Potrebbero piacerti anche
- KOHLER Generator Wiring DiagrahmDocumento40 pagineKOHLER Generator Wiring DiagrahmSMIC SMIC71% (14)
- Mitech Welder ManualDocumento13 pagineMitech Welder ManualkapasuduNessuna valutazione finora
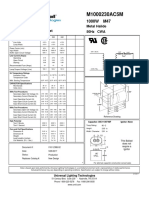
- M1000230AC5MDocumento1 paginaM1000230AC5MPlant Site KMI-KJANessuna valutazione finora
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsDa EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNessuna valutazione finora
- IR Value For Electrical Cable and WiringDocumento9 pagineIR Value For Electrical Cable and WiringSyamraj JayarajanNessuna valutazione finora
- Earthing Resistance Calculations Is 3043Documento14 pagineEarthing Resistance Calculations Is 3043haris100% (1)
- EGAT - Power Plant Dispatching in Thailand 2012Documento17 pagineEGAT - Power Plant Dispatching in Thailand 2012jwarman100% (2)
- CHE100 Series Open Loop Vector InverterDocumento135 pagineCHE100 Series Open Loop Vector InverterHuangRuanJin0% (1)
- 인버터 프로페셔널 직류 티그 용접기 사용설명서Documento22 pagine인버터 프로페셔널 직류 티그 용접기 사용설명서SungJun ParkNessuna valutazione finora
- Antech Gtaw Tig315p Acdc PDFDocumento1 paginaAntech Gtaw Tig315p Acdc PDFSun Sun0% (1)
- 7010-P1.Documento1 pagina7010-P1.agrinjoshNessuna valutazione finora
- TIG200ACDCP (Ahp) Manual 2016.05Documento14 pagineTIG200ACDCP (Ahp) Manual 2016.05aj7scribdNessuna valutazione finora
- Welding Process Techniques: KG - Pandithan, Iwe Technical Advisor, RiboDocumento51 pagineWelding Process Techniques: KG - Pandithan, Iwe Technical Advisor, RibojswldeepNessuna valutazione finora
- Tig 200 RefrenceDocumento6 pagineTig 200 RefrenceCody McCormackNessuna valutazione finora
- 8010-GDocumento1 pagina8010-GagrinjoshNessuna valutazione finora
- Portable Power Factor Meters: FeaturesDocumento1 paginaPortable Power Factor Meters: FeaturesShang Divina EbradaNessuna valutazione finora
- M1000120AC5MDocumento1 paginaM1000120AC5MEnrique MurgiaNessuna valutazione finora
- Pamphlet MG-51T PDFDocumento2 paginePamphlet MG-51T PDFImmalatulhusnaNessuna valutazione finora
- Rele ElectromanecticoDocumento7 pagineRele ElectromanecticoJULIO PORTILLONessuna valutazione finora
- BORTE General Catalogue V4.2 PDFDocumento147 pagineBORTE General Catalogue V4.2 PDFKeneth Samson Del CarmenNessuna valutazione finora
- Somenath GhoshDocumento52 pagineSomenath Ghoshravi00098Nessuna valutazione finora
- LB-52 Lb-52u: Oh H Vu F Oh H VuDocumento1 paginaLB-52 Lb-52u: Oh H Vu F Oh H VuMohd Farid OsmanNessuna valutazione finora
- 7024Documento1 pagina7024agrinjoshNessuna valutazione finora
- Product Data Sheet - OK Tigrod 13.09 PDFDocumento2 pagineProduct Data Sheet - OK Tigrod 13.09 PDFarman pangestuNessuna valutazione finora
- Portable DC Stick and Stick/TIG Welding SystemsDocumento2 paginePortable DC Stick and Stick/TIG Welding SystemscarlosNessuna valutazione finora
- ER90S-B9 Electrode SpecDocumento1 paginaER90S-B9 Electrode SpecfaizalzolNessuna valutazione finora
- Square Wave Tig200Documento8 pagineSquare Wave Tig200luisNessuna valutazione finora
- Bobina FlukeDocumento2 pagineBobina FlukeamadosebaNessuna valutazione finora
- Scheda Tecnica: IT-SG1 Itb-Sg1Documento1 paginaScheda Tecnica: IT-SG1 Itb-Sg1ITALFIL S.p.A.Nessuna valutazione finora
- JIS Steel Wires StandardDocumento7 pagineJIS Steel Wires StandardPS NguyễnNessuna valutazione finora
- Auweld Welding Machines Accessories Catalogue(s)Documento28 pagineAuweld Welding Machines Accessories Catalogue(s)nyaungzinNessuna valutazione finora
- Gi355 Data SheetDocumento4 pagineGi355 Data SheetEliezer GonzalezNessuna valutazione finora
