Potrebbero piacerti anche
- Codigos G y M para CNCDocumento3 pagineCodigos G y M para CNCgerardo100% (1)
- Manual de CNCDocumento60 pagineManual de CNCMaclovio Hernández Jesús Elias100% (1)
- Catalogo de Pernos de American Screw FijacionesDocumento143 pagineCatalogo de Pernos de American Screw Fijacionescempalf1Nessuna valutazione finora
- Montaje y puesta en marcha de sistemas robóticos y sistemas de visión, en bienes de equipo y maquinaria industrial. FMEE0208Da EverandMontaje y puesta en marcha de sistemas robóticos y sistemas de visión, en bienes de equipo y maquinaria industrial. FMEE0208Valutazione: 3 su 5 stelle3/5 (1)
- Dibujo Tecnico IndustrialDocumento94 pagineDibujo Tecnico IndustrialEdinson Flores LunaNessuna valutazione finora
- Codigos para El Torno CNC DYNAMITEDocumento6 pagineCodigos para El Torno CNC DYNAMITEKevin Islas100% (1)
- CNCDocumento27 pagineCNCMemo Perez100% (1)
- Mecanizado (Torno)Documento51 pagineMecanizado (Torno)Gerardo Barrantes100% (3)
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Da EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Nessuna valutazione finora
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Da EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Nessuna valutazione finora
- Práctica TORNODocumento30 paginePráctica TORNOCarlos Fdez100% (1)
- Fresadora CNCDocumento6 pagineFresadora CNCMaria Jose AlbujaNessuna valutazione finora
- Tema 2.2 Introducción CNC PDFDocumento38 pagineTema 2.2 Introducción CNC PDFFernando100% (1)
- ¿Qué Es Un Sistema CNC?: Codigos de Programación para CNC Tipos G y MDocumento6 pagine¿Qué Es Un Sistema CNC?: Codigos de Programación para CNC Tipos G y MDaniel GarciaNessuna valutazione finora
- Diseno Programacion Simulacion Fabricacion CNC CON MASTERCAM X9Documento225 pagineDiseno Programacion Simulacion Fabricacion CNC CON MASTERCAM X9Alberto Luna0% (1)
- Master Ejemplo BombaDocumento97 pagineMaster Ejemplo BombaEDWARDNessuna valutazione finora
- Codigos M y GDocumento3 pagineCodigos M y GmarcoNessuna valutazione finora
- Control Numerico ComputarizadoDocumento12 pagineControl Numerico Computarizado4681007006Nessuna valutazione finora
- Mini Catálogo TornilleríaDocumento88 pagineMini Catálogo Tornilleríazidanek69Nessuna valutazione finora
- Procesos auxiliares de fabricación en el mecanizado por corte y conformado. FMEH0209Da EverandProcesos auxiliares de fabricación en el mecanizado por corte y conformado. FMEH0209Nessuna valutazione finora
- Introduccion Al CNCDocumento24 pagineIntroduccion Al CNCRichardVargasNessuna valutazione finora
- Herramientas de CorteDocumento15 pagineHerramientas de Cortejaviercastrillon91% (11)
- Clasificación de Las Herramientas de CorteDocumento21 pagineClasificación de Las Herramientas de CorteWilber de la Cruz60% (15)
- Curso Torno PDFDocumento80 pagineCurso Torno PDFAlberto GaytánNessuna valutazione finora
- Apuntes Generales Torno Fagor 8050Documento47 pagineApuntes Generales Torno Fagor 8050Mireille Aline0% (1)
- Apuntes Control Fagor 8055Documento27 pagineApuntes Control Fagor 8055Bruno Andres AlistersNessuna valutazione finora
- F-OBR-014 Inspección de Herramientas Manuales v.01Documento1 paginaF-OBR-014 Inspección de Herramientas Manuales v.01Ezequiel J PalaciosNessuna valutazione finora
- Practica 3 - TornoDocumento25 paginePractica 3 - TornoJeNy MichiNessuna valutazione finora
- Introduccion A La Programacion CNC Modulo I PDFDocumento19 pagineIntroduccion A La Programacion CNC Modulo I PDFJonathan ZárateNessuna valutazione finora
