Abrasion Steels - VRN 400Pond KampeeraNessuna valutazione finora
- Sumihard 400 (ASM 400)Documento2 pagineSumihard 400 (ASM 400)jose wanderleyNessuna valutazione finora
- ASME 193 and 193MDocumento4 pagineASME 193 and 193MGauravNessuna valutazione finora
- Cast Steel HandBookDocumento93 pagineCast Steel HandBookAlexa Harper100% (1)
- DW 450 MLE - Motor Lead Flat Cable 450 °FDocumento2 pagineDW 450 MLE - Motor Lead Flat Cable 450 °FMario DiezNessuna valutazione finora
- Operation Manual For ShooterDocumento13 pagineOperation Manual For ShooterMario DiezNessuna valutazione finora
- 6 Shooting Tips From Bryan LitzDocumento4 pagine6 Shooting Tips From Bryan LitzMario Diez100% (1)
- Sierra 308 WinDocumento9 pagineSierra 308 Winwhi7efea7herNessuna valutazione finora
- 0803134592Documento278 pagine0803134592Yap Wen KhongNessuna valutazione finora
- Monel Corrosion: Monel Strainer Corroded at The Seawater LineDocumento2 pagineMonel Corrosion: Monel Strainer Corroded at The Seawater LinePaul NeedhamNessuna valutazione finora
- Static Recrystalization TextureDocumento11 pagineStatic Recrystalization Texture于大放Nessuna valutazione finora
- Corroseal Rust ConverterDocumento2 pagineCorroseal Rust Converterrankchetan100% (1)
- Master Structural Materials BreakupDocumento15 pagineMaster Structural Materials BreakupswelitshhNessuna valutazione finora
- Steel Industry AbstractDocumento14 pagineSteel Industry AbstractXanman123Nessuna valutazione finora
- Microstructures and Fatigue Crack Growth of EH36 TMCP Steel WeldmentsDocumento8 pagineMicrostructures and Fatigue Crack Growth of EH36 TMCP Steel WeldmentsJohan Esteban Garcia PuentesNessuna valutazione finora
- Catalogus 2014 Compleet - LR PDFDocumento215 pagineCatalogus 2014 Compleet - LR PDFJacob ReedNessuna valutazione finora
- Aluminum 2014-T6 2014-T651 (Extended Form Data) : Advertise With Matweb!Documento9 pagineAluminum 2014-T6 2014-T651 (Extended Form Data) : Advertise With Matweb!vishwanadh kNessuna valutazione finora
- Coating Types and FunctionsDocumento2 pagineCoating Types and FunctionsRaheel Neo AhmadNessuna valutazione finora
- Aisi 1040Documento3 pagineAisi 1040Abhinav BhatnagarNessuna valutazione finora
- Continuous Casting Defects: Origins and Control: Prof. Viswanathan N N Indian Institute of Technology - BombayDocumento32 pagineContinuous Casting Defects: Origins and Control: Prof. Viswanathan N N Indian Institute of Technology - Bombayamit gajbhiyeNessuna valutazione finora
- MSM All Defects and NotesDocumento95 pagineMSM All Defects and NotesAmandeep SinghNessuna valutazione finora
- Asme Sec Viii Div 2 2017Documento1 paginaAsme Sec Viii Div 2 2017Lipika GayenNessuna valutazione finora
- Tube Products of India Cold Rolling DivisionDocumento45 pagineTube Products of India Cold Rolling DivisionAditya TripathiNessuna valutazione finora
- Metals and Non-Metals: Very Short Answer Type Questions (1 Mark)Documento6 pagineMetals and Non-Metals: Very Short Answer Type Questions (1 Mark)Kumar AbhishantNessuna valutazione finora
- RM01 - 23 Case Study Friction Stir WeldingDocumento49 pagineRM01 - 23 Case Study Friction Stir WeldingAnonymous cgcKzFtXNessuna valutazione finora
- 7000 Series PFMEA (English For Reference)Documento9 pagine7000 Series PFMEA (English For Reference)RonNessuna valutazione finora
- WORKSHEET - Reactivity & Rate of Chemical Reaction - ANSWERDocumento5 pagineWORKSHEET - Reactivity & Rate of Chemical Reaction - ANSWERKevin ImmanuelNessuna valutazione finora
- Aluminium Alloy Ingots PDFDocumento1 paginaAluminium Alloy Ingots PDFraghulramasamyNessuna valutazione finora
- Experiment4 StudyofPhysicalPropertiesofCommonRock FormingMinerals IDocumento26 pagineExperiment4 StudyofPhysicalPropertiesofCommonRock FormingMinerals IYuanNessuna valutazione finora
- 2-Lab Sheet Experiment 2 (Material) - Microstructure Study of Ferrous and Non Ferrous PDFDocumento3 pagine2-Lab Sheet Experiment 2 (Material) - Microstructure Study of Ferrous and Non Ferrous PDFfaqhrulNessuna valutazione finora
- Core (STEM) - EarthScience-SLMG11Q1W1-Identify Common Rock-Forming Minerals Using Their Physcial and Chemical PropertiesDocumento18 pagineCore (STEM) - EarthScience-SLMG11Q1W1-Identify Common Rock-Forming Minerals Using Their Physcial and Chemical PropertiesRM L. JamandronNessuna valutazione finora
- Improvements in Strength and Stress Corrosion Cracking Properties in Aluminum Alloy 7075 Via Low-Temperature Retrogression and Re-Aging Heat Treatments PDFDocumento9 pagineImprovements in Strength and Stress Corrosion Cracking Properties in Aluminum Alloy 7075 Via Low-Temperature Retrogression and Re-Aging Heat Treatments PDFvijayNessuna valutazione finora
- Chelsea Filter Reactions Gem Stone Study 1Documento3 pagineChelsea Filter Reactions Gem Stone Study 1Georgegeorgeb100% (1)
- Metal Injection Moulding (MIM) Technology With 18ct Gold, Feasability StudyDocumento21 pagineMetal Injection Moulding (MIM) Technology With 18ct Gold, Feasability StudyGuru CharanNessuna valutazione finora
- Science Fair Project-Edu 214Documento9 pagineScience Fair Project-Edu 214api-570534162Nessuna valutazione finora
- NF EN 573 3 Aluminium and Aluminium Alloys PDFDocumento37 pagineNF EN 573 3 Aluminium and Aluminium Alloys PDFStefan Stan67% (3)
- 2008 Oct Stainless Steel PresentationDocumento62 pagine2008 Oct Stainless Steel PresentationTimBarrowsNessuna valutazione finora