- Welding Processes (Compatibility Mode)Documento36 pagineWelding Processes (Compatibility Mode)Bharat KhandekarNessuna valutazione finora
- Scheda Tecnica: IT-T1S Itb-T1SDocumento1 paginaScheda Tecnica: IT-T1S Itb-T1SITALFIL S.p.A.Nessuna valutazione finora
- Champtig 400 P PDFDocumento4 pagineChamptig 400 P PDFAbuhurairah MunshiNessuna valutazione finora
- Champtig 400 PDocumento4 pagineChamptig 400 PAbuhurairah MunshiNessuna valutazione finora
- Scheda Tecnica: IT-SG3 Itb-Sg3Documento1 paginaScheda Tecnica: IT-SG3 Itb-Sg3ITALFIL S.p.A.Nessuna valutazione finora
- ERCUDocumento1 paginaERCURogério JuniorNessuna valutazione finora
- TIG Welding Techniques, Tips, Tungsten Inert Gas WeldingDocumento17 pagineTIG Welding Techniques, Tips, Tungsten Inert Gas WeldingirvansyahrazadinNessuna valutazione finora
- W350 EngDocumento1 paginaW350 EngJosue EstradaNessuna valutazione finora
- Gtaw ImpDocumento7 pagineGtaw ImpKareem ElsayedNessuna valutazione finora
- Commonly Used Welding Process Techniques-OverviewDocumento51 pagineCommonly Used Welding Process Techniques-OverviewaadmaadmNessuna valutazione finora
- Welding Machine ComparisionDocumento4 pagineWelding Machine ComparisionchandraNessuna valutazione finora
- Tp03al PDFDocumento3 pagineTp03al PDFtoppowerNessuna valutazione finora
- 10 Introduction To Welding ProcessesDocumento13 pagine10 Introduction To Welding ProcessesKARTHICKNessuna valutazione finora
- Instruction Manual Elite Acdc225 PDFDocumento13 pagineInstruction Manual Elite Acdc225 PDFEdwin ParraNessuna valutazione finora
- Champ T400: The World Class Inverter Based DC WelderDocumento2 pagineChamp T400: The World Class Inverter Based DC WelderWickyNessuna valutazione finora
- 200acdc TigDocumento14 pagine200acdc TigAngelo GrausoNessuna valutazione finora
- 9018-GDocumento1 pagina9018-GagrinjoshNessuna valutazione finora
- 09 Welding Machine TD 355Documento1 pagina09 Welding Machine TD 355LucioNessuna valutazione finora
- Resistance Welding: Indian Institute of Welding - ANB Refresher Course - Module 10Documento40 pagineResistance Welding: Indian Institute of Welding - ANB Refresher Course - Module 10dayalramNessuna valutazione finora
- Q1 DisplayDocumento1 paginaQ1 DisplayOscar BasantesNessuna valutazione finora
- Scheda Tecnica: IT-SG2 Itb-Sg2Documento1 paginaScheda Tecnica: IT-SG2 Itb-Sg2ITALFIL S.p.A.Nessuna valutazione finora
- Esab Buddy TIG400iDocumento2 pagineEsab Buddy TIG400iJeganeswaranNessuna valutazione finora
- Ceweld - 316h TigDocumento1 paginaCeweld - 316h TigFilipe CordeiroNessuna valutazione finora
- Ceweld - 316H TigDocumento1 paginaCeweld - 316H TigFilipe CordeiroNessuna valutazione finora
- Advantages of Air Plasma Cutting Machines AreDocumento7 pagineAdvantages of Air Plasma Cutting Machines Areamitblair007Nessuna valutazione finora
- Joining Methods and ERW Spot Welding ProcessDocumento92 pagineJoining Methods and ERW Spot Welding ProcessHimanshu MishraNessuna valutazione finora
- Welding CoDocumento1 paginaWelding CoBENGKELTKS88 BENGKELTKS88Nessuna valutazione finora
- Champ T400: The World Class Inverter Based DC WelderDocumento2 pagineChamp T400: The World Class Inverter Based DC WelderNaresh ANessuna valutazione finora
- TE SeriesDocumento8 pagineTE SeriesANIL ŞENNessuna valutazione finora
- Sandvik 19.9.L Welding Wire DatasheetDocumento3 pagineSandvik 19.9.L Welding Wire Datasheetpedro rojasNessuna valutazione finora
- Champtig 400PDocumento3 pagineChamptig 400Pvasantha kumarNessuna valutazione finora
- 07 - Control FunctionDocumento25 pagine07 - Control FunctionharisNessuna valutazione finora
- Project PT BKMS - Power Plant Uf & Ro Shed PDFDocumento10 pagineProject PT BKMS - Power Plant Uf & Ro Shed PDFharisNessuna valutazione finora