- Manual de Partes - Hidrogrubert T15000Documento47 pagineManual de Partes - Hidrogrubert T15000GermanNessuna valutazione finora
- Manual Centro de Maquinado CNCDocumento49 pagineManual Centro de Maquinado CNCRaquel GonzalezNessuna valutazione finora
- DatumsDocumento8 pagineDatumsFidel AlejandroNessuna valutazione finora
- Carpeta CNC 5to Profesor Lucas CaulaDocumento14 pagineCarpeta CNC 5to Profesor Lucas CaulaTachi DuboscqNessuna valutazione finora
- 3b Torno CNCDocumento35 pagine3b Torno CNCJuanAntonioSilvaHipólitoNessuna valutazione finora
- Codigos G y MDocumento5 pagineCodigos G y MOscar CazaresNessuna valutazione finora
- Practica de MaquinadoDocumento12 paginePractica de MaquinadoLuis MartinezNessuna valutazione finora
- Fresadora PractDocumento15 pagineFresadora PractFrancisco Jiménez AlejandroNessuna valutazione finora
- Herramientas de Corte para Maquinado Con CNCDocumento8 pagineHerramientas de Corte para Maquinado Con CNCbtrasla9023100% (1)
- Principios Del CNCDocumento2 paginePrincipios Del CNCCracatoasNessuna valutazione finora
- Sistemas AutomáticosDocumento37 pagineSistemas AutomáticosJose MaraviNessuna valutazione finora
- Taller Electromecanico 3Documento6 pagineTaller Electromecanico 3José Gonzalo VelasquezNessuna valutazione finora
- Informe CNCDocumento15 pagineInforme CNCLuis MuyulemaNessuna valutazione finora
- CNC TeoriaDocumento61 pagineCNC TeoriaJose FelicianoNessuna valutazione finora
- Codigos Genericos de Programacion.Documento54 pagineCodigos Genericos de Programacion.Ptr Ramirez CardenasNessuna valutazione finora
- Programación Con Códigos G y M en CNCDocumento3 pagineProgramación Con Códigos G y M en CNCgasbyNessuna valutazione finora
- Manual de Prácticas 2 Cero MaquinaDocumento8 pagineManual de Prácticas 2 Cero MaquinaCarlos Alfredo Diaz HernandezNessuna valutazione finora
- Software GimDocumento10 pagineSoftware GimLuis FelipeNessuna valutazione finora
- Programacion de Maquinas CNCDocumento13 pagineProgramacion de Maquinas CNCLuis BarriosNessuna valutazione finora
- PROGRAMACIÓNDocumento139 paginePROGRAMACIÓNMiguel Angel Poma NinaNessuna valutazione finora
- Reporte para La Fresadora CNCDocumento15 pagineReporte para La Fresadora CNCErnestoNessuna valutazione finora
- Herrami ConosDocumento8 pagineHerrami ConosMecanizado SenaNessuna valutazione finora
- Herramientas de Corte TornoDocumento28 pagineHerramientas de Corte TornoJose RizoNessuna valutazione finora
- Programación en CNC en Base A CAD y CAMDocumento13 pagineProgramación en CNC en Base A CAD y CAMJose Fernandez100% (1)
- CNC WinUnisoftDocumento26 pagineCNC WinUnisoftHoppet0% (1)
- CNCDocumento8 pagineCNCPaulo Aparicio PortugalNessuna valutazione finora
- Curso Programador CNCDocumento20 pagineCurso Programador CNCGUSTAVO ANGEL PAZ AGUILARNessuna valutazione finora
- Cero Maquina Cero Pieza FresadoraDocumento7 pagineCero Maquina Cero Pieza FresadoraRaul GamboaNessuna valutazione finora
- Analisis de Tolerancias GeometricasDocumento16 pagineAnalisis de Tolerancias GeometricasEdson MarquezNessuna valutazione finora
- Mitsubishi Electric Europe Robots de Brazo Articulado Robots de Brazo Articulado Melfa Serie RV 2sdb 632568Documento4 pagineMitsubishi Electric Europe Robots de Brazo Articulado Robots de Brazo Articulado Melfa Serie RV 2sdb 632568Rays Pain Sama AkatsukiNessuna valutazione finora