- 09-DS Agile SMT Overview - Rev KDocumento18 pagine09-DS Agile SMT Overview - Rev KharisNessuna valutazione finora
- 14-Synthesis - Rev KDocumento5 pagine14-Synthesis - Rev KharisNessuna valutazione finora
- PT BKMS Power Plant Lighting DesignDocumento10 paginePT BKMS Power Plant Lighting DesignharisNessuna valutazione finora
- SINAMICS software V4.7 incl. SSP for STARTER documentationDocumento6 pagineSINAMICS software V4.7 incl. SSP for STARTER documentationharisNessuna valutazione finora
- Import Excel To AccesDocumento8 pagineImport Excel To AccesharisNessuna valutazione finora
- EVENT, STATE AND ALARM VIEWER TRAINING GUIDEDocumento37 pagineEVENT, STATE AND ALARM VIEWER TRAINING GUIDEharisNessuna valutazione finora
- Trend Viewer: Operator TrainingDocumento13 pagineTrend Viewer: Operator TrainingharisNessuna valutazione finora
- SINAMICS software V4.7 incl. SSP for STARTER documentationDocumento6 pagineSINAMICS software V4.7 incl. SSP for STARTER documentationharisNessuna valutazione finora
- Paiting Cycle PDFDocumento1 paginaPaiting Cycle PDFharisNessuna valutazione finora
- Installation GuideDocumento4 pagineInstallation GuideAnonymous ugAY1fsF0aNessuna valutazione finora
- Annex N.4 Container Transport 70000191Documento19 pagineAnnex N.4 Container Transport 70000191harisNessuna valutazione finora
- Pt. Semen Kupang Indonesia: Data Sheet & Technical Particular Guarantee For Distibution TransformerDocumento15 paginePt. Semen Kupang Indonesia: Data Sheet & Technical Particular Guarantee For Distibution TransformerharisNessuna valutazione finora
- P7 6665113 00 I2 GS 002 K - General Specification For Belt Weigher, Rev 0Documento12 pagineP7 6665113 00 I2 GS 002 K - General Specification For Belt Weigher, Rev 0harisNessuna valutazione finora
- Annex N.4 Container Transport 70000191Documento19 pagineAnnex N.4 Container Transport 70000191harisNessuna valutazione finora
- Where Is Location of Socket Outlet AC?: PLC Room FFL. EL. (+) 8.800 LWS Electrical Control Room FFL. EL. (+) 8.800 LWSDocumento1 paginaWhere Is Location of Socket Outlet AC?: PLC Room FFL. EL. (+) 8.800 LWS Electrical Control Room FFL. EL. (+) 8.800 LWSharisNessuna valutazione finora
- Paiting CycleDocumento1 paginaPaiting CycleharisNessuna valutazione finora
- InstallDocumento1 paginaInstallharisNessuna valutazione finora
- InstallDocumento1 paginaInstallharisNessuna valutazione finora
- Personal Detail Education: Dengan Menggunakan Fuzzy Logic Controller'Documento2 paginePersonal Detail Education: Dengan Menggunakan Fuzzy Logic Controller'harisNessuna valutazione finora
- 52F1 27092016Documento25 pagine52F1 27092016harisNessuna valutazione finora
- Automation and Drives EngineerDocumento1 paginaAutomation and Drives EngineerharisNessuna valutazione finora
- Product Key EMHDocumento1 paginaProduct Key EMHharisNessuna valutazione finora
- Lighting Lumen Calculation (1.7.12)Documento12 pagineLighting Lumen Calculation (1.7.12)Jignesh ParmarNessuna valutazione finora
- Calculate lighting fixtures and lux levels for indoor and outdoor spacesDocumento12 pagineCalculate lighting fixtures and lux levels for indoor and outdoor spacesumamaheshwarraoNessuna valutazione finora
- Operating Manual: HGM610C/620C Auto Start ModuleDocumento25 pagineOperating Manual: HGM610C/620C Auto Start ModuleharisNessuna valutazione finora
- Design Criteria For Grounding 0: New Cement Plant Project Pidie - AcehDocumento7 pagineDesign Criteria For Grounding 0: New Cement Plant Project Pidie - AcehharisNessuna valutazione finora
- Manual SiemensDocumento8 pagineManual SiemensDiego FortunaNessuna valutazione finora
- ACDC LOAD FLOW SINGLE PHASE ALGORITHMDocumento49 pagineACDC LOAD FLOW SINGLE PHASE ALGORITHMSajith RpNessuna valutazione finora
- Iris Power Epoxy Mica Capacitors (80 PF) : Partial Discharge Sensors For Testing High Voltage Electrical EquipmentDocumento2 pagineIris Power Epoxy Mica Capacitors (80 PF) : Partial Discharge Sensors For Testing High Voltage Electrical Equipmentmani_208eeNessuna valutazione finora
- Electrical Completion FormDocumento2 pagineElectrical Completion FormAlvin Arlanza100% (1)
- Advance PP3 Twin DC SupplyDocumento13 pagineAdvance PP3 Twin DC SupplyJohn DosherNessuna valutazione finora
- Taurus LA Testing White Paper Final 01.09Documento9 pagineTaurus LA Testing White Paper Final 01.09Randerson MoraisNessuna valutazione finora
- Parts list for traverse and cabinet componentsDocumento33 pagineParts list for traverse and cabinet componentsSandra Garcia MontielNessuna valutazione finora
- Guidelines for Electrical Designs of SHP PlantsDocumento162 pagineGuidelines for Electrical Designs of SHP Plantssauravkafle1100% (4)
- NZ7 Transferencias PDFDocumento17 pagineNZ7 Transferencias PDFChint BoliviaNessuna valutazione finora
- Basic Devices, Modules Basic Devices, Modules: DIL Contactors DIL Contactors Ul / Csa / Iec / Ce Ul / Csa / Iec / CeDocumento18 pagineBasic Devices, Modules Basic Devices, Modules: DIL Contactors DIL Contactors Ul / Csa / Iec / Ce Ul / Csa / Iec / CeSo BorathNessuna valutazione finora
- Bill Of Materials Ceramic CapacitorsDocumento4 pagineBill Of Materials Ceramic CapacitorsAllanNessuna valutazione finora
- Synchronous MachineDocumento33 pagineSynchronous Machinecrisis_z100% (1)
- NICE 1000 Elevator Integrated Controller User Manual 31Documento1 paginaNICE 1000 Elevator Integrated Controller User Manual 311meander23Nessuna valutazione finora
- NV-Power NV-175: 175/180/200W Configurable Ac/dc Power SupplyDocumento6 pagineNV-Power NV-175: 175/180/200W Configurable Ac/dc Power SupplyFranco MaderaNessuna valutazione finora
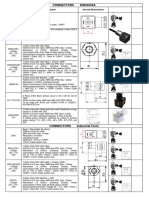
- Solenoid Valve Cable PlugDocumento1 paginaSolenoid Valve Cable Plugstenio augustoNessuna valutazione finora
- Delta connection forms closed mesh circuitDocumento4 pagineDelta connection forms closed mesh circuitArif Rahman JuandaNessuna valutazione finora
- ABB Motors Technical CatalogueDocumento6 pagineABB Motors Technical CataloguesalamrefighNessuna valutazione finora
- Data Sheet For SIMOTICS S-1FK7Documento2 pagineData Sheet For SIMOTICS S-1FK7Eduardo MendezNessuna valutazione finora
- RPADocumento2 pagineRPAmehdivinciNessuna valutazione finora
- Battery Management Systems For Large Lithium Ion Battery Packs - P 15 À 18 PDFDocumento4 pagineBattery Management Systems For Large Lithium Ion Battery Packs - P 15 À 18 PDFYann Ying0% (1)
- IRS S 36-87 - Relay Interlocking SystemDocumento34 pagineIRS S 36-87 - Relay Interlocking SystemVikas Srivastav100% (9)
- SUN2000-12-20KTL-M2 Datasheet - 17.05.2023Documento2 pagineSUN2000-12-20KTL-M2 Datasheet - 17.05.2023Nelson PalenciaNessuna valutazione finora
- Ste Electronics Q1 Module 1 PDFDocumento25 pagineSte Electronics Q1 Module 1 PDFNELSON DELA CRUZNessuna valutazione finora
- Assembling The LCR T4 Mega328 Tester KitDocumento7 pagineAssembling The LCR T4 Mega328 Tester Kittremelo68Nessuna valutazione finora
- Amec80 Gas Furnace Technical InformationDocumento24 pagineAmec80 Gas Furnace Technical Information89LaredoNessuna valutazione finora
- DC-to-AC and AC-to-AC converters guideDocumento35 pagineDC-to-AC and AC-to-AC converters guidejck07100% (1)
- Ansi C84Documento6 pagineAnsi C84Ramiro Magbanua FelicianoNessuna valutazione finora