- Manual de Operacion CNCDocumento14 pagineManual de Operacion CNCJosue Castaño ArriagaNessuna valutazione finora
- CNCDocumento44 pagineCNCRoberto Azcárate SánchezNessuna valutazione finora
- 59 Ejerciciosguiadosdeautocad 2007Documento270 pagine59 Ejerciciosguiadosdeautocad 2007Mãtu GlökerNessuna valutazione finora
- Codigos G y MDocumento8 pagineCodigos G y MKatty Sauceda100% (1)
- Recopilación de Los Principales Comandos en Codigo GDocumento3 pagineRecopilación de Los Principales Comandos en Codigo GAdrianRmzNessuna valutazione finora
- Significado de Las LetrasDocumento2 pagineSignificado de Las LetrasRodolfo Miguel Vargas FilomenoNessuna valutazione finora
- Preguntas GrooverDocumento57 paginePreguntas GrooverJuli MoschetoNessuna valutazione finora
- Triptico - Taladros Industriales - Procesos de ManufacturaDocumento2 pagineTriptico - Taladros Industriales - Procesos de ManufacturaJesùs Escalona50% (2)
- Relacion de TornilleriaDocumento5 pagineRelacion de TornilleriaSebas OrozcoNessuna valutazione finora
- Tecnologia Proyecto Del TornoDocumento13 pagineTecnologia Proyecto Del Tornonelzon100% (1)
- Laboratorio 06Documento11 pagineLaboratorio 06Gonzalo Barrios Amesquita0% (1)
- Centro de Entretenimiento ModernoDocumento9 pagineCentro de Entretenimiento ModernoEduardo CoxNessuna valutazione finora
- TDR Tuberia Conduit 23Documento4 pagineTDR Tuberia Conduit 23Daynie QVNessuna valutazione finora
- Prensa de EncuadernaciónDocumento19 paginePrensa de EncuadernaciónCarlos SalgadoNessuna valutazione finora
- Volkswagen Escarabajo2Documento14 pagineVolkswagen Escarabajo2daniel casaNessuna valutazione finora
- Fagor 8070 CNC Quick Reference Manual SpanishDocumento44 pagineFagor 8070 CNC Quick Reference Manual SpanishAnonymous 2SQDbt2Nessuna valutazione finora
- Proceso de Manufactura IIDocumento89 pagineProceso de Manufactura IIgtrin15Nessuna valutazione finora
- Procedimiento para Realizar Bujes MetalicosDocumento18 pagineProcedimiento para Realizar Bujes MetalicosJader OchoaNessuna valutazione finora
- Reduccion de MasaDocumento23 pagineReduccion de MasaVictor Yarleque OlayaNessuna valutazione finora
- 2 - Elementos MatriceriaDocumento18 pagine2 - Elementos MatriceriaRafa SorianoNessuna valutazione finora
- Práctica 2 - Programación A Pie de Máquina 1 - Torno CNCDocumento19 paginePráctica 2 - Programación A Pie de Máquina 1 - Torno CNCAgente 007Nessuna valutazione finora
- Descripción de Los Comandos Software Cncezpro: Laboratorio de Máquinas de CNCDocumento30 pagineDescripción de Los Comandos Software Cncezpro: Laboratorio de Máquinas de CNCAlexis EspinosaNessuna valutazione finora
- Ensayo de Tratamientos TérmicosDocumento21 pagineEnsayo de Tratamientos TérmicospedroojsrNessuna valutazione finora
- Normas Generales de Seguridad e Higiene en El TallerDocumento12 pagineNormas Generales de Seguridad e Higiene en El TallerEscoto EdwinNessuna valutazione finora
- Máquinas Herramientas de Control Numérico Computarizado (MHCNC) .Documento101 pagineMáquinas Herramientas de Control Numérico Computarizado (MHCNC) .Pocho McnishNessuna valutazione finora
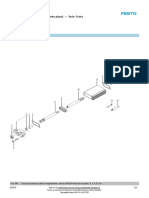
- Cilindro Festo Dna 32 3 V P SaDocumento2 pagineCilindro Festo Dna 32 3 V P SaJonathan LanderosNessuna valutazione finora
- Cuadro SinopticoDocumento2 pagineCuadro SinopticoEduardo Rodriguez33% (3)
- El TaladroDocumento30 pagineEl TaladroVivel Aguilar MenesesNessuna valutazione finora
- Limadora y TornoDocumento22 pagineLimadora y TornoLuisNessuna valutazione finora